基于机器视觉系统的汽车轮毂检测设计
2021-03-12 05:49:06杨韵勍
电气开关 2021年4期
杨韵勍
(沈阳电气传动研究所(有限公司),辽宁 沈阳 110141)
1 引言
所谓机器视觉,就是用装有视觉检测设备的机器来代替人眼对目标零件做出测量或判断,机器视觉是一门高度专业化的新兴学科,涉及到的领域包括人工智能、模糊识别、计算机科学、神经生物学等等。
机器视觉系统是指利用图像采集设备对目标零件拍摄,经图像采集卡转换为图像信号,传送给计算机中的专用图像处理软件,再根据图像上像素位置的分布、亮度高低及颜色差异等信息,将其转化为图像数字信号,最后利用图像处理系统对这些数字信号进行计算分析,从而提取目标零件的特征,再根据程序的各个判定结果输出控制信号,来控制机械设备对目标零件的动作[1]。
在实际的工业生产中,有一些比较危险的或者人类视觉无法满足作业现场要求的工作环境,在这种情况下,基于机器视觉的自动化生产设备就能够充分发挥它们的非接触检测功能,完成人类视觉无法完成的任务;除此之外,工业生产中,常有大批量的生产任务,人类视觉无法满足这类任务的生产要求,而基于机器视觉的自动化设备具有耐疲劳、精度高且效率高的特点,利用机器视觉设备能够大幅提高生产精度和效率,同时视觉设备更容易实现计算机与设备硬件的软件集成,更好的提高生产线的自动化与柔性化。
2 视觉检测现状
当今整个视觉市场总量的全球相当可观,而且每年的增长速度相当庞大,从理论方面来看,从图像处理向模式识别发展,再到人工智能、神经网络;从技术方面来看,从ARM、单片机到FPGA、DSP,这些技术革新和理论研究促进了机器视觉技术从单一的理论研究走向多元化的实际应用领域的发展。目前国际市场上,机器视觉的发展正在朝着两个方向发展,其中一个是嵌入式,如智能相机与传感器等,另一个是基于SDK和PC的采集板卡的解决方案,两者优劣各不相同,各自的适用场合也不相同。在硬件方面,基于PC的系统都整合有图像采集、实时显示、图像处理、网络接口以及标准的I/O接口等,同时还集成了与外部工业控制设备连接的运动控制、PLC等接口、数据I/O。国外从事机器视觉领域的企业的视觉产品发展到现在已经非常成熟,主要代表性的国家有日本、英国、美国、德国等[2]。本文介绍主要以智能相机为主。
3 设备工艺
设备工艺主要是通过触摸屏来设置传送轮毂类型并将类型数据发送给PLC,PLC接受类型数据后发送信号给视觉传感器,视觉传感器接受信号切换对应类型检测程序,PLC控制传送带运送轮毂到指定工位进行检测,PLC触发视觉传感器进行拍照检测,视觉传感器检测轮毂的孔位尺寸及刻印字体等是否符合标准,并将反馈数据发送给PLC,PLC根据反馈数据控制当前轮毂输送到良品或不良品工位。设备工艺示意图如图1所示。
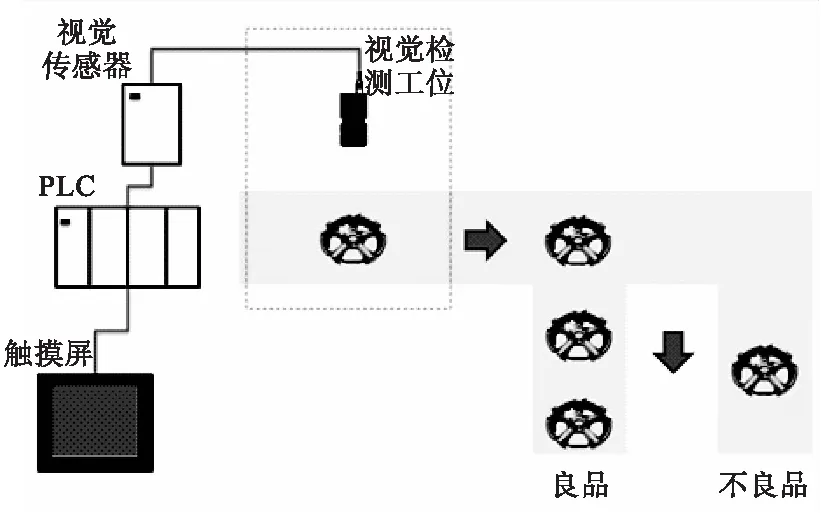
图1 轮毂检测工艺示意图
4 解决方案
4.1 系统配置
轮毂分拣设备,主要系统包含以下几部分:
(1)人机交互界面,由操作人员通过对触摸屏进行参数设置来控制设备的启停和轮毂类别设置。
(2)PLC控制器,主要用来进行逻辑控制、网络通信、数据存储、运动控制等。类别参数存储在PLC中,操作人员通过触摸屏设置类别参数后,触摸屏中的数据发送给PLC,PLC接受到数据后与存储的数据进行对比,得到类别相同数据后,再向视觉传感器发送切换程序指令,使视觉传感器切换对应类别检测程序。视觉检测完成后,接受检测判断结果,根据结果命令变频器运行,将轮毂运送到指定工位。
(3)变频器,其实变频器是一个执行机构,主要是接受PLC发送的运行指令和速度等参数,用来带动电机将轮毂运送到指定位置。人工也可以直接在变频器面板设置运行和速度参数。
(4)视觉传感器,内部根据不同类别轮毂存储对应检测程序。与PLC进行数据交换,接受PLC发送的程序切换指令以及检测指令。根据检测需求进行孔位尺寸检测和字符对比检测,将最终判定结果发送给PLC。
4.2 程序设计
由于整体程序相对较多,部分程序为简单逻辑控制,如图2所示,下面针对程序中部分重点程序进行介绍,如:视觉通信、字符检测、尺寸检测等。

图2 控制程序总览图
(1)视觉通信,智能相机首先选择通信方式,一般视觉与PLC通信有两种:串口通信、以太网通信。以太网通信方式速度快,抗干扰强,硬件允许情况下优先选择以太网。其次选择通信协议,不同厂商的视觉产品内置通信协议区别较大,如果智能相机与PLC为同厂商通信较为方便,否则PLC侧需要编写对应的通信程序读取/写入智能相机侧的数据。然后设定IP地址,将PLC侧IP地址与视觉侧IP地址设定,规则是网段相同,节点地址不同,例如:PLC侧为10.110.1.15,视觉侧为10.110.1.5。最后在智能相机程序中设定通信发送具体数据,如最终判定结果、字符信息、尺寸数据等。
(2)字符检测可以调用智能相机中的字符检测程序,对轮毂上的标准字符图案记录,然后对被测轮毂字符检测时,与正确图案进行对比,一些厂家视觉中使用相似度百分比作为综合参数的判定条件如图3所示。也可以多记录一些正确的字符图案作为数据积累,这样可以对一些字符刻印字体较多的轮毂进行检测,并且后续如果增加不同字体,只需要增加对应的正确字符图案即可检测。这种方式也有缺点,对智能相机的存储能力要求增加,随着检测精度升高,存储的图案数据增加,可能导致智能相机存储量不能满足,最终可能导致智能相机的成本升高。

图3 轮毂字符检测图
(3)智能相机中尺寸检测类程序较多,例如测量点到直线距离,测量宽度,测量圆形半径、圆心位置检测等,这里用测量圆心位置举例。圆心位置检测首先设定检测区域,将被测孔包含内即可。其次设定搜索方向,由边缘向中心检测或是由中心向边缘检测。然后设定边缘颜色使智能相机能在视野中可以分辨圆的像素点坐标。最后智能相机根据内置算法计算出圆心位置坐标如图4所示。大部分尺寸检测程序可以在判定中设定浮动阈值,阈值可以根据工件尺寸合格参数的浮动值设定。

图4 轮毂圆心检测图
5 研究与展望
经过对轮毂检测系统的研究,现有绝大部分厂家智能相机,基本可以检测字符,以及孔位尺寸或坐标,并且稳定性也可以满足绝大部分用户需求。但是对于本文的研究内容,还有很多问题需要做进一步研究:
(1)本文描述的字符检测大部分为刻印字符,如果检测铸造形成的字符,由于字符凸起且角度不一致导致最终呈现画面可能造成误检率增加。现有解决方案在不同角度进行打光并拍照,最终将多次拍照图片进行合成,以确保检测稳定性。但是这种方式对智能相机的计算能力要求增加智能相机成本提高,否则可能会降低检测节拍。3D检测可能是解决这类课题的未来设备的考虑方向。
(2)设备间通信本文描述使用同厂家设备进行通信,如果智能相机与PLC为不同厂家,通信将非常繁琐。主要由于多数厂家对外公开协议较少,且功能较差,导致设备调试中遇到问题较多。万能网关设备可能是这类课题未来的考虑方向。
猜你喜欢
环球时报(2022-07-13)2022-07-13 17:18:39
电脑爱好者(2022年15期)2022-05-30 01:29:23
环球时报(2022-03-14)2022-03-14 18:19:44
上海涂料(2021年5期)2022-01-15 06:09:26
小学生学习指导(低年级)(2019年12期)2019-12-04 03:39:42
电子制作(2019年19期)2019-11-23 08:41:50
少儿美术(快乐历史地理)(2018年7期)2018-11-16 05:31:14
电影(2018年8期)2018-09-21 08:00:06
制造技术与机床(2017年10期)2017-11-28 05:24:18
制造业自动化(2017年2期)2017-03-20 14:26:14