织物图案与三通道转杯纺段彩纱的双向设计
2021-03-12 07:51杨瑞华
棉纺织技术 2021年3期
潘 博 杨瑞华
[生态纺织教育部重点实验室(江南大学),江苏无锡,214122]
“科技,时尚,绿色”已然成为纺织行业的新符号,色纺纱便是其中一类代表性产品。色纺纱采用“先染色,后纺纱”的新工艺,缩短了后道加工企业的生产流程、降低了生产成本,大大减少纺织用水,符合可持续发展的理念[1⁃3]。使用色纺纱织造的织物具有手感柔和、色彩丰满、立体感强,附加值高等优点。色纺纱的发展,为织物图案设计提供了更大的想象空间。目前用色纺纱织造的织物在国内外十分流行,国内消费群体正在逐渐壮大[4]。段彩纱是色纺纱的一种,以纱表面有色部分呈多变规律的分段而命名,视觉上有较高的层次感[5⁃6]。织物的外观风格和服用性能与段彩纱色彩分布和织物组织结构之间有着重要的联系[7⁃8]。市场上现有段彩纱织物的图案还处在比较单一的阶段,段彩纱织物图案的设计与开发成为研究的重要方向。
目前国内外生产段彩纱有两种主要方式:一类是基于并条工序的生产方式[9],即在并条阶段分段喂入有色纤维条,生产有段彩效果的须条,这种方法多用于毛纺行业,段彩长度较长;另一类是基于细纱工序的生产方式[10],即在细纱阶段喂入有色粗纱,生产段彩纱,这种生产方式通常采用改造过的环锭细纱机,纺制的段彩纱颜色混合效果为分股效果,不能实现单根纤维之间的混和,所生产织物的色彩均匀性较差。本研究提出采用三通道转杯纺技术生产段彩纱的方法,将段彩纱不同片段长度的自循环形式与织物组织结构相结合,为段彩纱织物图案一体化开发提供更多创新思路。
1 段彩纱生产方法
三通道转杯纺是一种纺制色纺纱的新型纺纱方法,与传统环锭纺相比,三通道转杯纺技术具有纺纱流程短、生产效率高,用工省的优点[11]。红、黄、蓝是色彩三原色,可以通过不同比例的组合生成千万种色彩。将红、黄、蓝3 根纤维须条经过三通道转杯纺纱机的3 个独立的给棉罗拉,异步/同步喂入后由分梳辊梳理,经输棉通道进入高速旋转强负压转杯内并合、加捻,通过卷绕罗拉卷绕成筒子纱[12]。每个给棉罗拉都有独立的伺服电动机驱动,可单独控制每个给棉罗拉的喂给速度。通过改变喂入粗纱的喂入量,可以改变混纺纤维的混纺比,从而纺制各色段彩纱,具有灵活方便、产品多样的特点。
2 红、黄、蓝段彩纱针织产品
使用三通道转杯纺技术,以红、黄、蓝3 种颜色的粗纱为原料纺制段彩纱。通过改变色彩变换长度及循环结构,结合HC21K 型编织小圆机所织造产品的产品特征,首先设计并织造最简单的平行四边形图案,在此基础上,织造箭头形状图案、Z 字形图案、双色Z 字形连续图案以及Z 字形嵌入墨蓝色边框图案的针织产品。
2.1 平行四边形
段彩纱色彩片段长度与三通道转杯纺纱机的引纱速度和引纱时间有关。首先使用三通道转杯纺纱机纺制纯色纱,设置引纱速度为24 m/min。然后使用HC21K 型编织小圆机织造一块纯色布片。在纯色布片上做好标记,测得纯色布片一行线圈长度约为75 cm,即织造每横列线圈所用段彩纱色彩片段长度应为75 cm。根据所用段彩纱色彩片段长度和三通道转杯纺纱机的引纱速度可以计算得出织造每横列线圈所用段彩纱的引纱时间为1.875 s。由于所用三通道转杯纺纱机的时间设置只能精确到0.1 s,故设置一个循环时间为1.8 s。
纺纱速度参数:红色粗纱与黄色粗纱按2∶8比例喂入时设置喂入速度分别为0.458 m/min、1.803 m/min;红色粗纱与黄色粗纱按8∶2 比例喂入时设置喂入速度分别为1.803 m/min、0.458 m/min,平行四边形图案纺纱参数见表1。以平行四边形图案的生产工艺为例,通过时间和比例的控制,可以织造出所需色彩段位的段彩纱织物。平行四边形图案设计意匠图和实物图如图1 所示。
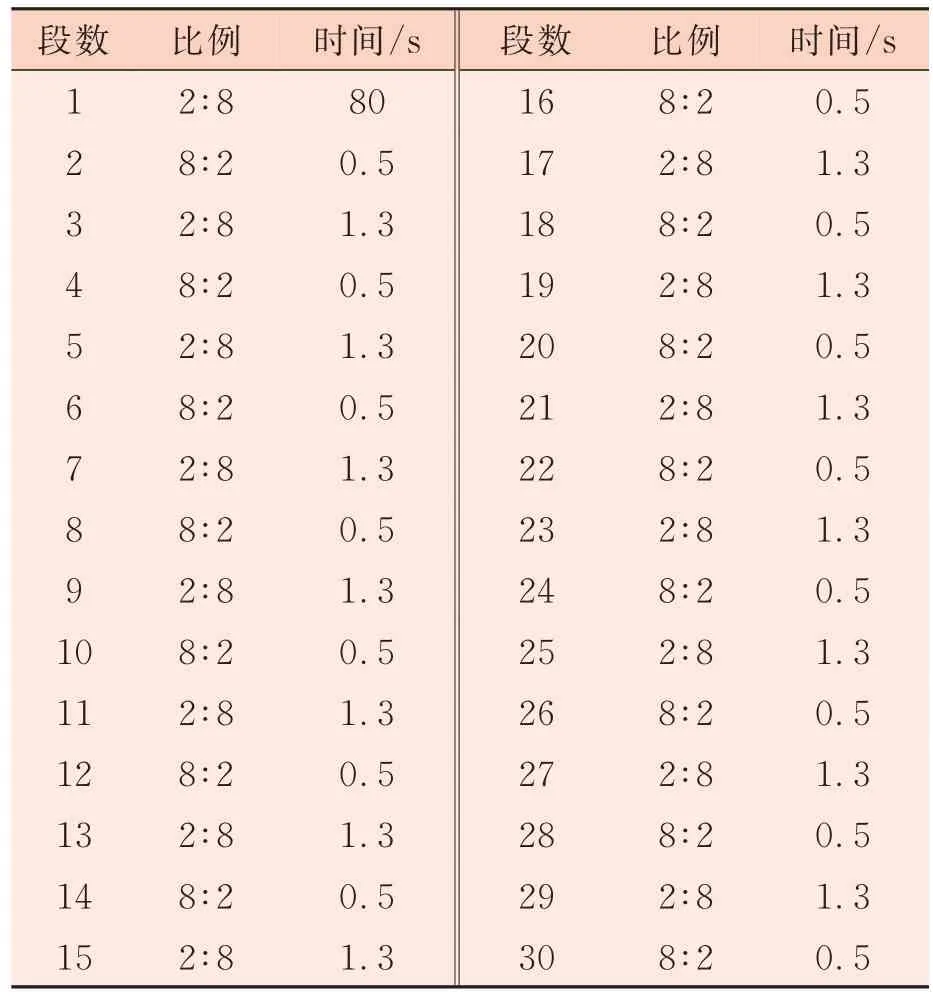
表1 平行四边形图案纺纱参数
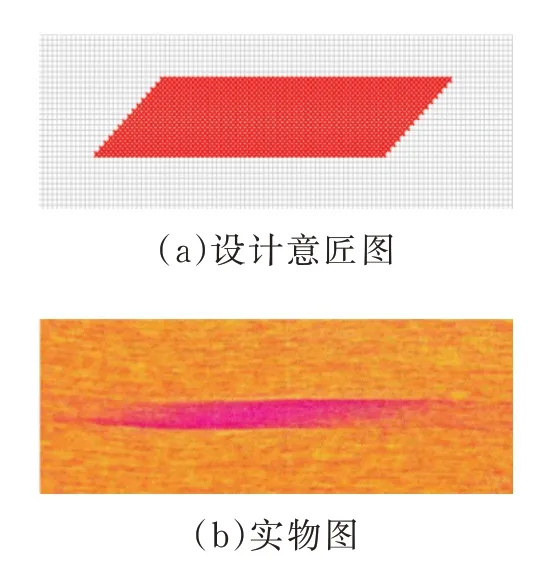
图1 平行四边形图案
2.2 箭头形
根据织造平行四边形图案的经验可以得出:当设置引纱速度为24 m/min,以1.8 s 为每横列循环时间设置纺纱参数时,由于每一循环织造纱线长度小于织造每一横列所需纱线长度,图案由下往上会出现向右偏移而形成平行四边形;当设置引纱速度为22.5 m/min,以2 s 为每横列循环时间设置纺纱参数时,由于每一循环织造纱线长度大于织造每一横列所需纱线长度,图案由下往上会出现向左偏移而形成平行四边形。将两个图案偏移方向结合,可以设计出带有类似箭头形的织物图案。
箭头形图案设计意匠图和实物图如图2 所示。图案基本形状能够实现,但过渡长度的存在使其轮廓界限不明显,图案边缘呈现渐变状态。由于机器程序设置的限制以及针织物存在纬斜性,图案最终效果与预期结果存在一定差距。
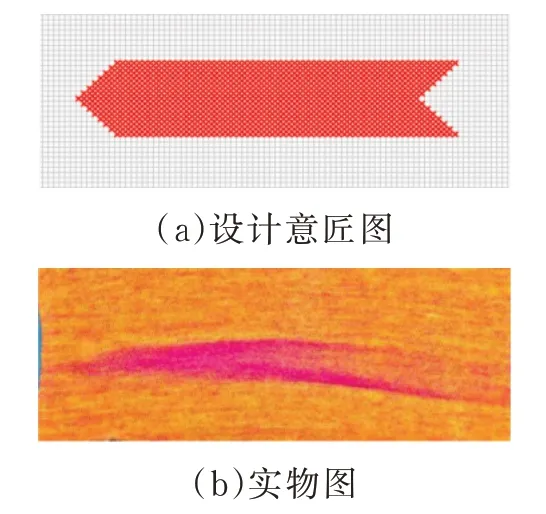
图2 箭头形图案
2.3 Z 字形
根据织造箭头形图案的经验,在右向箭头形图案的基础上添加一个右斜平行四边形图案,将出现类似于Z 字形的图案。由于纬斜以及机器程序设置方面的误差,参考箭头形图案的差异,在箭头形图案工艺参数的基础上,织造时多加入一条斜边。Z 字形图案设计意匠图和实物图如图3所示。
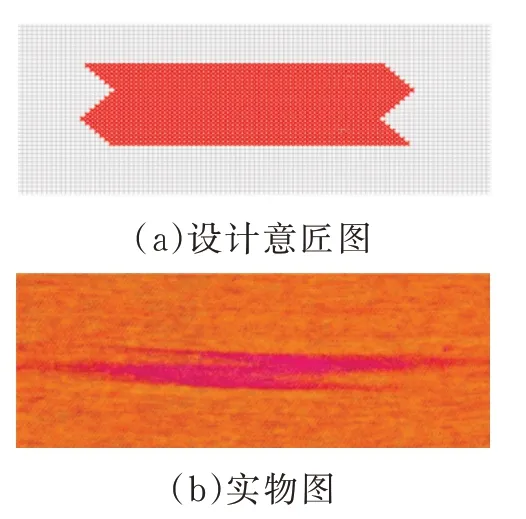
图3 Z 字形图案
2.4 双色Z 字形
为了使段彩纱织物图案颜色更丰富、形式更复杂多变,纺制段彩纱时引入红、黄、蓝3 种颜色的粗纱,在Z 字形图案的基础上,设计出红色Z 字形和倒置蓝色Z 字形连续交替出现的双色Z 字形图案。双色Z 字形图案设计如图4(a)所示。
2.5 Z 字形嵌入墨蓝色边框
在选用红、黄、蓝3 种颜色的粗纱纺制段彩纱的情况下,设计将Z 字形图案与其他简单图案结合的Z 字形嵌入墨蓝色边框图案。如在Z 字形图案上下设置一条墨蓝色(红∶黄∶蓝=2∶2∶6)横线,可以得到Z 字形嵌入墨蓝色边框图案。Z 字形嵌入墨蓝色边框图案设计如图5 所示。
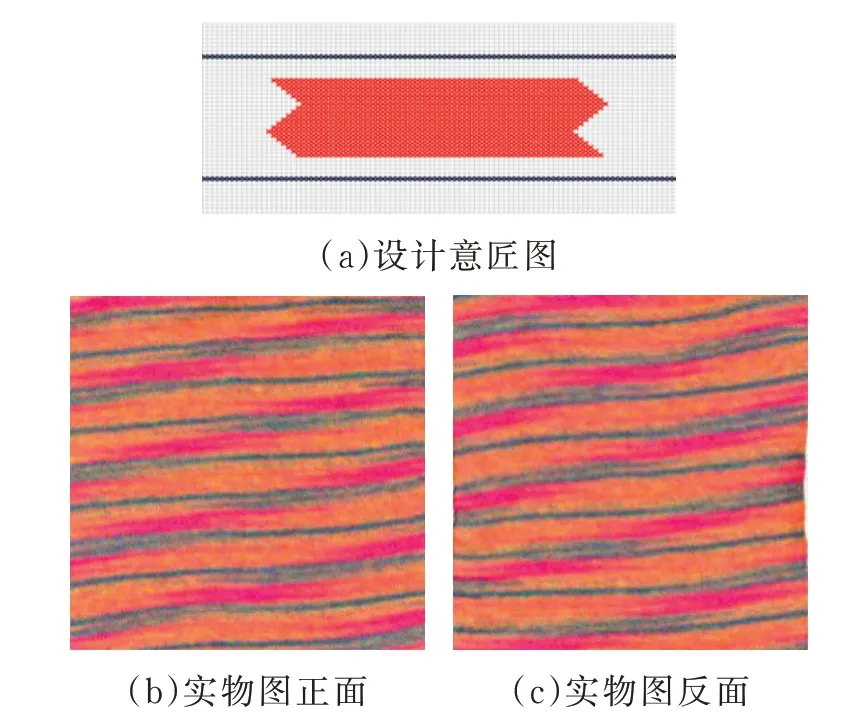
图5 嵌入墨蓝色边框图案
3 黄蓝段彩纱针织产品
使用三通道转杯纺技术,以黄、蓝两种颜色的粗纱为原料纺制段彩纱。通过控制色彩变化梯度以及片段持续时间,在色彩循环上以一个大循环嵌套三个小循环,纺制黄色、蓝色纤维沿长度方向渐变分布的段彩纱。黄、蓝色循环段彩纱如图6所示。
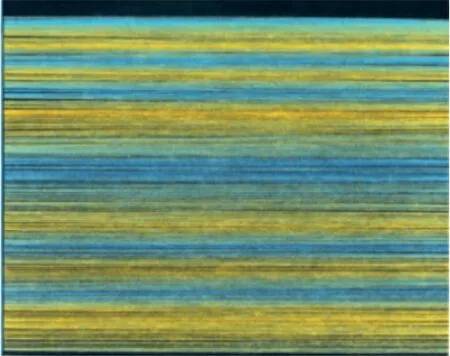
图6 黄、蓝色循环段彩纱
使用上述黄、蓝色循环段彩纱,根据纱线的色彩循环规律以及HC21K 型编织小圆机织造一圈所需纱线长度,设计并织造出更加复杂、变化多样的条状图案,呈现犹如麦浪的自然景观。使用HC21K 型编织小圆机,织造纵密为70 行/5 cm,横密为43 列/5 cm 的纬平针织物,嵌套循环段彩面料实物图如图7(a)所示。
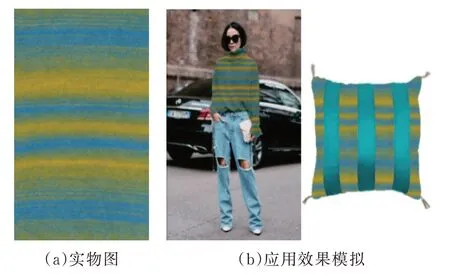
图7 嵌套循环段彩面料
这种面料应用在服装领域,具有色彩渐进、风格独特的优点,具有较高的附加值,消费人群涵盖女士、老人、儿童,有广阔的开发市场。这种面料还可以应用于家纺领域,具有较强的艺术气息,嵌套循环段彩面料的应用效果模拟如图7(b)所示。
4 红、蓝段彩纱机织产品
转杯纺段彩纱产品因其色彩分段控制的特点,多局限应用于针织物织造中。在机织物中,因片段色彩变化无法定位,容易产生图案混乱不清的问题。通过设计纱线大循环与小循环嵌套使用,可以纺制大片段规律性强,小片段色彩随机变化的段彩纱,满足织造机织物的条件。
使用三通道转杯纺技术,以红、蓝两种颜色的粗纱为原料纺制段彩纱。通过实时改变纱线混纺比生产长周期、色彩循环变化的段彩纱,纺制红、蓝色段彩纱如图8 所示。

图8 红、蓝色段彩纱
使用Y208W 型半自动小样机,表经、表纬为黄色纱,里经、里纬为渐变混色纱,织造经密为240 根/10 cm,纬密为 180 根/10 cm 的平纹表里换层织物。嵌套循环段彩面料的设计如图9 所示。
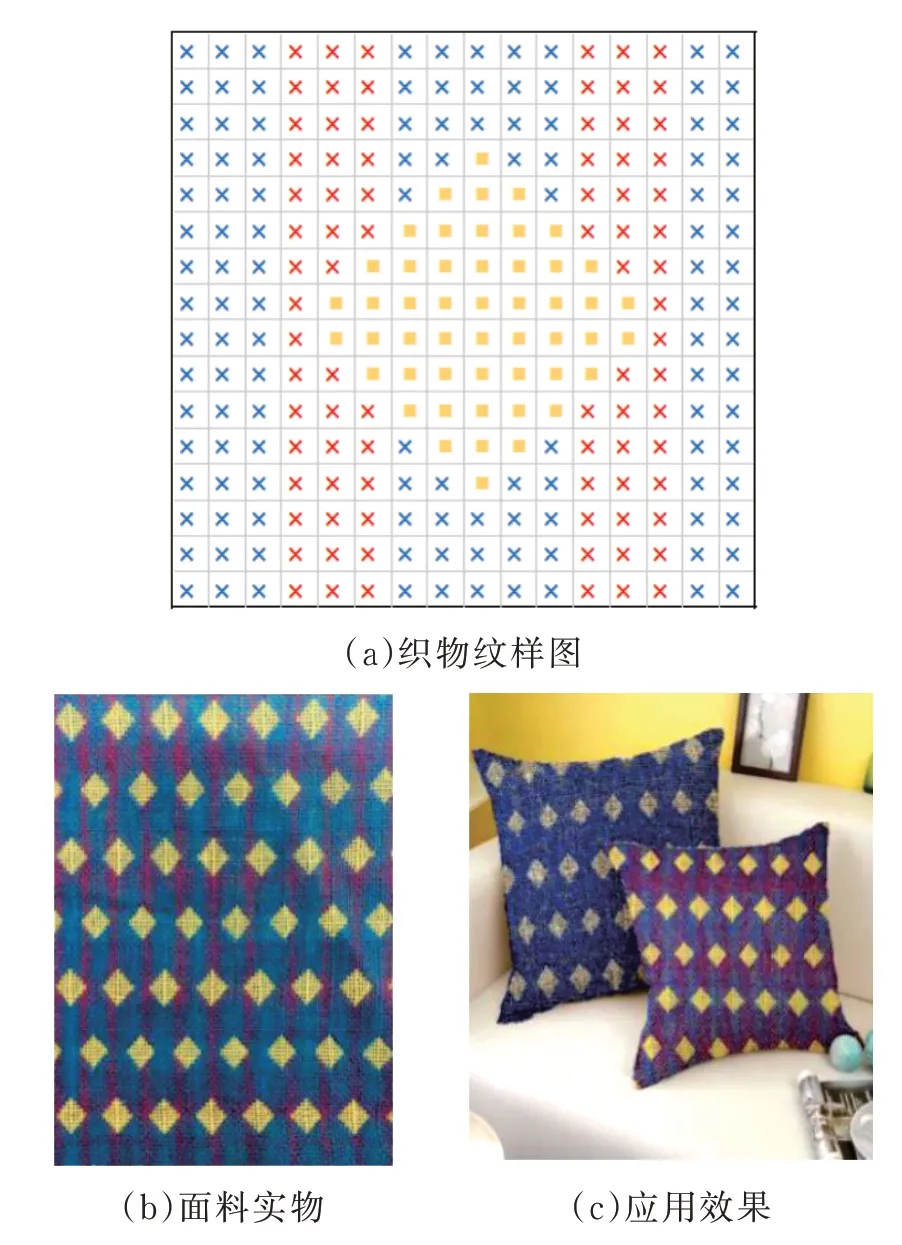
图9 嵌套循环段彩面料
这种机织面料可应用于家纺领域,如窗帘、床上用品、桌布、杯垫等。若对该面料进行一定的抗污整理,可用于开发沙发座椅面料、靠垫抱枕等。若对该面料添加夜光的表面涂层,可用于开发具有梦幻感的墙布、窗帘等,有广阔的发展空间。
5 三原色与黑白色段彩纱机织产品
使用三通道转杯纺技术,以黑、白两种颜色的粗纱为原料纺制黑、白渐变段彩纱,以黄、白两种颜色的粗纱为原料纺制黄、白渐变段彩纱。使用Y208W 型半自动小样机,表经、表纬为蓝色纱、黑色纱、红色纱,里经、里纬为黑色纱、白色纱、渐变段彩纱,织造经密为230 根/10 cm、纬密为190 根/10 cm 的平纹表里换层织物。段彩面料的设计如图10 所示。

图10 段彩面料
6 总结
三通道转杯纺技术通过3 个单独控制的给棉罗拉和伺服控制系统,在细纱阶段实现纤维的混和,可纺制一定范围内混纺比例的段彩纱,成纱具有色彩柔和饱满及朦胧立体的效果。本研究通过设计、织造4 类风格的织物图案,展示了三通道转杯纺段彩纱面料的色彩多样性。转杯纺段彩纱为小批量、多品种和个性定制织物图案增添了商机,同时也为减少工业污水排放量,提供了一种更加环境友好的生产途径。段彩纱织物无需染色,便可得到各种织物图案,适用人群广泛,适合服装、家纺等多个领域。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
纺织标准与质量(2022年3期)2022-08-10
纺织科学研究(2021年7期)2021-12-02
汉字汉语研究(2021年2期)2021-08-30
汉字汉语研究(2021年2期)2021-08-30
纺织科技进展(2021年5期)2021-07-22
纺织科学研究(2021年6期)2021-07-15
小学生学习指导(低年级)(2018年5期)2018-04-24
中国纤检(2017年3期)2017-04-06
小学阅读指南·低年级版(2016年5期)2016-05-14