智能化制造在拜耳法氧化铝蒸发工序中的应用
2021-03-09 05:52姜元军
中国金属通报 2021年22期
姜元军
(龙口东海氧化铝有限公司,山东 龙口 265713)
低温拜耳法是化工企业生产氧化铝的常用方法,该工艺流程中,蒸发环节为重要的工艺环节。由于拜耳法氧化铝蒸发工序的流程较长,且具有较强连续性,因此,在这一环节中的控制难度相对较高,传统的控制方式已经不能满足当今的需要,这就需要加强智能化技术的应用,实现对蒸发工序中各项参数的自动精准调节,进一步提高氧化铝的生产质量,从而创造更高的经济效益。
1 拜耳法氧化铝生产工艺概述
在氧化铝的拜耳法生产过程中,将铝土矿与苛性碱溶液在磨机中共同进行研磨,以形成铝土矿浆液,这些浆液在加热至临界值后,开始溶出,此过程中,反应体系中的氧化铝会和强碱发生反应,生成铝酸钠,其能够与反应体系中的铁、钛等杂质有效分离[1]。分离出的铝酸钠通过过滤和分解等工序,以三水合氢氧化铝的形式析出,在析出后对氢氧化铝进行分离、洗涤和高温焙烧,得到氧化铝成品。而这一过程中的苛性碱溶液能够经蒸发后循环使用,亦被称之为循环母液[2]。
2 拜耳法氧化铝蒸发工艺中智能制造技术的应用
2.1 蒸发工序概述
目前在拜耳法氧化铝蒸发工艺中,通常采用六效逆流强制循环法。来自分解工序的母液经过分流后,按照1:1的比例分别进入到4效和6效蒸发器,进入4效蒸发器的母液经过1-4效进行蒸发和1-3级闪蒸;然而,进入6效蒸发器的母液经过6效和5效蒸发,不经过闪蒸程序。通过闪蒸和蒸发后的母液重新进行混合,送回溶出工序。该过程中产生的饱和蒸汽进入1效蒸发器,1效蒸发器中产生的二次蒸汽进入2效蒸发器,以此类推。在蒸汽流动过程中,通过冷凝水自蒸发器进一步回收其中的热,溶液通过蒸汽直接预热后,进入蒸发器组,经过间接预热、强制循环至蒸发室蒸发[3]。
从该工序流程中可知,要提高氧化铝蒸发工序的效率和质量,智能化调节蒸汽阀门、进料阀门的开度至关重要,因此,引入智能化制造技术优化工序,DCS系统将是可行的途径[4]。
2.2 DSC系统及其需求分析
在DSC系统的选取上,应当优先选择组态灵活、硬件种类少、可靠性高和通信网络开放的Foxboro I/A series系统,其配置如图1所示。
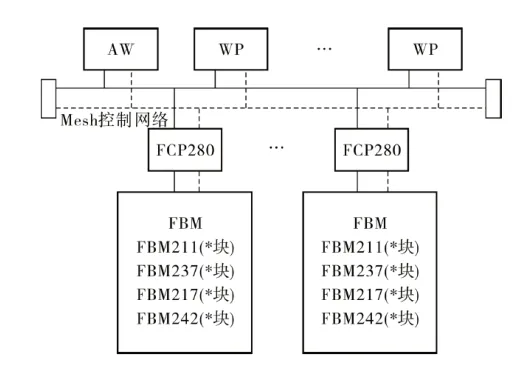
图1 蒸发工序DCS系统配置
根据图1可知,AW为应用操作站处理机,WP为操作站处理机,FCP280为控制处理机,FBM组件为现场总线组件(也称为I/O卡件)。
应用智能化制造技术的关键点在于以大数据平台为基础,实现优化程序的计算和控制,其对原有的DCS系统并不存在明显的影响。在此条件下,智能化制造应用的具体需求分为以下几点:①用户能够根据实际生产需要来灵活选择是否需要开启优化控制;②根据原料的流量、浓度、温度,以及蒸发器内的压力、温度等大量参数进行蒸汽流量的最优化调节配置,使之符合设定标准;③对进入四、六效蒸发器的母液分液比进行优化控制,对于某些特殊情况能够及时调整分液比;④当优化系统检测到异常,且无法通过自动控制予以调整时,则及时向用户发出警报,用户在收到信息后,将自动模式切换为手动模式,维持生产线的稳定运行,并及时解决问题;⑤控制周期短,且读取频率高;⑥缩小输出母液苛性碱浓度的范围。
结合上述需求,本文应用智能化制造技术主要采用模型预测控制方法,利用大数据和人工智能技术,构建准确的控制模型,该模型的原理见图2。
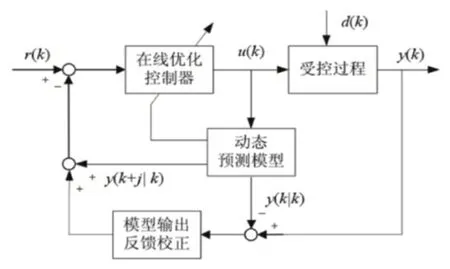
图2 控制模型的基本原理图
根据图2可知,该模型主要根据生产现场所采集的工艺参数,结合历史数据进行分析和计算,并根据计算结果,实时调整蒸汽流量和循环母液分液比,使其达到最优值。采用预测控制模型后,其优点为:模型要求不高,不需要深入了解过程内部机理,建模方便;参数可调,有利于提高系统的鲁棒性;较好的动态控制效果;可处理约束;可实现多目标优化(包括经济指标);不增加理论困难,可推广到有约束条件、大纯滞后、非最小相位及非线性等过程。
2.3 系统主要功能
该DCS系统的功能种类较多,主要为以下几种。
(1)显示功能。在该DCS系统中,具有彩色LED显示屏,实时显示氧化铝蒸发环节中的温度、压力和液位等实时数据,包括电机工作状态参数以及槽罐液位信息等。同时,其对各项参数的历史数据及趋势等进行详细的记录和显示。
(2)控制功能。该DCS系统可以接入鼠标和键盘等操作设备,当自动控制不能满足需要时,操作人员通过硬件设备进行手动控制,如开启或关闭电机、阀门、调整变频电机转速或修改调节阀开度位置等。
(3)报警功能。该DCS系统的控制模块中已内置多种报警功能,包括测量值越限报警、偏差越限报警、输出越限报警、变化速率报警、输入信号超量程报警、过程状态报警及输入输出通道故障报警等。
(4)打印功能。通过连接DCS系统与打印机,可以定时或即时打印出各个蒸发器的主要参数、槽罐液位、主蒸汽管道压力、实时蒸汽流量及其历史累计值、实时蒸发母液流量及其累计值、蒸发母液密度及其苛性碱液浓度值、历史趋势等,方便操作人员查看和调整生产策略。同时,其可打印用于日常生产管理所需的报表。
(5)数据存储管理功能。在该DCS系统中,内置数据库管理软件,用于对自控制系统的过程数据进行采集、存储、处理和归档等操作。其数据采样周期可以根据实际需要进行设置,并能够实现对各过程参数的历史数据进行浓缩操作,当浓缩数据的保留时间达到临界值后,即可将数据进行归档,并在存储介质中进行长期保存,这些保存的数据可以被装回到系统中重新读出,或根据实际需要整理为报表格式进行分析。同时,该模块详细记录操作员的操作过程,当出现生产事故时,能够以此为依据进行准确分析。
3 智能化制造系统在拜耳法氧化铝蒸发工序中的主要控制功能
3.1 蒸发工序内设备的启停控制与联锁控制
通过智能化制造系统对蒸发工序内各效蒸发器的循环泵和出料泵、母液泵、冷凝水泵、污水泵、真空泵、稀酸泵及污水槽等设备可进行远程手动启停控制和按工艺流程需要进行启停控制。设备工作状况实时反映在监视界面上,避免生产中出现设备故障后,生产人员不知情,未能及时处理故障和切换生产流程,进而导致跑料和空载等问题。污水泵的启停根据污水槽液位检测信号进行联锁控制,当液位高报警开启污水泵;液位低报警则关闭污水泵,避免污水泵空载,有效节省能源。根据冷凝水电导率检测结果,联锁控制开关阀引导冷凝水流向,避免好水的浪费和坏水污染下游生产流程。当蒸发机组运行出现问题或进汽压力超过上限时,其能够紧急联锁关闭主蒸汽管道阀门,禁止新蒸汽进入蒸发机组,避免安全事故的发生。
3.2 蒸发工序内的回路控制
蒸发器的液位控制目标是将蒸发器液位稳定在一定的范围内。液面过高,影响蒸发效率,而且容易造成二次汽带料;液面过低,造成蒸发器自循环泵空转,影响溶液在蒸发器内的成膜效果,造成管束干烧的情况,引起设备损坏。为保证蒸发器料位的稳定性,设置一个PID 调节器,当料位产生扰动时,通过PID 调节器控制蒸发器出料泵(变频泵)的转速,达到消除偏差的目的。
闪蒸器料位控制的目标是稳定液面在闪蒸器处于合适的位置,避免因液面过高,导致料浆闪蒸空间不足,影响闪蒸效果。采用一个PID 调节器,当料位产生扰动时,通过PID 调节来控制闪蒸器出料管上阀门的开度。
3.3 对母液浓度进行控制
拜耳法工艺中的母液浓度是蒸发生产过程的重要指标之一。从单一蒸发器的工作流程来看,母液浓度主要受蒸汽流量和入口原液流量控制。但从整个蒸发区域的工作流程来看,分解工序来的种分母液一部分直接送往母液调配工序,另一部分经蒸发后送母液调配工序;最终在母液调配工序由种分母液、蒸发母液和液碱调配成合格的循环母液后送往配料工序。如果在蒸发工序通过调节原液(种分母液)的进料量控制出料浓度,若出料浓度下降,则减少蒸发器进料量,势必造成直接送往母液调配工序的种分母液流量增加。为了配置出浓度合格的母液,必须增加液碱的添加量,这与实际生产中需要降低原材料消耗的目的背道而驰,因此,在实际应用中,选择主蒸汽流量作为被控参数来调节母液浓度。
3.4 节能控制
在DCS 系统上层建立智能控制平台,对DCS系统内的历史数据进行大数据分析与处理。运用先进的信息技术、运筹学及统计学理论等在蒸发工序的生产和管理中,根据蒸发器进料、循环泵的循环量和蒸发器的各级温度、压力及蒸发母液密度等在线检测数据,通过不断建立和完善的智能控制模型,推理最佳新蒸汽用量,进而使DCS 系统自动调节蒸汽阀门,控制新蒸汽的流量,实现优化母液浓度的控制,最终使蒸发工序的汽耗达到最低,进而降低生产的能耗。
3.5 预防性维护
来自分解的种分母液中主要含有苛性钠、碳酸钠和硫酸钠,同时还含有铝、硅及钙等物质。在母液增浓过程中,由于各种盐类浓度的提高,一部分盐类(如碳酸钠、硫酸钠)将结晶析出;同时,由于温度的升高,具有逆溶解度特性的铝硅酸钠材料以水合物的形式也结晶析出。这些结晶物附着在加热管上,并不断增加,最终形成极为致密坚硬的结晶体,致使蒸发效率明显下降,蒸水能力无法满足设备运行的要求,当这种情况发生时,通常需要停车,暂停生产,清理加热管上的结晶体,即结疤。同时,结疤的生成并不是固定的、周期性的过程,每次清洗时,结疤厚度和清洗难度不同。这就需要将蒸发器的蒸汽流量、各效蒸发器的温度、压力变化趋势等数据通过分析处理,与同类检测项目的历史数据和变化趋势进行对比分析。
由此,即可在已有的基础上,进一步建立智能化控制模型,逐步找到各项参数变化与蒸发器结疤的对应规律,系统便可预测出蒸发器的结疤情况,给出哪一效蒸发器需要进行水洗或酸洗的管理策略,以及提供如不进行清洗会造成的能源损耗量和损耗增长趋势,生产管理者根据系统给出的清洗提示,结合各运转设备的工作状态和生产任务,合理进行蒸发器清洗及其他设备的维护工作,通过此方法有效地提高设备的运转率。
4 结语
总而言之,通过在拜耳法氧化铝蒸发工序中应用智能化制造的相关技术,有效提高蒸发工序的各项工作指标,使其更符合工艺控制的要求,从而达到提高生产效率和降低成本的最终目的。因此,在今后的工作中,仍需对此方面的内容做进一步研究,力争在蒸发工序控制系统的智能化方面寻求更大的突破,从而进一步提高工艺水平。
猜你喜欢
肥料与健康(2022年2期)2022-06-30
纯碱工业(2022年3期)2022-06-16
工业加热(2022年3期)2022-05-05
热力发电(2022年2期)2022-03-25
铝加工(2021年5期)2021-12-02
大连理工大学学报(2021年6期)2021-11-29
中国有色金属(2021年12期)2021-07-09
农业环境科学学报(2021年4期)2021-05-25
新疆有色金属(2020年3期)2020-09-14
当代化工(2020年3期)2020-04-07