废塑料再生利用对大气环境的影响分析
2021-03-09 07:12
节能与环保 2021年2期
河北省顺平县,为华北地区最大的废旧塑料集散地,该县高于铺镇塑料回收加工企业(含个体户)达2100 余家,为治理“散乱污”企业,当地规划建设了塑料产业园区。本文所述某再生塑料生产企业位于该产业园区内。该企业目前加工利用的废塑料种类主要为PVC、ABS、PE 和PP 废塑料,生产工艺流程:混料→熔融挤出→冷却→切粒。采用的废塑料为已经过清洗、分拣的废塑料,因此生产过程无废水产生,只有少量循环冷却水,设备噪声可通过基础振、厂房隔声等措施降低,固体废物中有少量危险废物,通过分类收集后交有资质单位进行处置。生产过程中最大的也是最值得关注的环境问题是在熔融挤出过程中产生的废气。
1 废塑料再生利用过程中的大气污染物排放源强
在本次研究中,主要对某再生塑料生产企业四种废塑料熔融状态下的废气污染物进行了分析。ABS 热分解温度大于270℃,PE 热分解温度大于300℃,PP 热分解温度大于350℃,企业ABS 熔融温度控制在190~220℃,PE、PP 熔融温度控制在200~240℃,均未达到分解温度,但均已达到了熔点温度,会产生少量的有机废气。其中,ABS 熔融状态下产生的主要废气污染物包括非甲烷总烃、苯乙烯、丙烯腈、1,3-丁二烯、甲苯、乙苯,PE 及PP 熔融状态下产生的主要废气污染物为非甲烷总烃;PVC 热分解温度大于170℃,但在100℃以上时仍有少量氯化氢及氯乙烯分解,PVC 熔融温度控制在140~160℃。此外,PVC 颗粒生产过程中由于添加了增塑剂,因此在混料工序有颗粒物产生。熔融挤出过程中产生的有机废气及油烟雾,以非甲烷总烃、氯化氢、氯乙烯及颗粒物计。
由于某再生塑料生产企业ABS、PE、PP 熔融挤出及PVC熔融挤出有机废气产生情况,参考我国《塑料加工手册》以及美国环境保护局编写的《空气污染物排放和控制手册 工业污染源调查与研究》等相关资料,在塑料加工熔化过程中产生的有机废气量约为原料用量的0.01%~0.04%,从对环境的最不利角度出发,取0.04%,即400g/t;PVC 混料工序加入碳酸氢钙和DOP,在混料工序有颗粒物产生,挤出工序有氯化氢、氯乙烯、油烟雾产生,颗粒物产生量按碳酸氢钙用量的1.0%计,即10kg/t;氯化氢产生量按PVC 用量的0.01%计,100g/t;氯乙烯按PVC 用量的0.005%计,即50g/t;油烟产生量按增塑剂用量的0.5%计,即5kg/t。废塑料再生利用过程中污染物的产生情况计算结果见表1。
2 废塑料再生利用主要废气污染物治理措施
通过对某再生塑料生产企业各类废塑料再生废气污染源强的分析,提出了相应的污染治理措施,对于ABS、PP、PE熔融挤出有机废气采用“等离子光氧催化装置+活性炭吸附装置”;PVC 混料颗粒物采用布袋除尘器;熔融挤出采用“静电式油烟分离器+等离子光氧催化装置+活性炭吸附装置”,废气收集效率一般在90%,颗粒物去除效率在90%,有机废气去除效率在60%。对于脉冲式布袋除尘器,本文不再介绍。有机废气治理装置,简述如下:
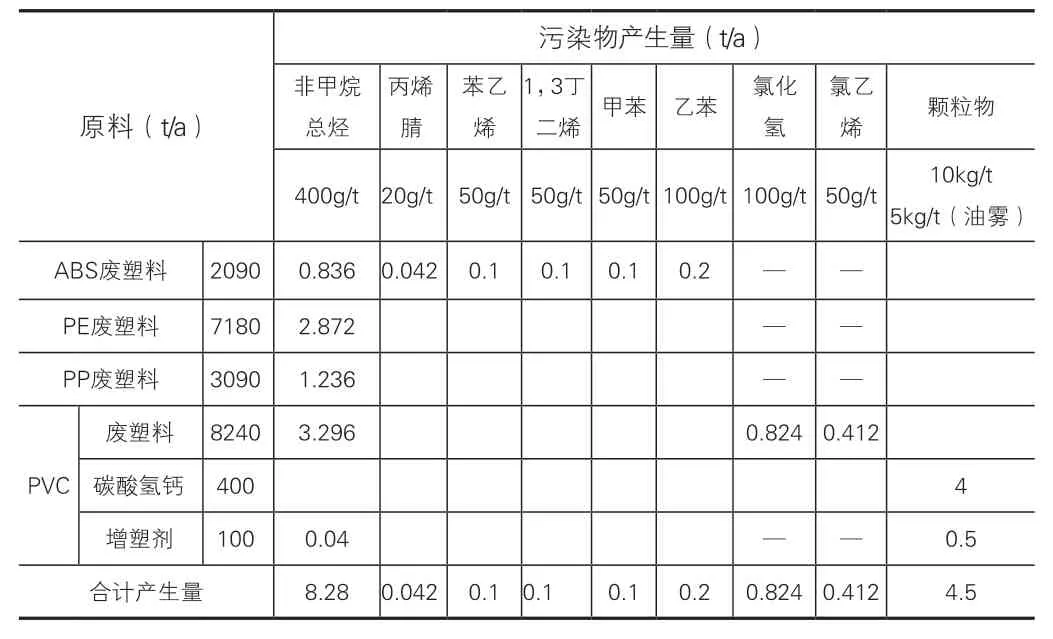
表1 废塑料再生利用过程中污染物产生情况计算结果
2.1 静电式油烟分离器
静电式油烟分离器是通过风机将废气吸入到净化器中,通过机械碰撞以及阻留作用将废气中的油污颗粒捕集起来,并将其中的大部分做炭化处理,小部分微小的油污颗粒将会在气流以及吸附电场所产生的吸附力作用下朝着电场的正负极板移动,然后在自重作用下流入到集诱盘内,通过排油通道排出。剩余的微米级别油污将会在电场作用下降解为水和二氧化碳排出。
2.2 等离子光氧化装置
包括UV 紫外线形式的光氧化装置以及温度形式的等离子技术装置。前者是借助于UV 形式的紫外线光束对废气中的氧分子进行分解,使其分解为活性的氧,因为游离状态的氧正负电荷并不平衡,所以需要和氧分子结合生成臭氧,臭氧将会对有机物产生非常强烈的氧化作用。后者是对光解之后的废气做进一步处理,借助纳米微离子活性磁化系统来电离空气中的分子,来获得中性粒子、自由基等小分子,这些小分子进入到有待分解的废气分子中以后,分子链打开,造成分子破坏,产生氧化等复杂反应,让有害物质实现到无害物质的转化。
2.3 活性炭吸附装置
通过非极性表面、亲有机物、疏水性的活性炭吸附剂将废气中的有机溶剂以及恶臭物质吸附。具体应用中,根据实际需求将活性炭制作成各种的形状或粒度,比如粉末状的活性炭、柱状的活性炭以及颗粒状的活性炭等。其平均孔径大约在10×10-8~40×10-8cm 之间,比表面积大约在60 0~150 0m2/g 之间,有非常强的吸附能力,在气体分子从其表面经过时,通过气体分子与固体分子之间的相互作用,让气体分子暂时在其表面停留,将其中的有害物质从气体中吸附,达到良好的废气处理效果。
在对有机废气治理工艺的研究中,等离子光氧化装置单独使用去除效率相对较低,配合活性炭吸附装置去除效率达到60%以上。
3 废塑料再生利用对大气环境的影响预测和防护距离
在确定了废塑料再生利过程中的污染源强及采用的废气治理措施后,计算得出废气污染物的排放量,从而进一步进行大气环境的影响预测和防护距离的设置。
3.1 影响预测
在本项目中,将《环境影响评价技术导则大气环境》(HJ2.2-2018)中的AERSCREEN 作为估算方法,对废气排放进行预测,包括点源预测和面源预测。首先确定预测参数,以对四根排气筒点源估算为例,包括排气筒底部海拔高度、排气筒高度、内径、温度、流速、污染物排放速率等;此外统计估算模型参数,包括环境温度、土地类型、湿度条件等。估算结果见表2。
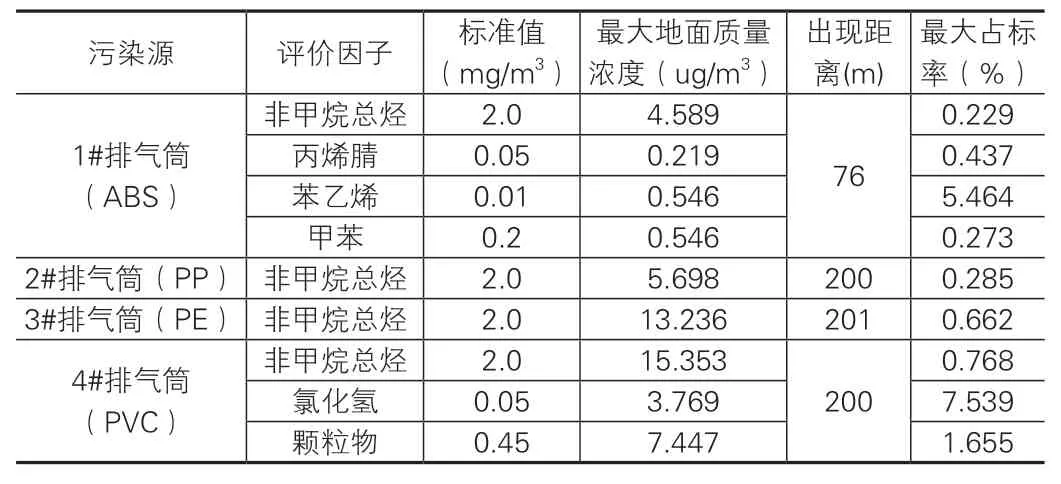
表2 四根排气筒点源估算结果
依据表2,最大占标率均小于10%,确定大气环境评价等级为三级,说明其污染排放对于大气环境所造成的影响在可以接受的范围内,不需要做进一步的评价和预测。
3.2 大气环境防护距离设置
根据《环境影响评价技术导则大气环境》(HJ2.2-2018)中对大气环境防护距离的要求,通过采用估算模式AERSCREEN计算某再生塑料生产企业技改项目无组织排放废气对厂界四周贡献浓度。以污染因子非甲烷总烃为例,其无组织排放对厂界四周贡献情况见表3。
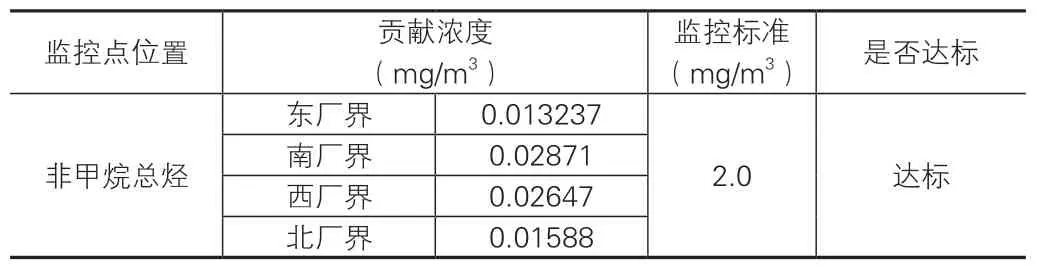
表3 无组织排放废气对厂界四周贡献浓度一览表
生产车间无组织非甲烷总烃对四周厂界贡献浓度可满足《工业企业挥发性有机物排放控制标准》(DB13/2322-2016)表2其他企业边界大气污染物浓度限值,且厂界外贡献浓度未超过环境质量浓度限值,可不设置大气环境防护距离。
4 结语
综上所述,废塑料的再生利用过程中将会伴随着很多有毒有害污染物的产生,不仅会给大气环境带来很大程度的危害性,还会对影响范围内的居民身体健康造成严重威胁。因此,在具体的废塑料再生利用项目实施过程中,企业一定要在政府部门的协同作用下积极进行大气环境影响程度分析,对于排放的有毒有害污染气体,采取科学有效的措施来进行治理,并以此为依据来进行大气防护距离的科学设置,尽最大限度降低废塑料再生利用对大气环境造成的污染。
猜你喜欢
安徽化工(2022年4期)2022-08-02
酿酒科技(2022年4期)2022-05-05
科技视界(2022年9期)2022-04-09
工业加热(2021年9期)2021-10-21
建材发展导向(2021年12期)2021-07-22
科教新报(2021年17期)2021-05-26
科技研究·理论版(2021年22期)2021-04-18
建材发展导向(2020年16期)2020-09-25
疯狂英语·新阅版(2019年6期)2019-09-10
环球时报(2017-07-19)2017-07-19