联合反应器处理精对苯二甲酸废水的研究
2021-03-09 11:39
节能与环保 2021年1期
精对苯二甲酸(PTA)是化学工业中应用较多的原料之一,能溶于热乙醇,微溶于水。目前,PTA 废水的处理方法有很多,包括物理化学处理法和生物处理法,最初有学者开发研究利用离子交换法、渗透和反渗透技术进行废水处理,但后期由于成本太高而不被采用。物理化学法中酸析、絮凝、过滤等主要应用到预处理当中,由于好氧处理法存在不能够处理较高浓度的废水和污泥膨胀等问题,故不能单独使用。有研究者认为,厌氧法联合好氧法能够高效处理PTA 废水,由厌氧法降低废水中各个物质的浓度,再由活性污泥对废水成分进行深度去除。且厌氧联合好氧技术不仅应用于处理PTA 废水,氨氮废水、制药废水以及生活污水也常应用该种方法。本实验中厌氧反应器选择上流式厌氧污泥床(UASB),好氧反应器选择序批式活性污泥法(SBR),主要考虑到两种反应器分别具有处理效果明显,应用率高且成本低等优势。
1 实验部分
1.1 实验装置
三相分离器是整个UASB 反应器的关键位置,处理过程为PTA 废水经过底部进入填料区和反应区,被活性污泥和微生物降解。UASB 反应器的整体高度是600mm,反应区占整个高度的一半,设置温度通过外部连接水浴锅进行控制,水力停留时间设定为18h。厌氧出水连接好氧反应器SBR,好氧容积为5L,好氧污泥量为23%,可根据实际情况进行调整。
1.2 实验水质
本实验用水为模拟自配废水,通过调节TA、PT、BA 以及其他物质含量,以芳香族化合物作为碳源,来改变PTA 废水COD 浓度,适当加入KH2PO4和NH4Cl,始终保持C∶N∶P之比为(350~400)∶5∶1,其他重要微量元素含量见表1,实验进水将pH 控制在7.0 左右,并保持适当碱度。

表1 试验废水微量元素成分
1.3 实验方法
实验中比较常用的是高效液相色谱法和气相色谱法,TA、PT 等芳香族化合物含量测定都是通过高效液相色谱仪实现,利用梯度洗脱法的流动相选为甲醇、水和乙酸,流速设定1mL·min-1,柱温保持35℃,甲烷含量和挥发性脂肪酸(VFA)则是通过气相色谱法测定。其他实验检测指标和方法见表2。

表2 实验检测指标和方法
2 结果与讨论
2.1 UASB、SBR出水物质的去除情况
试验最终PTA 废水水质COD 浓度预达到6000mg/L,分为三个阶段逐级倍加对苯二甲酸、苯甲酸等成分含量,以实现第一阶段0~60dPTA 废水COD 浓度为2000mg/L,第二阶段60~120d 废水COD 浓度为4000mg/L,以及第三阶段120~180天废水COD 浓度达到6000mg/L,一方面逐渐驯化反应器污泥,另一方面对废水成分变化反应器处理情况进行研究。
第一阶段当系统运行到20d 左右出水各物质含量基本保持不变,UASB 出水COD 浓度为300mg/L、TA 浓度为15mg/L、Pt 酸浓度为35mg/L 以及BA 浓度为1.5mg/L;第二阶段当系统运行到80d 时,厌氧出水各物质含量达到稳定状态,UASB出水COD、TA、Pt 酸、BA 浓度分别为为500mg/L、18mg/L、45mg/L、1.5mg/L;第三阶段当系统运行到150d 时,厌氧出水各物质含量逐渐趋于稳定,UASB 出水COD、TA、Pt 酸、BA浓度分别为为550mg/L、23mg/L、48mg/L、1.8mg/L,PTA废水成分中TA 和Pt 酸属于较难去除的物质,此时SBR 出水COD、TA、Pt 酸浓度分别为为39mg/L、1.6mg/L、28mg/L,BA 出水几乎为0。
进水COD 浓度达到6000mg/L 后,系统出水能够达到国家标准,说明联合反应器能够实现一定负荷下的PTA 废水的去除。
传统的厌氧反应器多采用中温条件处理废水,针对不同成分的废水处理效果有很大差异,本实验中改变厌氧反应器水浴温度为37℃运行190~250 天和42℃运行250~320d,对比出水各项指标,寻找反应器最佳的工作温度。由图1~4 可知,改变系统温度为37℃后,稳定后各指标去除效果相比之前更好一些,UASB 出水COD、TA、Pt 酸、BA 浓度分别为为450mg/L、15mg/L、40mg/L、1.0mg/L,出水COD 浓度去除率为92.5%,SBR 出水指标也略低于35℃;而温度继续升高到42℃后,处理效果不是很理想,UASB 出水COD 去除率由92.5%降为88.3%,这些数据表明,太高温度环境下不适合反应器处理PTA 废水,37℃条件下系统能够具有较大的处理能力,出水各项指标都能达到国家排放标准。
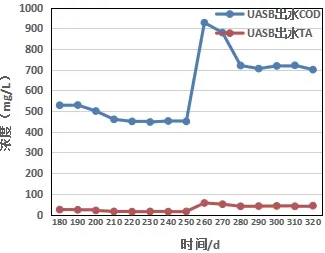
图1 190~320d UASB 出水COD、TA 去除情况
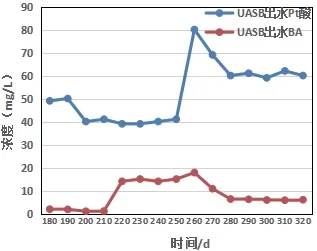
图2 190~320d UASB 出水Pt、BA 去除情况

图3 190~320d SBR 出水COD、TA 去除情况

图4 190~320d SBR 出水Pt、BA 去除情况
2.2 污泥粒径分析
激光粒度分析是生物处理法中比较常见的分析方法,根据不同时期的污泥粒径的不同,结合各项指标的变化趋势,确定污泥处理能力。取自三个温度下稳定状态下的污泥,进行激光粒度分析。由表3 可知,温度为37℃时,污泥的表面积和体积平均粒径较其他两个温度条件翻倍增长,d(0.9)最高,说明此时厌氧反应器内已经形成颗粒污泥,污泥驯化比较成功,而温度升高为42℃,d(0.5)值较高,存在某种冲击力使得污泥被打碎,说明高温不适合污泥的颗粒形成,导致去除率降低。综上所述,当温度为37℃时,污泥驯化效果好,处理效果明显。
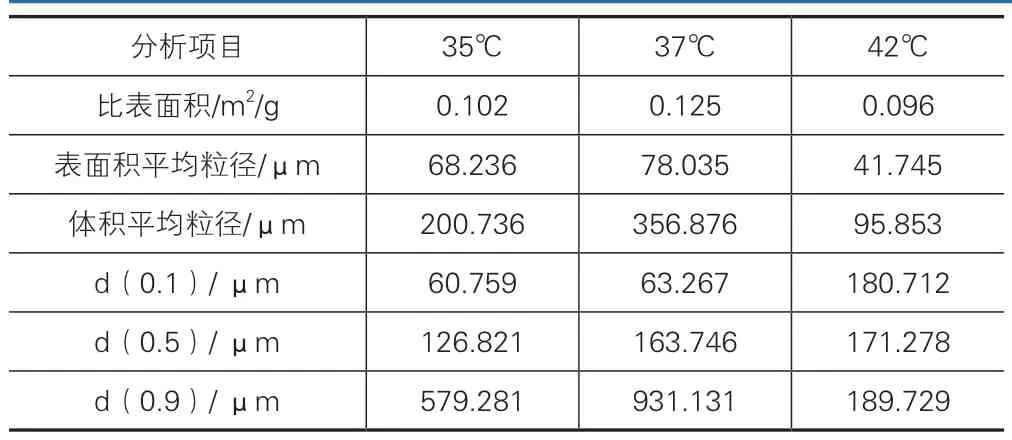
表3 污泥粒径的具体参数分析
3 结语
在本实验中,经过逐渐增加PTA 废水负荷,使反应器能够处理COD 浓度为6000mg/L 的PTA 废水,最佳UASB 出水COD、TA、Pt 酸、BA 浓度分别为为550mg/L、23mg/L、48mg/L、1.8mg/L,此时SBR 出水COD、TA、Pt 酸浓度分别为为30mg/L、1.6mg/L、28mg/L,BA 出水几乎为0。后改变反应温度,通过对废水中各项指标检测,得出当厌氧反应器温度为37℃时,联合反应器对PTA 废水处理效果最好,厌氧出水COD、TA、Pt 酸、BA 去除率分别为92.5%、99.3%、96%和99.8%,SBR 出水COD、TA、Pt 酸浓度分别为为25mg/L、0.5mg/L、25mg/L,BA 出水也为0,而此时甲烷、挥发酸和污泥粒径所体现出的数值都能够印证37℃条件下联合反应器的处理能力是最优的。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
电子产品可靠性与环境试验(2022年4期)2022-09-01
军事文摘(2022年16期)2022-08-24
节能与环保(2022年4期)2022-06-02
绿色科技(2022年8期)2022-05-25
皮革制作与环保科技(2021年19期)2021-11-27
蚌埠学院学报(2021年5期)2021-09-22
中国新技术新产品(2020年9期)2020-07-16
国外科技新书评介(2016年8期)2016-11-16
湖南大学学报·自然科学版(2014年3期)2014-12-30