
提升毛化轧辊PC值及粗糙度精度的研究
2021-03-07 00:07宫聚文张立明
装备维修技术 2021年46期
关键词:粗糙度
宫聚文 张立明
摘 要:本文主要分析轧辊毛化PC值过小的原因,根据各外界影响因素进行处理,对毛化程序的各项参数进行试验分析,对各影响毛化PC值的各参数进行优化,最终毛化出的轧辊具有高而均匀的PC值。高而均匀的PC值直接促进了粗糙度精度的提升。通过后期大量毛化轧辊跟踪发现,轧辊PC值及粗糙度精度较原来有较大提高。直接改善带钢的冲压性能,提高带钢的涂镀性。
关键词:轧辊;粗糙度;PC值;毛化;EDT
1.前言:
随着市场日益激烈的竞争,提升板材表面质量尤为重要,只有优于其他厂家板材表面质量才会有更广阔的市场空间。而影响板材表面质量最重要的因素就是轧辊表面质量。全面提升毛化轧辊表面质量成为了机组轧制高质量板材和提升板材合格率的基础。高档汽车板材对表面粗糙度精度、PC值要求较高。而直接影响这两项参数的就是毛化轧辊,要提升本厂板材表面质量,毛化轧辊表面就的首先提升。所以保证轧辊本身的表面质量是提高产品质量稳定的决定性因素。提升毛化轧辊粗糙度精度及PC值,是确保板材表面粗糙度均一性、高峰值、附着力强的关键。
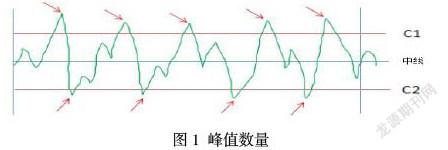
2 Pc值定义
参数Pc值定义每厘米超出上交线C1和小于下交线C2的轮廓数量。见图1.
3 Pc值过小的原理
超出交线峰值过大,单个峰值占用了其它峰值的位置。峰值角度过大,单个峰值占用了其它峰值的位置。毛化不充分,峰值数量少。
4毛化PC值过小的原因及解决方案
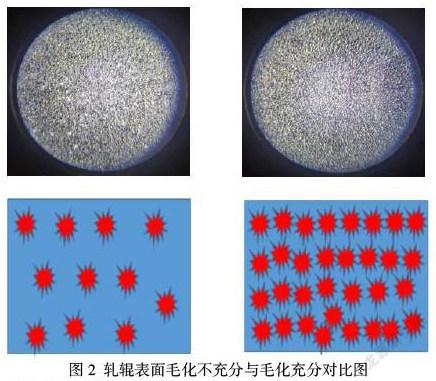
4.1毛化時间短,轧辊表面没有得到完全的打毛。
相应的粗糙度有对应的毛化点数,粗糙度越低打毛的点数就需要更多。轧辊直径越大打毛的点数就需要更多。所以要确保毛化时间能够超过相应粗糙度所需要的最大值。条件允许还可以增加毛化时间去除微小的磨削缺陷,特别是高档汽车板专用轧辊可以提升毛化时间,来提升轧辊的粗糙度精度及PC值。见图2。
4.2 毛化时导程(横移速度/轧辊转数)过大。由于电极为圆形,毛化时电极放电点中间区域多于边部区域,严重时导致轧辊表面出现螺旋纹印记,不严重时即使肉眼无法发现,但粗糙度、PC值会有明显的差异。并且呈现出规律性变化。
4.3门槛值过大,导致电极放电没能充分利用。特别是在毛化较小粗糙度轧辊时,小的打毛电流、短的打毛时间。门槛值过大电极放电能量无法充分利用,多数放电能量都浪费到路程上。
4.4 轧辊辊颈不圆、有沟痕,花盘驱动不平衡,辊颈托瓦位置磨削和毛化时不一致。
这些缺陷直接导致了门槛值的变化,最后导致粗糙度、PC值的变化。呈现规律变化情况不严重时可以适当降低轧辊转数,给门槛值足够的反应时间。适当增加门槛值,使门槛值波动减轻。花盘增加弹性缓冲物体,提升花盘扭矩的稳定传输。
4.5 电极门槛值不稳定
电极松动,由于电极时刻使门槛值变化,门槛值自身调节使门槛值产生抖动。密封变形、毛化液有杂质使电极和轧辊之间有杂质使门槛值产生抖动。最后导致粗糙度、PC值的变化。呈现规律变化,及时处理松动电极、变形密封,过滤毛化液。
4.6 轧辊磨削后表面有水印、手指印、锈印、横纹、螺旋纹、振纹
轧辊磨削后磨削液残留的痕迹、手指触碰轧辊留下的汗液、轧辊表面生锈。导致轧辊毛化时放电打毛受阻。最后导致粗糙度、PC值的变化。呈现无规律变化。轧辊磨削缺陷出现轧辊表面不平整,导致打毛过程中门槛值的不一致、轻微变化。最后导致轧辊粗糙度、PC值的变化。呈现同轧辊缺陷一致的规律变化。
4.7 峰值的高度、角度过大
峰值的高度过大由于毛化时设置打毛电流过大、通电时间过长、门槛值过小导致打毛时融化金属深度更深、面积更大。峰值的角度过大由于毛化时设置打毛通电时间过长,以至于金属融化面积增加。需要经过多次试验对各毛化参数进行优化,而这些参数是相辅相成的需成套进行优化。
4.8 粗糙度数值对PC值的影响
对应的轧辊粗糙度下都有对应的最大PC值。轧辊粗糙度值越大对应轧辊PC值越小,轧辊粗糙度值越小对应轧辊PC值越大。
5跟踪试验
5.1 经过优化程序后对2000支轧机工作、平整工作辊、光整工作辊进行跟踪发现,Ra2.0的轧辊粗糙度误差在±0.1μm以内的占98.8%,Ra2.5的轧辊粗糙度误差在±0.13μm以内的占95.6%,Ra3.0的轧辊粗糙度误差在±0.15μm以内的占94.4%,O5专用Ra2.0的轧辊粗糙度误差在±0.08μm以内的占100%,O5专用Ra3.0的轧辊粗糙度误差在±0.15μm以内的占100%。Ra2.0的粗糙度精度由15%降到5%,Ra2.5的粗糙度精度由18%降到5%,Ra3.0的粗糙度精度由20%降到5%。
5.2 PC值均匀度由15%降到5%。Ra2.0的PC值由100提升到140,Ra2.5的PC值由85提升到125,Ra3.0的PC值由72提升到90。PC值的均匀的提升使轧辊粗糙度精度进一步提升。
5.3经过对轧制板材产品的跟踪发现,PC值、均匀度的提升和粗糙度精度的提升非常明显。
6结论
通过消除外界影响,优化毛化的各项参数,使各机组的毛化轧辊粗糙度精度达到粗糙度数值的5%以内,PC值提升20-40,接近了各粗糙度相对应的最大极限值。精准的毛化轧辊粗糙度值、高PC值,提高带钢轧制时的咬入力,直接提升了板材产品表面粗糙度值精准均匀一致,改善带钢的冲压性能,提高带钢的涂镀性。进而提升了板材市场竞争力。
参考文献:
[1]《sarclad毛化设备说明书》.德国.2002年 .
[2]曹凤国.《电火花加工技术》[M].北京:化学工业出版社. 2004 年.
[3]卢存伟.《电火花加工工艺》[M].北京:国防工业出版社.1988年.
[4]赵万生,等.《特种加工技术》[M].北京:高等教育出版社.2001年.
[5]张辽远,等.《现代加工技术》[M]北京:机械工业出版社.2008年.
猜你喜欢
科教新报(2021年15期)2021-05-12
南水北调与水利科技(2017年6期)2018-01-09
大陆桥视野·下(2016年12期)2017-08-03
山东工业技术(2017年14期)2017-07-18
安徽农学通报(2017年11期)2017-06-23
物理教学探讨(2017年5期)2017-06-10
科技创新与应用(2017年9期)2017-04-26
中国新技术新产品(2017年7期)2017-03-18
中小企业管理与科技·中旬刊(2016年9期)2016-10-29
企业文化·下旬刊(2016年5期)2016-06-04
