
LNG装置中BOG压缩系统存在的问题分析与改进
2021-03-06 10:25
当代化工研究 2021年2期
(康泰斯(上海)化学工程有限公司 上海 201203)
1.引言
随着国内液化天然气(Liquified Nature Gas,简称:LNG)技术的发展和推广,越来越多的LNG工厂相继建成并投入运行。LNG工厂中的闪蒸气(Boil-off Gas,简称:BOG)主要来源于LNG储罐和LNG灌装站。产生的BOG需要回收,回收的BOG用途也不尽相同,目前主要有以下几种:(1)用于分子筛干燥塔的再生;(2)至液化单元中的主换热器中再液化;(3)外输至下游管网。BOG的回收需要BOG压缩机,BOG压缩机一般采用喷油螺杆式压缩机和往复式压缩机,其中以喷油螺杆式压缩机居多。本文主要讨论喷油螺杆式压缩机的情况。BOG经BOG压缩机抽吸后进入到BOG压缩机的入口,为防止低温的BOG直接进入到BOG压缩机中,设有一台BOG换热器将低温的BOG复温至-20~-40℃左右,然后再进入到BOG压缩机中。压缩后的BOG和润滑油一起进入到BOG压缩机的油气分离器中,将BOG和润滑油进行分离。分离出润滑油的BOG依次通过BOG压缩机出口冷却器、二级油分离器、三级油分离器、除油碳床和碳粉过滤器后进行回用。分离出BOG的润滑油,通过润滑油泵将润滑油输送至BOG压缩机油冷却器进行换热,降温后的润滑油经BOG压缩机油过滤器后再次进入到BOG压缩机中。BOG压缩流程示意图如图1所示。
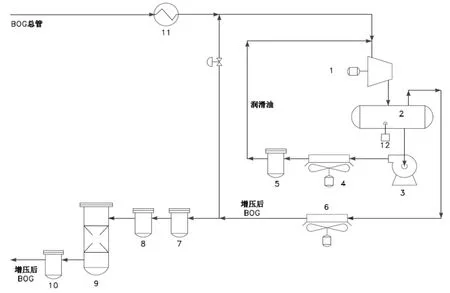
图1 BOG压缩流程示意图
2.BOG压缩机原有润滑油系统存在的问题分析
(1)BOG压缩机原有润滑油系统
在原有的润滑油系统中,来自BOG总管的BOG至BOG压缩机中进行增压,增压后的BOG至油气分离器中进行分离。分离出润滑油的BOG依次通过空冷器、油分离器、除油碳床和粉尘过滤器后进入下游。分离出BOG的润滑油,经润滑油泵增压后至BOG压缩机油冷却器,再经油过滤器过滤后,返回至BOG压缩机中。该工厂的BOG压缩机采用撬装,其中BOG压缩机、油气分离器、油泵、BOG压缩机油过滤器、油分离器安装在撬块上,BOG压缩机油冷却器、BOG压缩机出口冷却器布置在压缩机厂房外的管廊上,距地约20m。除油碳床和碳粉过滤器布置在压缩机厂房内部的地面上。其中,BOG压缩机润滑油系统的流程如图2所示。
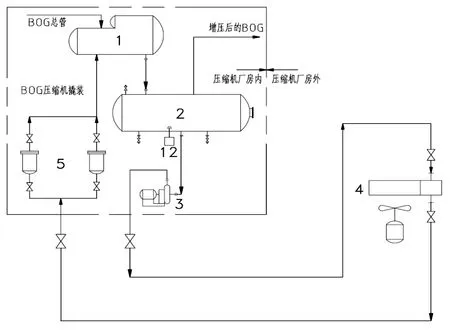
图2 BOG压缩机原有润滑油系统流程示意图
(2)存在的问题分析
结合我司在内蒙古的一座日处理能力为170,0000Nm3的液化天然气工厂为例,对现有BOG压缩机润滑油系统存在的问题进行分析。该工厂采用的是YORK RWBⅡ1080型喷油螺杆式压缩机。压缩机启动条件中,有一个条件为压缩机启动后10秒内需建立正常的油气压差,否则连锁停机。油气压差为压缩机的排气压力与喷油压力的差值。油气压差过大,说明润滑油的循环不通畅,喷油量不足。喷油量的不足,会严重影响BOG压缩机的正常运行,甚至会损坏压缩机。可见,保证润滑油循环通畅,对BOG压缩机的正常启动、运行和机组安全都十分重要。
BOG压缩机的润滑油是通过润滑油泵进行循环的。BOG压缩机启动后,由于当地冬季的环境温度较低,平均温度在-10℃左右,大部分的润滑油管路布置在厂房外,且均做伴热保温,导致管路中的润滑油温度下降很快,润滑油粘度变大,流动性变差,导致润滑油不能及时回流至压缩机内。润滑油不能及时的回流,导致油气分离器中的润滑油油位降低,若低于油气分离器内置的电加热器时,电加热器则不能进行加热,只有长时间的等待让留存在管路中的润滑油缓慢地回流至压缩机中,进行下一次的加热和循环。油气分离器中的润滑油油位降低,导致内置的电加热器不能持续的进行加热,进一步延缓了润滑油温度的提升。目前在启动BOG压缩机前,需要通过电加热器反复的加热和润滑油泵反复的循环润滑油,使润滑油管路的温度升高,直至润滑油回流通畅,循环正常。同时,润滑油管路的布置又存在较大的高度差,进一步增加了润滑油循环的难度。在冬季启动BOG压缩机的过程中,需要花费相当长的时间使润滑油循环通畅。当工厂有大量BOG需要回收时,BOG压缩机又不能及时的正常启动进行回收,BOG就只有排放至火炬,显然这种情况是不可接受的。
根据以上的分析和讨论,现有BOG压缩机润滑油系统存在的问题主要有:①润滑油的加热过程不能保证持续性和其稳定性,润滑油的温度提升缓慢;②润滑油管路存在较大的高度差,增加了润滑油循环通畅的难度。
3.针对BOG压缩机原有润滑油系统的改进方案
(1)BOG压缩机改进后的润滑油系统
针对原有的润滑油系统存在的问题,本次改进将新增的设备和管线布置在压缩机厂房外,并位于BOG压缩机油冷却器管廊正下方的地面上,大大降低润滑油循环管路的高度差。在原有的润滑油系统基础上,新增一台润滑油/乙二醇换热器和一套乙二醇循环系统。乙二醇循环系统包括一个乙二醇储罐、两台乙二醇循环泵和若干管线管件等。与此同时,利旧BOG压缩机原有的油冷却器,用于乙二醇的降温,设备名称更改为乙二醇冷却器,乙二醇冷却器设置有旁路。考虑到当地冬季环境温度较低,选用55wt%的乙二醇溶液作为乙二醇循环系统的工艺介质。
BOG压缩机启机前,通过乙二醇储罐内置的电加热器和乙二醇循环泵,对润滑油进行加热,可保证润滑油的升温速率和升温稳定性,使润滑油系统快速建立正常的循环,达到快速正常启动BOG压缩机的设计目的。
BOG压缩机启动后,在压缩过程中润滑油的温度会升高,在油气分离器中分离出BOG的高温润滑油,通过润滑油/乙二醇换热器进行降温,降温后的润滑油再次返回到BOG压缩机中。与高温润滑油换热后的乙二醇温度会升高,升温后的乙二醇在乙二醇冷却器中降温,降温后的乙二醇再次进入到润滑油/乙二醇换热器中与润滑油进行换热,达到降低润滑油温度的目的,保证返回至BOG压缩机的润滑油温度正常和稳定,实现机组的长时间平稳、安全运行。改进后的润滑油系统流程如图3所示:
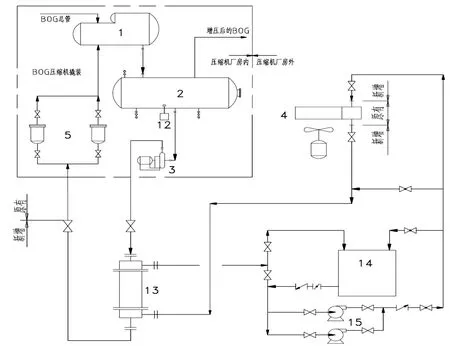
图3 BOG压缩机改进后润滑油系统流程示意图
(2)改进方案中相关设备的计算和校核
①润滑油/乙二醇换热器的选型和计算
本次改进中,新增的润滑油/乙二醇换热器的设计工况,如表1:
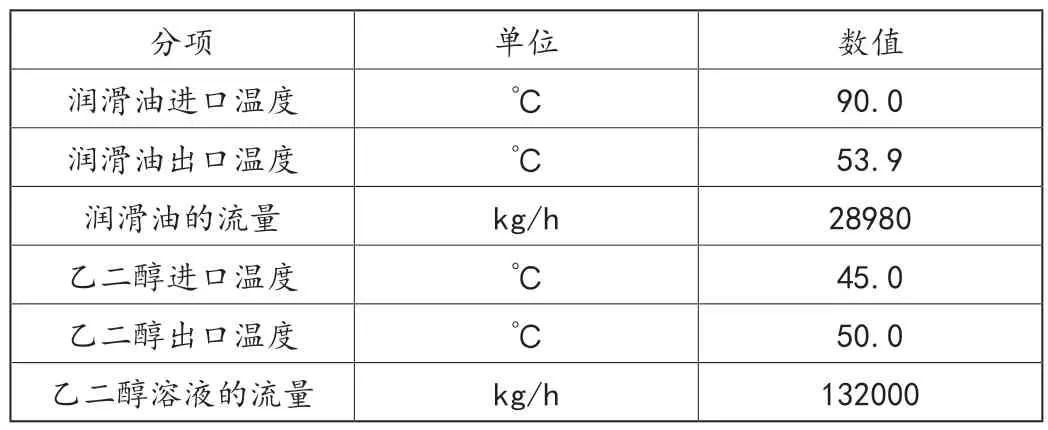
表1 润滑油/乙二醇换热器的设计工况
结合设计工况和换热器的设计原则,选取管壳式换热器,换热器的型式为BEM。其中,润滑油走管程,乙二醇溶液走壳程。利用HTRI软件进行计算,最终换热器的结构参数为:公称直径600mm;管子为φ15.875mm×1.651mm的碳钢光滑管,长度4.5m,管心距为19.844mm,管子数为440,管程数为2,管子排列方式为30°;折流板为单弓形折流板,圆缺率25%,板间距为200mm。
②乙二醇冷却器的校核
本次改进中,原有的BOG压缩机油冷却器,为空冷式换热器。现用于乙二醇的降温,为确保其能够满足工艺要求,需要在原有设计和结构参数不变的基础上,采用HTRI软件对乙二醇的降温工况进行核。冷却乙二醇的校核工况如表2所示:
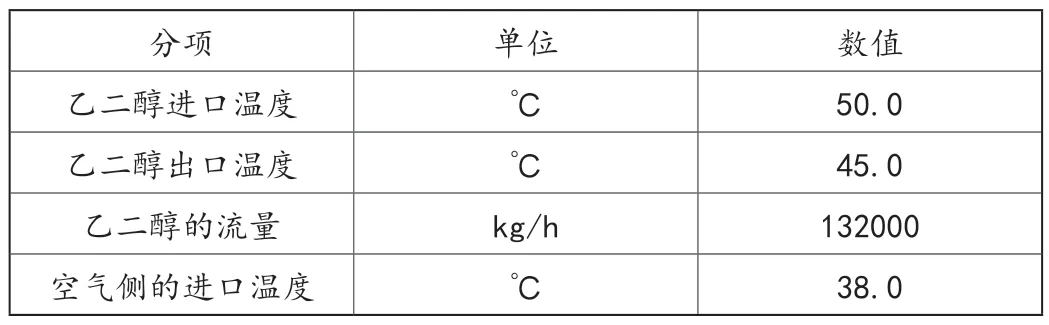
表2 乙二醇换热器的校核工况
根据HTRI计算输出的结果,面积余量达178%,空气侧的出口温度为41.8℃,利旧的油空冷器满足工艺的要求。
③乙二醇循环泵的选型和计算
工艺介质为55%wt的乙二醇溶液,选用离心泵即可满足工艺要求。
根据乙二醇管道的走向和管件数量,利用化工原理中相关的计算原理和方法,计算得出管道的阻力损失为7.5m,乙二醇冷却器的阻力损失为14m,乙二醇的安装高度为20m。故泵的扬程为41.5m,考虑20%的余量,最终选用的泵扬程为50m,额定流量为132000kg/h。按泵的效率85%考虑,选用的电机功率为21.5KW。
④乙二醇溶液储罐的选型和计算
目前系统中的乙二醇循环量为132m3/h,按照乙二醇在储罐中的停留时间3min计算,乙二醇储罐的有效体积为6.6m3,总容积为7.8m3,外形尺寸为ID2000×2480mm。储罐的形式为固定顶平底罐。
4.BOG压缩机润滑油系统改进前后的效果分析
(1)改进前后对润滑油回油温度的影响
从图4中可以看出,改进前的润滑油系统,从润滑油泵启动后的2个小时内,润滑油的回油温度仍未达到30℃,润滑油回油不通畅,未建立正常的循环;改进后的润滑油系统,从润滑油泵启动后的0.5个小时,回油温度即可达到30℃,润滑油的循环通畅。能够在如此短的时间内,建立起润滑油的正常循环,与采用具有一定温度的乙二醇加热润滑油、改变润滑油冷却器的布置和对润滑油管路进行伴热保温很大的关系。改进后的润滑油系统运行情况,与改进前有极大的改善。

图4 润滑油回油温度随时间的变化
(2)改进前后对压缩机正常启动时间的影响
从图5中也可以看出,改进前的润滑油系统,2小时内都无法正常启动;改进后的润滑油系统,润滑油循环20分钟后,压缩机就可以正常启动。这主要得益于润滑油的正常循环,使得油气压差可以快速、正常的建立。改进后的润滑油系统,大大的缩短了压缩机的启动时间。
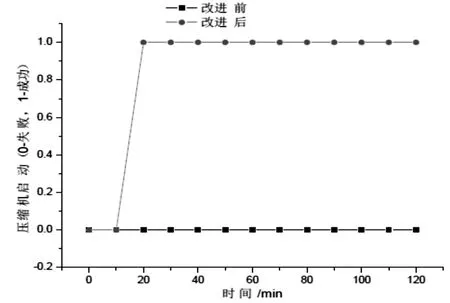
图5 BOG压缩机正常启动与否随润滑油循环时间的变化
由于油气分离器中的油位高低,是通过视镜观察到的,无法准确定量讨论。但可以定性的进行说明,从实际的观察结果来看。改进前,润滑油泵启动后,油位持续下降,在润滑油泵停止后,油位上涨很缓慢,油位变化趋势总体上层锯齿形波动,这主要是润滑油泵间断性启停和润滑油回油造成的。改进后,油位在前一段时间内下降,之后基本不变,说明润滑油的供油和回油达到平衡,润滑油已建立正常的循环。这一过程需要的时间,相对于改进前来讲,大大的缩短了。
5.结语
针对BOG压缩机原有的润滑油系统存在的问题,提出了润滑油系统的改进方案。从实际的应用效果来看,改进后的润滑油系统可以快速的提高润滑油温度,使润滑油回油通畅,循环正常。在BOG压缩机的启动中,油气压差正常建立,达到了一次启机成功的设计目标。与原有的润滑油系统相比,可以节约大量的启机时间,无论是在减少BOG的排放方面,还是BOG压缩机的易操作性方面,都有着较大程度的改善和提升。对具有相同或类似问题的LNG装置,具有一定的指导和参考意义。
猜你喜欢
压缩机技术(2022年4期)2022-09-19
冰雪运动(2021年2期)2021-08-14
装备制造技术(2020年1期)2020-12-25
广州化工(2020年5期)2020-04-01
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
中国盐业(2018年23期)2018-03-30
柴油机设计与制造(2015年3期)2015-12-05
柴油机设计与制造(2015年3期)2015-12-05
中国塑料(2015年5期)2015-10-14
