
纺纱方式对长绒棉高支纱性能的影响
2021-03-05 02:03王娟刘凯李国锋王晓辉王永斌王莉刘江甘莉莉
中国棉花 2021年11期
王娟,刘凯,李国锋,王晓辉,王永斌,王莉,刘江,甘莉莉
(1.阿克苏地区纤维检验所,新疆 阿克苏 843000;2.阿克苏职业技术学院,新疆 阿克苏 843000;3.新疆鲁泰丰收棉业有限责任公司,新疆 阿克苏 843000)
长绒棉是纺高支纱的关键材料, 高端色织、家纺等国内顶尖产品和出口的高附加值纺织品及服装,无一例外都需要使用以长绒棉为主要原料的纱线。长绒棉制成的面料产品悬垂感好,纤维柔长,起热快,保暖性强,细度和强度远高于普通棉花,还具有色牢度高、久洗不褪色、耐磨耐用、抗皱性好、不易起球、透气排湿性好等优点,深受世界消费者的喜爱和追捧。 新疆是我国唯一的长绒棉生产区,具有独特的自然优势。 在全球长绒棉市场中,新疆长绒棉的品质已经达到世界领先水平并享有盛誉[1]。我国长绒棉种植面积在8 万hm2以上, 年总产约为10 万t,占世界长绒棉产量的30%左右[2]。
紧密纺是在普通环锭纺基础上发展起来的一种纺纱技术,其成纱毛羽少,强力高,更适于纺制高支精梳纱。紧密纺与环锭纺的主要区别是紧密纺最大限度地减小了纺纱加捻三角区,有效地控制了纤维运动,使处在须条边缘的纤维端能有效地向纱轴中心聚集[3],减少成纱的有害毛羽,提高成纱强力[4],降低纱线断头率,提高生产效率。
本研究以新疆5 个品种(系)长绒棉为原料,分别采用普通环锭纺和紧密纺2 种纺纱方式纺纯长绒棉纱,对成纱性能进行测试,比较适纺性能及2种纺纱方式的成纱指标差异,为纺织企业选择优质原棉和适宜的纺纱方式提供参考。
1 材料与方法
1.1 原料品种
5 个长绒棉品种(系):新海35 号(XH35),新疆农业科学院经济作物研究所培育,2010 年审定;新海53 号(XH53),新疆农业科学院经济作物研究所培育,2018 年审定;新海57 号(XH57),新疆巴州农业科学院和新疆金丰源股份有限公司共同培育,2016 年审定;丰海8 号(FH8),现正处于区域试验阶段;丰海7 号(鲁泰700Q,FH7),新疆鲁泰丰收棉业有限责任公司培育,2018 年审定。
纱线性能测试对象为100S 纯长绒棉纱。
1.2 原料品质
5 个长绒棉品种(系) 纤维性能见图1。 依据GB/T 19635—2005《棉花 长绒棉》[5],XH35、XH53、FH8、FH7 棉纤维马克隆值为A 级,XH57 棉纤维马克隆值为B2 级。 纤维长度:FH7 为39 mm 级,FH8为38 mm 级,XH35、XH53 为37 mm 级,XH57 为36 mm 级。 纤维断裂比强度:5 个品种(系)均达到一级要求。 长度整齐度指数:FH8、FH7 超过88%,XH53、XH57 超过87%,XH35 超过86%。
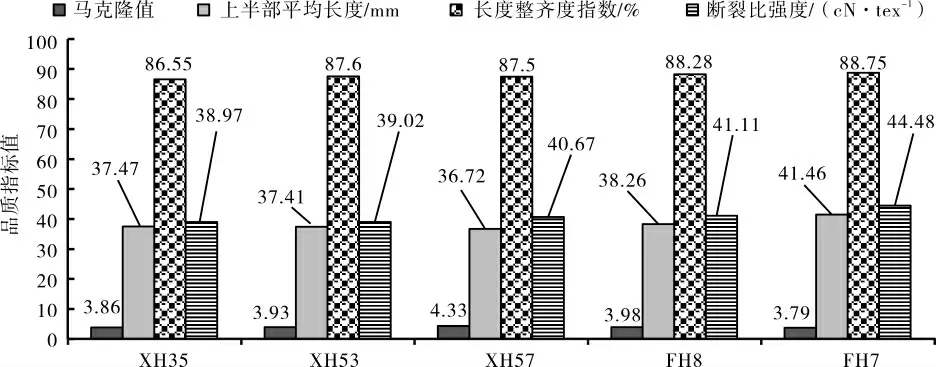
图1 5 个品种(系)长绒棉纤维性能
1.3 仪器设备
1.3.1纺纱设备。FA009 抓棉机、异纤机、C51 梳棉机、SB-2 预并条机、E32 条并卷联合机、FA388 精梳机、RSB-D40 并条机、FA458A 粗纱机、F1516 细纱机、21C 托盘型自动络筒机。
1.3.2性能测试设备。强伸性能指标(断裂比强度、断裂伸长率):采用乌斯特单纱强力机测试,拉伸速度为500 mm·min-1,隔距设为500 mm,予张力为0.5 cN·tex-1,取筒纱20 组,测试重复100 次。 测试方法参考GB/T 3916-2013[6]。
3 mm 毛羽指数(单位:根·hm-1):采用乌斯特400 型毛羽测试仪测试,测试速度为400 m·min-1,取筒纱20 组,测试重复10 次,测试时间为1 min。测试方法参考FZ/T 01086-2000[7]。
条干不匀变异系数(CVm):采用UT5 乌斯特条干仪测试,测试速度为400 m·min-1,取筒纱20 组,测试重复10 次,测试时间为2.5 min。 测试方法参考GB/T 3292.1-2008[8]。
1.4 纺纱工艺流程
FA009 抓棉机→异纤机→C51 梳棉机→SB-2预并条机→E32 条并卷联合机→FA388 精梳机→RSB-D40 并条机→FA458A 粗纱机→F1516 细纱机→21C 托盘型自动络筒机。
1.5 数据处理
数据处理选用DPS 7.55 软件, 采用单因素方差分析和最小显著差数法多重比较分析处理间差异显著性。
2 结果与分析
2.1 纱线强伸性能对比
从图2 可知:环锭纺方式下,5 个品种(系)长绒棉纱线断裂比强度由高到低依次为FH7、FH8、XH35、XH57 和XH53; 紧密纺方式下,5 个品种(系) 长绒纱线断裂比强度由高到低依次为FH7、XH53、XH35、FH8、XH57。从纺纱方式看,紧密纺的成纱断裂比强度均高于环锭纺,XH35、XH53、XH57、FH8、FH7 紧密纺成纱断裂比强度较环锭纺成纱分别高20.5%、27.9%、23.7%、17.8%、16.1%,说明紧密纺对纱线断裂比强度有较大的改善。

图2 不同品种(系)长绒棉环锭纺与紧密纺纱线断裂比强度对比
从图3 可以看出: 环锭纺方式下,5 个品种(系)长绒棉成纱断裂伸长率较优的是XH35、FH7,其次为FH8;紧密纺方式下,5 个品种(系)长绒棉成纱断裂伸长率较优的是XH35,其次是XH53,再次是XH57、FH7。 从纺纱方式看,各品种(系)长绒棉紧密纺成纱断裂伸长率均高于环锭纺,XH35、XH53、XH57、FH8、FH7 紧密纺成纱断裂伸长率较环锭纺成纱分别高12.5%、13.6%、11.4%、4.3%、2.1%。 由此可知,紧密纺方式对不同品种长绒棉成纱断裂伸长率的改进幅度有差别, 其中对XH35、XH53 与XH57 改善效果较明显。

图3 不同品种(系)长绒棉环锭纺与紧密纺纱线断裂伸长率对比
2.2 毛羽指数对比
从图4 可以看出:环锭纺方式下,3 mm 毛羽指数较高的是XH57, 其次为XH53, 然后依次为XH35、FH8 和FH7;紧密纺方式下,3 mm 毛羽指数较高的是XH57,其次为XH53,然后依次为FH8、XH35 和FH7。 结合2 种纺纱方式可知,XH57 成纱3 mm 毛羽指数较大, 而FH7 成纱3 mm 毛羽指数较小。

图4 不同品种(系)长绒棉环锭纺与紧密纺纱线3 mm 毛羽指数对比
从纺纱方式角度分析,与环锭纺相比,紧密纺成纱3 mm 毛羽指数有较明显的下降,XH35、XH53、XH57、FH8、FH7 紧密纺成纱3 mm 毛羽指数较环锭纺成纱分别降低57.6%、45.5%、20.1%、44.0%、67.2%。 由此可以看出,改用紧密纺对改善成纱3 mm 毛羽指数有很大意义,其中对XH57 成纱3 mm 毛羽指数改良效果较小,对XH35、FH7 成纱3 mm 毛羽指数改良效果较明显。
2.3 CVm 对比
从图5 可以看出: 环锭纺方式下,CVm较大的是XH57,其次为XH53,然后为XH35 和FH8,最小的为FH7;紧密纺方式下,CVm较大的是XH57,其次是XH53 和FH8, 然后是XH35, 最小的是FH7。 结合2 种纺纱方式可知,XH57 成纱CVm较大,而FH7 成纱CVm较小。

图5 不同品种(系)长绒棉环锭纺与紧密纺纱线条干不匀变异系数对比
从成纱方式角度分析,与环锭纺相比,各品种(系)紧密纺成纱CVm均呈下降趋势,XH35、XH53、XH57、FH8、FH7 紧密纺成纱CVm较环锭纺成纱分别降低5.7%、5.6%、4.2%、3.6%、3.1%。
3 结论
3.1 成纱方式对长绒棉纱线的性能影响较明显
本研究中,与环锭纺相比,紧密纺大大提高了成纱的强伸性能,降低了3 mm 毛羽指数,改善了CVm, 其中最为明显的是对纱线3 mm 毛羽指数的改善,其次是对纱线强伸性能的改善。 前人研究表明,紧密纺通过将牵伸与集束分步进行,减小纺纱加捻三角区,可以改善成纱性能[9-12],本研究与前人研究结果一致。 在相同成纱支数下,环锭纺捻度高于紧密纱, 生产中可利用这一特点提高引出速度,增加产出量并使织物手感柔软。 总体来说,环锭纺和紧密纺各有优势,纺织企业可以根据产品用途考虑选用适合的纺纱方式。
3.2 5 个长绒棉品种(系)纤维的成纱性能有较大差别
结合总体结果来看,5 个长绒棉品种(系)整体纤维性能与成纱质量均优良, 这与前人研究结果[13]一致。 另外,FH7 成纱强伸性能、3 mm 毛羽指数、CVm等指标表现较优异。综合原棉性能与成纱性能来看,棉纤维长度整齐度指数、断裂比强度、长度均较好的长绒棉品种,其纤维成纱的CVm、断裂比强度较优,3 mm 毛羽指数低。 可见,较优的原棉品质对纺纱等后道工序具有很重要的意义。
猜你喜欢
纺织学报(2022年9期)2022-09-22
纺织标准与质量(2022年2期)2022-07-12
毛纺科技(2021年8期)2021-10-14
棉纺织技术(2021年8期)2021-08-17
纺织科学研究(2021年6期)2021-07-15
棉纺织技术(2021年4期)2021-07-14
纺织器材(2020年4期)2020-08-27
纺织器材(2020年1期)2020-03-24
棉纺织技术(2019年11期)2019-11-08
中国纤检(2018年12期)2018-12-14
