LNG船舶管道保冷绝热施工新工艺简述
2021-02-28 02:00陈小毛
科技信息 2021年7期
关键词:管道施工
陈小毛
摘要:由于LNG船舶在-163℃储存输送天然气的超低温性,对LNG管道保冷绝热施工提出了想当高的要求。为了规范施工流程,减少绝热材料的浪费,提高施工效率和质量,本文创新提出LNG管道保冷绝热的施工工艺,为同类型的工程项目的保冷施工提供参考。
关键词:LNG船;低温运输;保冷绝热;管道施工
0 引言
天然气作为一种清洁高效的能源,已日益受到人们的关注。1959年,世界第一艘LNG船舶“甲烷先锋号”改装建成并成功运送液化天然气,揭开了LNG海上运输的篇章。LNG船舶作为国际公认的高技术、高难度、高附加值的“三高”产品,被誉为造船業“皇冠上的明珠”,逐渐被各国视为开展海运贸易不可或缺的新型节能船舶。LNG船可在-163℃把天然气“压”成液态,体积缩小到六百分之一,更方便运输。研究保冷绝热施工新工艺,对于促进国内LNG建设具有一定的意义。有效提高LNG船保冷效率和质量,减少绝热材料的浪费,从而保障LNG系统运行的安全性和经济性。
1. 低温保冷类型
低温保冷的绝热方法通常有堆积绝热和真空绝热两大类。堆积绝热是一种传统绝热方法,即在管道的外表面敷设一定厚度的多孔型绝热材料,因孔泡中充满常压空气(或其它气体)而实现绝热。真空绝热包括高真空绝热、真空多孔绝热及真空多层绝热三类,其原理是将绝热结构做成密闭的夹层,内部空间抽至一定真空度,以减少热量传入。
在绝热效率方面,堆积绝热不及真空绝热,但其结构简单,造价较低,运行维护方便,因此,目前国内外LNG船管道保冷多采用堆积绝热。
2. 低温保冷材料及性能
低温保冷材料类型。目前LNG船中采用的保冷材料主要有两种:日本、韩国等主要采用硬质聚氨酯泡沫(PUR),欧美国家多采用PIR。PIR中文名为“聚异氰脲酸脂”。PIR是由异氰酸盐经触媒作用后与聚醚发生反应制成发泡材料,其耐热性、尺寸稳定性、难燃性及抗压强度都优于硬质聚氨酯泡沫。PIR是一种理想的有机低温隔热材料,具有导热系数小、轻质防震、适应性强。PIR作为一种国际范围内新型的保冷绝热材料,在LNG领域已经得到普遍应用。
3. LNG保冷层结构
由于LNG系统在运行过程中温度交变范围非常大,超低温和常温交变容易造成保冷材料收缩开裂等结构破坏,保冷层失效。因此,设计合理的保冷层结构非常重要。
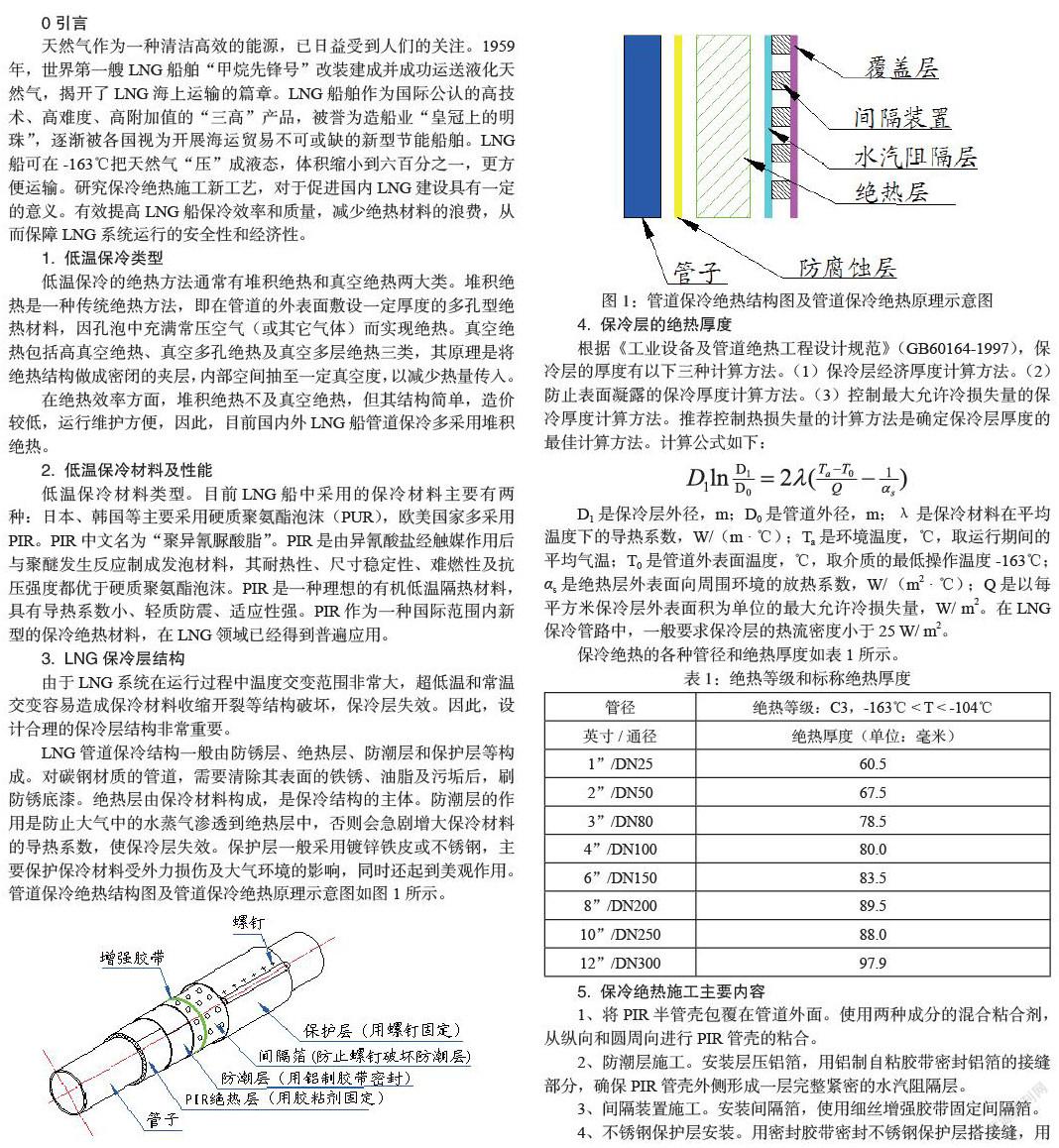
LNG管道保冷结构一般由防锈层、绝热层、防潮层和保护层等构成。对碳钢材质的管道,需要清除其表面的铁锈、油脂及污垢后,刷防锈底漆。绝热层由保冷材料构成,是保冷结构的主体。防潮层的作用是防止大气中的水蒸气渗透到绝热层中,否则会急剧增大保冷材料的导热系数,使保冷层失效。保护层一般采用镀锌铁皮或不锈钢,主要保护保冷材料受外力损伤及大气环境的影响,同时还起到美观作用。管道保冷绝热结构图及管道保冷绝热原理示意图如图1所示。
4. 保冷层的绝热厚度
根据《工业设备及管道绝热工程设计规范》(GB60164-1997),保冷层的厚度有以下三种计算方法。(1)保冷层经济厚度计算方法。(2)防止表面凝露的保冷厚度计算方法。(3)控制最大允许冷损失量的保冷厚度计算方法。推荐控制热损失量的计算方法是确定保冷层厚度的最佳计算方法。计算公式如下:
D1是保冷层外径,m;D0是管道外径,m;λ是保冷材料在平均温度下的导热系数,W/(m·℃);Ta是环境温度,℃,取运行期间的平均气温;T0是管道外表面温度,℃,取介质的最低操作温度-163℃;αs是绝热层外表面向周围环境的放热系数,W/ (m2·℃);Q是以每平方米保冷层外表面积为单位的最大允许冷损失量,W/ m2。在LNG保冷管路中,一般要求保冷层的热流密度小于25 W/ m2。
保冷绝热的各种管径和绝热厚度如表1所示。
5. 保冷绝热施工主要内容
1、将PIR半管壳包覆在管道外面。使用两种成分的混合粘合剂,从纵向和圆周向进行PIR管壳的粘合。
2、防潮层施工。安装层压铝箔,用铝制自粘胶带密封铝箔的接缝部分,确保PIR管壳外侧形成一层完整紧密的水汽阻隔层。
3、间隔装置施工。安装间隔箔,使用细丝增强胶带固定间隔箔。
4、不锈钢保护层安装。用密封胶带密封不锈钢保护层搭接缝,用4.2×9.5不锈钢自攻螺钉固定不锈钢保护层。
5、最终检查。
6. 保冷绝热施工方法
6.1 注意事项
1、项目管理、质量控制及船厂、气体运输船的安全保障工作,应该由拥有三年以上相同的或类似项目经验的资质企业来执行。
2、在预制和安装过程中最大限度地减少材料浪费。
3、尽量避免绝热部件和外表面金属板之间的任何热桥或冷桥。
4、应加强施工管理与检验。
6.2 施工前准备工作
检查和清洁管道外表面。清除管道表面的污垢、灰尘、油、油脂、霜、水分和焊渣。管道表面涂层和防腐蚀保护层应完全干燥。
6.3 PIR管壳的选择
预制成半管壳形的PIR表面覆有厂家提供的铝箔。绝热应当按照有关部件(如管子和管件)的管外径和所要求的绝热层厚度来执行,具体见表1;PIR半管壳的长度应根据现场实际情况相应调整。
6.4 粘合剂PL240/200S的使用说明
粘合剂PL240/200S的重量混合比例为5:1,5份Kestopur PL 240树脂配合1份200/S固化剂。添加固化剂后最长有效工作时间是30分钟(在20℃时)。
为了最大限度地减少浪费,粘合剂应适量取用、充分混合,并在固化和变硬之前完全用完。粘合剂完全固化需要24小时(在20℃时)。
6.5 绝热层预制成形PIR半管壳的安装
在PIR半管壳纵向和圆周向接缝的一侧,用5×5mm的齿形刮刀均匀涂抹一层粘合剂。将PIR管壳紧紧地敷设到管子上,用临时绑扎带固定,允许粘合剂部分固化。在PIR保冷管壳的敷设中,为了减少拼缝空隙产生热对流现象,纵向拼缝应错缝,其间距应不小于50mm。
6.6 防潮层铝箔的安装
PIR管壳外侧覆有层压铝箔,使用铝制自粘胶带粘合铝箔纵向和圆周向接缝处。检查铝箔完整性,任何破损和冲压孔都要用铝制膠带进行密封修补。确保PIR管壳外侧形成一层完整紧密的水汽阻隔层。
6.7 间隔箔的安装和固定
绝热层粘合剂干固后即可安装间隔箔。间隔箔作为间隔物/衬垫,用于防止铝箔被螺钉损坏。间隔箔安装时紧贴绝热层,用细丝增强胶带固定。直管上每间距250~500mm用胶带固定一圈。
对于管件(弯头、异径和三通)间隔箔应切割成不小于60mm宽的小块。用在绝热管件上小块的数量取决于管件的尺寸。每个管件至少要3块。小块用细丝增强胶带等距固定在绝热管件上。
6.8 不锈钢保护层的预制
不锈钢类型是1.4301,不锈钢保护层厚度0.5mm。
绝热管道不锈钢保护层应按照所需对象的周长来预制。保冷绝热周长=3.14×(管外径+绝热层厚度×2+间隔厚度×2)+搭接长度。例如:管子外径是114mm,绝热厚度是80mm,中间层间隔垫板大约9mm,搭接长度50mm,不锈钢板的总周长为:3.14×(114+80×2+9×2)+50 mm= 967mm。
在不锈钢保护层上每间隔100~150mm,钻直径3mm的孔。按照周长长度准确切割不锈钢板,再将切割下的不锈钢板卷成圆形,纵向和圆周向边缘一侧要滚边。注意,管道上绝热层和不锈钢保护层应与相邻的绝热管支撑在水平上保持一致。
6.9 不锈钢保护层的安装和固定
不锈钢保护层,安装时紧贴间隔箔板。不锈钢保护层纵向和圆周向接缝的搭接长度为50mm,然后用密封胶带来密封所有的搭接缝,最后用4.2×9.5不锈钢自攻螺钉固定。
不锈钢保护层搭接缝应遵循“高搭低”的原则,以防止雨水等液滴渗入保冷结构。对于有坡度要求的水平管道,还应视管道的坡向。水平管道的纵向接缝应布置水平中心线下方一定角度内以便于排水,例如按照管道圆周方向135°或215°进行搭接。
外保护层在接管、支架等处,其开口应尽量开得合适,达到紧密配合。外保护层不得有松脱、翻边、豁口、翘缝和明显的凹坑,圆周向接缝应与管轴线垂直,纵向接缝应与管道轴线保持平行。
在不锈钢保护层的纵向搭接缝处,用镀锌螺钉进行定位,每间隔150mm进行预钻孔。然后用不锈钢带垫圈自攻螺钉进行固定。螺钉的消耗量按每米6至8个来计算(注:圆周向滚边一般是不需要螺钉,直径较大时可虑用2个螺钉)。
所有镀锌螺钉仅用于临时使用,每个螺钉使用大约4至5次之后,将被处理掉。
6.10 弯头的制作和安装
带层压铝箔的PIR也用作弯头。通过切割直管壳块来预制,用粘合剂把它们固定在一起形成弯头形状。弯头的整个表面要用铝胶带密封,特别是PIR块的接缝处。采用上所述管道绝热方式来安装弯头。
6.11 终止端的安装
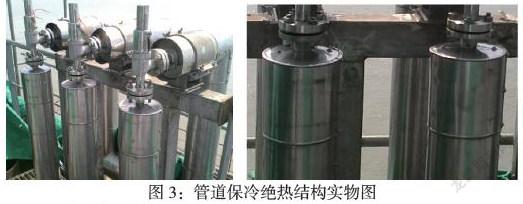
研究项目的法兰和阀门不需要包覆绝热,所有直管终止端应该用水汽阻隔层或低温粘合剂完全覆盖。所有的绝热终止端(包括法兰和阀门的终止端)涂上粘合剂后,用金属圆挡板保护。圆挡板的搭接处用密封胶完全密封。
管道保冷绝热包覆后的实物图如图3所示
7. 施工管理与检验
保冷层的施工质量对保冷效果的影响非常大,因此在施工过程中应加强质量管理和检验,在施工过程中应消除隐患(如填充不均、接缝不严、固定松散等缺陷),确保保冷结构效果和寿命。除了上述主要要求外,还应注意一些辅助性的控制点。
(1)所有的保冷施工应在干燥的天气环境下进行。
(2)在进行保冷安装之前应除去管道外表面的杂质,如泥土、油脂和污垢,在需要涂漆处应等油漆干了再进行保冷施工。
(3)保冷材料在运输、储存、现场施工的过程中应保持干燥。
(4)在雨水可能进入保冷层的地方应用密封胶密封。
(5)每天施工结束时要对在现场安装的所有保冷层覆盖防潮层,如果尚未完成,应采取临时防潮、防雨措施。
(6)室外保冷结构不应在雨雪天施工,否则应采取防雨、防雪措施。
(7)保冷施工必须严格按照规定验收,投用时应进行保冷效果的测试与评价。
8. 结束语
本施工工艺阐述了LNG管道保冷绝热包覆的施工内容、施工方法和注意事项等。可用于施工工人和技术人员的学习参考,也可用于LNG管道保冷绝热包覆的施工指导。按此工艺施工,可以减少绝热材料的浪费,减少因不合格而引起的返工,提高施工效率和质量。达到缩短项目建造周期、降低建造成本的目标,从而为企业创造更多效益。
参考文献:
[1] 李鸿发. 设备及管道的保冷与保温. 北京:化学工业出版社, 2002.
[2] 钟培辉. 深冷用改性聚氨酯泡沫塑料保冷技术. 低温与特气, 2001, 19(5):32-34.
[3] 李珏. 低温管道的保冷设计. 石油化工设计, 2009, 26(1):52-55..
[4] 尤海英, 马国光, 黄孟, 等. LNG长距离管道输送保冷层厚度的计算方法. 管道技术与设备, 2008(1):11-13.
作者简介:陈小毛(1984-),男,工程师,学士,从事船舶与海洋工程设计与制造工作。
猜你喜欢
科学与财富(2016年30期)2017-03-31
山东工业技术(2017年6期)2017-03-28
科技创新与应用(2017年4期)2017-03-27
科技创新与应用(2017年6期)2017-03-23
科学与财富(2016年34期)2017-03-23
科技创新与应用(2017年3期)2017-02-18
科技与创新(2016年10期)2016-05-28
科技与创新(2015年10期)2015-07-07
中国高新技术企业(2015年11期)2015-03-27