
一种新型桥式起重机主端梁组合工装的结构及应用
2021-02-23 09:41
建筑机械化 2021年1期
(山东丰汇设备技术有限公司,山东 济南 250200)
1 研究背景
目前,对于非标、少量定制的桥式起重机,其主端梁的整体组合需要一台一实配,同一机型的主端梁也不互换,各部件需要打上钢印号,生产效率低。端梁法兰可以在数控落地镗铣床加工来保证端梁法兰的尺寸、位置精度,而主梁法兰的尺寸位置精度受制于加工设备的限制,只能把加工完毕的端梁与主梁法兰组装后,再根据图纸和标准要求,把主梁法兰适配焊接到主梁上,而且需要等到端梁加工后才能配焊,这种方法制作焊接的主梁和端梁需要打钢印号标记,便于桥式起重机结构的再次拆装。
本文介绍了一种新型桥式起重机主端梁组合工装方案,该方案可直接在桥式起重机的主端梁的工装上完成主梁法兰的焊接,并保住主梁法兰的尺寸和位置精度(主端梁焊接工装的各部件都是经过精密机床加工的,并由专业技术人员指导安装,工装各部件组装后,通过组合工装来保证主梁法兰的精确位置,无须实配),从而可以同步施工,节省工期,如果是同一机型的主端梁,工装组焊的主梁和加工完的端梁可以实现自由组合互换。此带调整支承的主端梁的桥式起重机组合工装由侧面法兰底座、龙门架、固定端轨道梁、主梁调整支承、可移动端轨道梁组成,如图1 所示。

图1 桥式起重机组合工装装配图
2 主要结构
1)侧面法兰底座(图2) 左右对称,侧法兰端面有100mm 等距离的铰制孔,用以连接主梁连接法兰面或者连接转换。龙门架(图3)上表面有100mm 等距离的铰制孔,用以固定侧面法兰底座。龙门架底部4 个支腿固定在与轨道端轨道梁和可移动端轨道梁上,上部支承下部带法兰的主梁或者侧面法兰底座。

图2 侧面法兰底座

图3 龙门架
2)固定端轨道梁(图4) 在安装过程中应保证上面有螺纹孔和同等数量平移复制的螺纹孔,可以固定龙门架,龙门架在其上面可以有50mm的补偿调整距离。
3)移动端轨道梁(图5) 长度方向上面有100mm 等距的铰制孔螺栓,用以等距调整和固定龙门架,保证龙门架的长度尺寸精度。
4)主梁调整支承(图6) 用以支承主梁,有2 个上下叠加的小车,用以微量调节主梁水平4个方向的尺寸,以配合按图纸组装尺寸调整主梁位置与固定好的端梁配合。

图4 固定端轨道梁图
图5 移动端轨道梁

图6 主梁调整支承
3 应用实例
结合附图及具体例子具体介绍本工装应用。
如图7 所示是一种80t 桥式起重机主结构,为主梁和端梁上下搭接形式,该结构形式受力较好,应用最为广泛。如图8 为该桥式起重机主结构主梁的两端法兰与龙门架法兰通过上下搭接,并用螺栓连接固定后,主梁箱型结构部分用主梁调整支承支承,最终实现主梁各结构的组装对接焊接。焊接后的主梁可以保证其主梁跨距,实现互换。

图7 主梁和端梁上下搭接形式

图8 主梁两端法兰与龙门架法兰上下搭接
如图9 所示为一种80t 桥式起重机主结构,该结构为主梁和端梁侧面法兰连接形式,该种结构可以降低主结构高度,使桥机整机高度相应降低,满足厂房低净空的要求,节省厂房的建造成本,1 辆车可以运输2 根主梁,节省运输成本,缺点是主结构加工量大。该种结构主梁组焊方法如图10 所示,主梁两端法兰通过螺栓与侧面法兰底座连接,通过工装来保证主梁法兰的位置,主梁箱型结构部分用主梁调整支承支承,最终实现主梁的组装对接焊接。焊接后的主梁可以保证其主梁跨距,实现互换。

图9 主梁和端梁侧面法兰连接形式
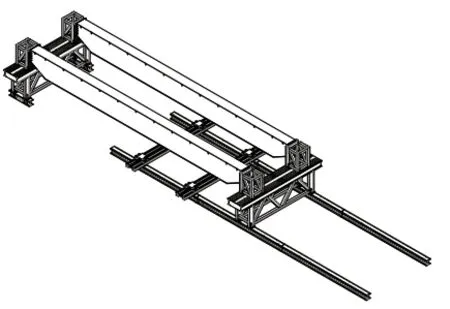
图10 主梁两端法兰与侧面法兰底座连接
如图11 所示,例子3 是一种80t 桥式起重机主结构,该结构为主梁和2 个端梁侧面法兰连接形式,该种结构与图9 中结构优缺点一样,不再赘述。如图12 所示,主梁的两端法兰与4 个侧面法兰底座通过螺栓连接,主梁箱型结构部分用主梁调整支承支承,位置调整好后,点焊固定主梁各结构部分,最终实现主梁的组装对接焊接。焊接后的主梁可以保证其主梁跨距,实现互换。

图11 主梁与2个端梁侧面法兰连接形式

图12 主梁两端法兰与4个侧面法兰底座连接
4 结语
综上所述,应用本文介绍的主端梁组合工装的结构实现对桥式起重机不同跨度不同构造形式主梁的标准化制作,批量生产桥式起重机结构。
猜你喜欢
表面工程与再制造(2022年6期)2022-03-06
铁道建筑技术(2021年3期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
工程与试验(2020年1期)2020-06-18
铁道通信信号(2019年8期)2019-10-10
模具制造(2019年4期)2019-06-24
通信产业报(2018年15期)2018-06-23
发明与创新·小学生(2016年8期)2016-08-17
Coco薇(2015年10期)2015-10-19
