
某钢厂连续退火炉燃烧状态的诊断及优化
2021-02-21 05:14:40戴彩平
工业加热 2021年12期
戴彩平
(江苏德龙镍业有限公司,江苏 盐城 224600)
某钢厂退火机组的连续退火炉(以下简称退火炉),主要用作硅钢脱碳退火。脱碳退火是取向钢非常重要的生产工序,脱碳退火过程对以后高斯织构的生成,对硅酸镁玻璃膜的形成都起到关键的作用[1]。
在进行某钢种的生产过程中,退火炉无法使带钢加热到退火工艺要求的峰值温度。这是由于辐射管加热段(RTF段)炉温严重偏低,产品钢加热工艺要求在RTF炉段出口侧带钢温度达到1 120 ℃,而实际生产中只达到了1 000 ℃左右,最低时仅只有800~900 ℃,带钢峰值温度达不到工艺要求,使得后续热处理工艺无法依照产品钢的退火温度曲线进行,严重影响了该产品钢的产量和质量。
1 辐射管加热段燃烧状况诊断
1.1 连续退火炉工艺概况
连续退火炉是为了满足带钢退火工艺要求、加快退火生产节奏而将带钢的加热、均热、冷却以及涂层干燥等炉段连接起来,集表面清洗、退火、平整(矫直)、精整等工序于一体,以使带钢的脱碳退火等各项热处理工艺能够快速连续进行的热处理炉[2]。带钢退火工艺过程在退火炉内进行,退火工艺是影响带钢质量及性能的至关重要原因。该退火炉炉型结构及对应炉段的带钢热处理工艺如图1所示。
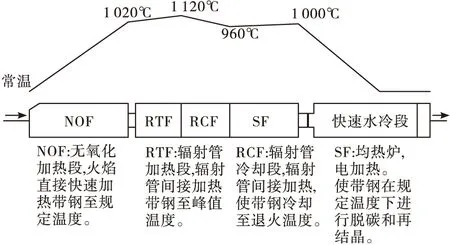
图1 连续退火炉炉型结构及带钢退火过程
由于该产品钢无法达到退火工艺要求的峰值温度,在实际生产中,只能通过降低带钢走板速度来满足带钢的加热负荷,带钢走板速度由15 m/min降低到10 m/min。这样就延长了带钢加热时间,减缓了生产节奏。但有时即使延长加热时间,增加烧嘴热负荷,带钢的加热温度仍然达不到工艺要求,这就严重影响了带钢的加热质量和产量。针对峰值温度偏低的现象,需对RTF段供热系统燃烧状态进行诊断,找出炉温偏低的原因。
1.2 供热系统诊断
RTF段位于NOF段之后,将带钢间接加热至退火峰值温度。RTF段长为6.4 m,采用鼓抽式自身预热辐射管烧嘴加热,共8支烧嘴分别在炉子两侧布置。各支烧嘴前设有空气、煤气流量手动调节阀,采用焦炉煤气为燃料。带钢在该段被强化加热。此段长度较短,热负荷较高,其供热系统工作状况的好坏直接关系到产品钢能否达到工艺要求的退火过程。
进行供热系统诊断,首先对该段各烧嘴的空煤气流量和压力等参数进行测定,以此分析各烧嘴的燃烧状态和加热情况。测量各支烧嘴前的空气压力、煤气压力和排烟温度,利用烟气分析仪在各支辐射管排烟管对烟气成分进行分析,在烧嘴前空气、煤气管道测压孔对烧嘴前空煤气压力进行测定,并利用K型测温电偶测量排烟温度,测定结果如表1所示。
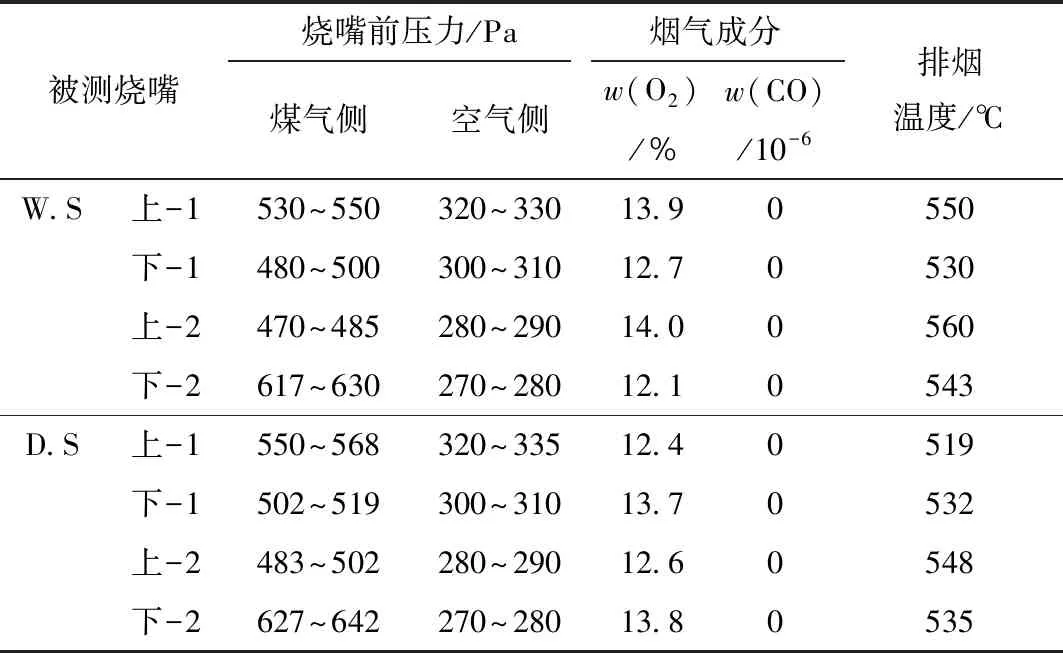
表1 RTF段燃烧系统测试结果
通过空煤气压力测试,发现八支烧嘴前的煤气压力大小不等,部分烧嘴前的煤气压力与其他烧嘴相比都存在较大差异。因每支烧嘴燃料系统的管径一致,烧嘴型号相同,压力不等则说明供给各支烧嘴的煤气流量不相等,使得烧嘴供热不均。
八支烧嘴烟气中的氧含量为12%~14%,CO含量为0,这说明各烧嘴的助燃空气量偏大,同时各支烧嘴的排烟温度较高,均在500 ℃以上。多余空气带走大量物理热,造成很大的热损失。
1.3 测试诊断结果分析
经过对RTF段诊断测试,发现该段供热系统存在部分烧嘴前煤气压力偏低,烧嘴空煤气配比不合理等问题。针对这些问题,从燃烧状况优化的角度出发,制定解决措施。
1)部分烧嘴前煤气压力偏低
由于RTF段8支烧嘴的空煤气管道均是通过主管道直接分送到各支烧嘴,煤气从大管径大的主管流到小管径的支管,压力损失增大。加上各支烧嘴距离主管道的位置远近不同,烧嘴的空煤气支管的走向和长度又不尽相同,煤气流至各支烧嘴时的压力损失也不同。
烧嘴燃料为焦炉煤气,在输送过程中焦炉煤气中的灰尘和有害物质(焦油)可能会对管道造成堵塞和损坏,应对煤气输送管道进行检查。
2)烧嘴空煤气配比不合理
测试发现,烧嘴烟气中氧含量很高,达到了12%以上。烧嘴燃料为低位热值1.51×104kJ/m3(标准)的焦炉煤气。经现场取样,分析煤气成分,计算其理论空气需要量L0为3.653 m3/m3(标准),理论烟气量V0为4.406 m3/m3(标准)。烟气中氧含量较高,说明助燃空气过量。由于辐射管加热段各支烧嘴并未安装空气、煤气流量计量装置,空煤气配比只能通过烟气成分进行推算。因烟气中不含可燃成分,燃料完全燃烧,当烟气中氧含量为12%时,空气过剩系数偏高,助燃空气量偏大。多余空气带走大量的物理热,降低火焰温度,燃烧效率偏低,造成很大的热损失,需进行燃烧状态优化,提高燃烧效率。
2 燃烧状态优化
2.1 煤气压力偏低问题的解决
煤气上游主管道的压力一直保持稳定,而部分烧嘴存在煤气压力偏低的问题,说明煤气流经各支管的压力损失存在差异。利用厂内管道检修,对RTF段燃烧系统的煤气管道系统进行了调查。经检查发现,部分煤气管道内壁积灰严重,并且煤气管道上有的控制阀门结焦。检查时从管道法兰连接开口处流出许多灰尘等物,从管口向管内观察,发现管壁四周附有非常疏松的厚约0.8 mm的层状物,轻轻触动层状物,即发生脱落,成为片状或粉状。收取管内脱落物作化学分析和电子探针成分分析,煤气管内的沉积物成分主要是硫磺与硫酸铁形式的沉积物。硫来自煤气,铁来自于钢基。煤气中的硫沉积在钢管内表面并形成硫磺,还有部分硫在氧的作用下又与钢基反应,形成硫酸铁。因此,管道腐蚀与煤气中过高的浓度硫有密切关系,同时也可能由于煤气中混有少量的游离氧,导致硫酸铁的形成,使钢管内壁腐蚀。
由于煤气管道粉状杂物较多,不仅煤气管道堵塞,烧嘴喷口也可能被杂物堵塞,因此首先对煤气管道进行了清理和吹扫,减少煤气压力损失,使烧嘴前的煤气压力恢复正常。同时将每台烧嘴拆卸,清理烧嘴煤气喷头,以保持烧嘴良好工况。
2.2 燃烧状态的调试
RTF段的各支辐射管烧嘴燃烧状况较差,空煤气配比不合理,热效率偏低。而热效率与烟气中的CO、O2、CO2含量以及排烟温度、供热负荷等因素有关。通过测量烟气中CO、O2、CO2的含量来调节空气过剩系数,使燃烧效率达到最高。在现场调试过程中,利用烟气成分分析确定辐射管烧嘴的最佳燃烧效率点,在保证燃料完全燃烧的前提下,使实际助燃空气量尽量接近于理论空气量,减少多余的空气带走热量,改善烧嘴燃烧状态。
分别对八支辐射管烧嘴燃烧状况进行调试。对烧嘴的空煤气配比进行调整,在保证满负荷生产,煤气总流量为150 m3/h(标准)的前提下,对每支烧嘴的助燃空气量进行调整,同时监测烟气成分,确保烟气中不含有可燃成分。经过多次调整,稳定运行一段时间后,测得各支烧嘴燃烧状况如表2所示。

表2 调节后各烧嘴测试结果
通过调试,RTF段各支烧嘴的燃烧状况趋于一致,各支烧嘴的嘴前空气压力和煤气压力基本一致。通过烟气成分分析发现,烟气中的残氧量降低到1.8%~2.2%。按烟气中氧含量最高2.2%计,空气过剩系数大幅减小,提高了烧嘴燃烧效率,改善了加热状况。
3 调试结果验证
为对退火炉燃烧状态诊断及调试后的结果进行验证,进行了拖偶试验测试带钢的温度变化过程。将直径2.5 mm,长度65 m的K型铠装热电偶采取特殊方式固定在产品钢带上,随钢带进入炉内进行温度检测,取得产品钢退火温度曲线,如图2所示。

图2 拖偶试验温度曲线
根据退火工艺需要,在RTF段末端产品钢需被加热到峰值温度1 130 ℃,而拖偶试验测试的带钢在RTF段末端最高温度值达到了1 113 ℃。由于在测试电偶上加盖了厚1 mm的保护钢片,因保护钢片吸热引起“导热误差”,使得热电偶的测试温度略微偏低,这并不影响完整数据曲线的取得,实际带钢的表面温度应略高于测试温度。
退火炉RTF段末端安装了测温枪,用于测量带钢在此点的温度,测试期间测温枪记录带钢经过此点时温度在1 120~1 130 ℃。这与拖偶试验的测量结果相差极小,这也验证了该处非接触式红外测温仪所测温度数据的可靠性。
4 结 语
由于退火炉RTF段热处理峰值温度偏低,不能满足产品钢退火工艺的要求,严重影响了硅钢厂产品钢的生产。在解决此问题的过程中,对该段辐射管烧嘴 进行了各项参数的诊断测试和分析,发现烧嘴存在严重的燃烧状态不佳、空煤气配比不合理等问题。针对这些问题,从烧嘴燃烧机理、燃烧介质特性以及辐射管烧嘴结构等方面进行深入研究。经燃烧状态优化,结果如下:
(1)煤气管道内壁积灰堵塞使得部分烧嘴前煤气压力偏低,堵塞现象是由于焦炉煤气中的硫化物所引起。这说明焦炉煤气的现有用气质量标准不符合退火炉实际生产条件,应着手解决煤气质量问题。同时应强化煤气管道的维护清扫,每季度煤气管道需清理一次,才能保证煤气管道的疏通和流量孔板的正常。
(2)RTF段辐射管烧嘴燃烧状态改善,经燃烧状态优化,降低了空气过剩系数,烧嘴烟气中的氧含量由12%降低到2%,燃烧效率提高。在实际运行时,由于漏气、吸气以及操作不当等原因有可能使空气过剩系数偏离其合理值,因此必须经常对辐射管烧嘴燃烧状态进行跟踪。
(3)提高RTF段热处理温度,产品钢在线速度为15 m/min时,在RTF段末端退火峰值温度达到了1 113 ℃,比诊断调试之前提高了100 ℃,满足退火工艺需要。
猜你喜欢
环球时报(2023-02-09)2023-02-09 17:16:43
山东冶金(2022年4期)2022-09-14 08:59:30
发明与创新(2022年16期)2022-05-18 04:15:36
建材发展导向(2021年12期)2021-07-22 08:06:40
能源工程(2021年2期)2021-07-21 08:39:50
环境保护与循环经济(2020年9期)2020-11-04 04:14:50
科学导报·科学工程与电力(2019年17期)2019-10-21 11:49:26
劳动保护(2019年7期)2019-08-27 00:41:28
西南石油大学学报(自然科学版)(2018年6期)2018-12-26 01:00:16
家电科技(2018年1期)2018-01-24 08:46:27
