
Inconel625全螺旋堆焊管冷弯工艺及常见缺陷的分析及预防
2021-02-21 05:14张杰,高敏
工业加热 2021年12期
张 杰,高 敏
(烟台国冶冶金水冷设备有限公司,山东 烟台 265500)
基于Inconel625全螺旋堆焊管在耐磨、抗高温腐蚀等方面的优异性能,Inconel625全螺旋堆焊管逐步在转炉烟道、垃圾焚烧余热锅炉等领域得到了推广和应用。考虑到热弯工艺会导致高温下合金层接触钢制胎膜具致使合金堆焊层稀释率加大,降低堆焊合金性能,我们采用了冷弯弯管工艺,从弯管设备的选择,模具、夹块的设计,以及弯管参数的选择、回弹量等方面进行综合考虑和工艺论证,并在我公司出口墨西哥全堆焊炉口段烟道上得到了全面的验证和应用。
1 Inconel625全螺旋堆焊管在冷弯中存在的问题
Inconel625全螺旋堆焊管是在20 G钢管表面堆焊一层Inconel625材料,以增加材料的耐高温、耐磨性、耐腐蚀性等性能,结构形式如图1所示。
图1 堆焊管实物图
Inconel625材料屈服及抗拉强度比20G钢管高,而随着屈服强度的增大,材料延展性能会下降,因此螺旋堆焊管在屈强比、硬化指数等影响材料延性指标方面与20G钢管存在较大差异。
依据TSG11-2020锅炉安全技术规程以及GB/T16507.5—2013水管锅炉制造,锅炉管弯管主要技术指标有:椭圆率、壁厚减薄率、表面质量等。Inconel625螺旋堆焊管弯管中的缺陷主要表现为:圆弧处椭圆度超差;圆弧外侧管壁减薄量过大;弯管处存在弯裂以及表面裂纹等。不同的弯曲半径,缺陷表现的程度也不相同。
2 全螺旋堆焊管的冷弯管工艺
2.1 弯管设备
以Φ38×4.57-20G钢管,Inconel625堆焊层1.8 mm为例。对比和论证后选用了63 mm顶推型小半径液压弯管机。该弯管如图2所示,机设置了顶推油缸,顶推动作采用液压位置伺服控制,速度和弯管速度同步,在管子弯曲的同时受轴向压紧力的作用,可以有效解决应变中性层内移的问题;同时压块的压紧力采用比例减压阀控制,压块能跟随弯管模的转动而移动,有利于小弯曲半径管的弯制。弯制需要的夹块、模具、圆弧槽、滚轮等需要保证尺寸精度及表面粗糙度(见图3)。
2.2 弯曲半径的选择
采用63 mm顶推型小半径液压弯管机,20G钢管弯曲半径一般不小于钢管直径的1.3~1.5倍;在满足弯管椭圆率、减薄率及表面质量的前提下,Φ38×4.57-20G钢管最小弯曲半径可以达到50 mm。
全螺旋堆焊管由于在20 G钢管表面堆焊一层1.8 mm厚的Inconel625材料,使材料的屈服强度、延展率等发生较大变化,Inconel625的屈强比、硬化指数均高于20G材料,随着材料强度的增大,其延展率会减弱。
(1)不同弯曲半径下弯管外侧堆焊层、碳钢管厚度变化以及碳钢管的减薄率对比见表1~表3。

表3 70弯曲半径下弯管外侧堆焊层、碳钢管厚度变化、碳钢管的减薄率对比
弯曲试样及厚度检测方法(数显游标卡尺、超声波测厚仪)见图4:

图4 弯曲试样及厚度检测
(2)弯管外侧最小厚度。
依据GB/T16507.5—2013水管锅炉制造标准,弯管外侧最小厚度应满足:
式中:δa为弯头外侧壁厚,mm;R为平均弯曲半径,mm;Do为管子公称外径,mm。
其中,δmin=δ1+C1
式中:δ1为直管的计算厚度,mm;C1为腐蚀裕量,mm。δ1、C1按GB/T 16507.4的规定取值。
经过计算:螺旋堆焊管弯管外侧最小厚度应≥5.43 mm。
(3)不同弯曲半径下弯管圆度对比。
管材弯曲时,由于中性层外侧材料受切向拉应力,中性层内侧材料受切向压应力,且其合力近似指向管横截面中心,使弯管横截面圆周方向产生变形和位移,其结果导致弯曲平面内的管径减小,垂直于弯曲平面的管径增大,即产生横截面的畸变,又称作失圆,常用圆度来衡量截面畸变程度,圆度公式:
式中:Dmax为弯头顶点上测得的最大外径,mm;Dmin为在Dmax同一横截面上测得最小外径,mm。
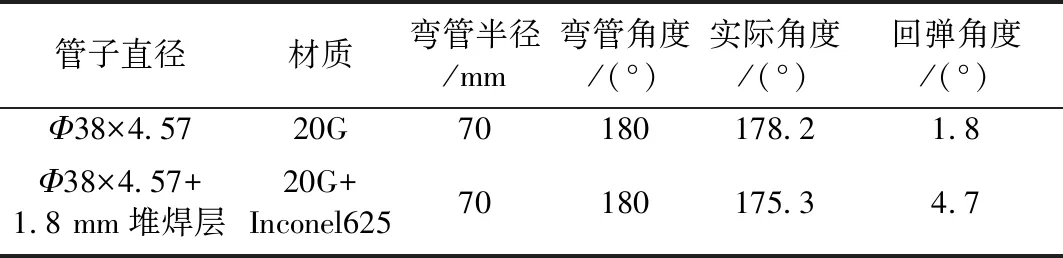
考核标准如下:①成排弯管子圆度≤12%;②其他管子:当R/Do≤1.4时,圆度≤14%;当1.4 不同弯曲半径下弯管椭圆度对比见表4。 表4 不同弯曲半径下弯管椭圆度对比 (4)通球实验。 按照GB/T16307.6—2013水管锅炉标准,弯管通球直径按照表5计算,通球直径为20.3 mm钢球。弯曲半径为50、60 mm时,钢球无法通过测试,而弯曲半径为70 mm时,钢球可以顺利通过测试。 表5 弯管通球直径 综上实验结果,Φ38Inconel625堆焊管(堆焊层1.8 mm)最小弯曲半径应大于等于70 mm,即弯曲半径≥1.68D。这样可以保证堆焊管弯管的圆度、减薄率、通球实验等满足TSG11—2020锅炉安全技术规程以及GB/T16507—2013水管锅炉标准要求。 图5 弯管及通球直径 管子弯制时,在外力作用下材料产生塑性变形,而材料本身具有一定的弹性,在弯制成型后产生回弹。回弹量将随着材质、管子直径、弯曲半径、壁厚、弯制角度的不同而发生变化。一般情况下,材料屈服强度越大,回弹越大;壁厚越大、弯制角度越大,回弹越大(见表6)。由于Inconel625材料的屈服强度比20 G材料高,螺旋堆焊管的弯曲回弹大大高于20 G钢管。 表6 弯管回弹角度 根据上述实验结果,180°螺旋堆焊管弯曲回弹角度选用4.8°(见图6)。 管子弯曲角度偏差≤±1°。如果弯管不在同一平面,空间夹角为90°时,角度偏差≤±1.5°;空间夹角不为90°时,角度偏差≤±2.0°。角度偏差可以用专用测量尺或平板上放角度样板与弯管比较测量。 由于Inconel625与20G材料在屈服强度、抗拉强度、延展率等方面存在较大差异,弯制时不同材料之间的塑性变形量存在不同,相比单一材料而言,弯制过程中更易产生表面缺陷,主要表现为弯裂、表面裂纹等。 对50、60、70 mm三种弯曲半径的试样进行PT检测,其中50弯曲半径的试样出现弯裂和表面裂纹,60 mm弯曲半径的试样出现少量表面裂纹没有出现弯裂缺陷,70 mm弯曲半径的试样没有发现表面裂纹及弯裂缺陷。 图7是堆焊管弯制后部件及产品照片。 图7 堆焊管弯制后成品 通过对Inconel625全螺旋堆焊管冷弯弯管工艺分析以及实验,最终在产品的弯管工艺参数上选择了70和80 mm弯曲半径,并在模具、夹块的设计上进行了改进和优化,弯管质量不仅达到了TSG11—2020锅炉安全技术规程以及GB/T16507.5—2013水管锅炉标准的要求,也满足了国外客户的技术要求。 该工艺方案已成功应用到出口墨西哥炉口烟道项目中,这也是世界上首台套全螺旋堆焊管烟道,目前该烟道已顺利安装和运行,也为后续类似产品的制造提供了依据和参考。

2.3 全螺旋堆焊管弯曲后的回弹分析
2.4 弯曲角度控制
2.5 Inconel625堆焊管弯制后表面缺陷

3 结 论
猜你喜欢
材料保护(2022年5期)2022-12-07
机械工程师(2022年10期)2022-11-17
机床与液压(2022年1期)2022-10-14
材料科学与工艺(2022年1期)2022-03-11
发明与创新(2021年3期)2021-12-06
发明与创新·小学生(2021年1期)2021-01-11
汽车文摘(2016年1期)2016-12-10
山东工业技术(2015年4期)2015-07-26
小天使·二年级语数英综合(2015年4期)2015-04-20
内燃机与配件(2014年5期)2014-08-29
