承压设备焊接式水压平盖关键技术研究
2021-02-15 08:34:20袁承春
电站辅机 2021年3期
袁承春
(哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046 )
0 前 言
锅炉和压力容器、压力管道等承压设备水压试验是整个设备制造过程中的关键重要工序。承压设备水压试验前接管端部一般焊接由板材下料加工的圆形水压平盖进行封堵。作为临时焊件,水压平盖在水压试验时承受着设备最大压力和应力集中,存在着变形、泄漏、失效等风险。其设计和制造检验过程每一疏忽大意、漏洞都可能导致安全事故,因此,水压平盖设计、制造、检验等安全性、规范性、合理性、先进性至关重要。本文通过对采用钢板材料制造的承压设备焊接水压平盖工程实践的调研,结合对相关法规标准学习和理解,对水压平盖关键技术进行了深入细致地分析和创新研究。对于制造难度大、成本高、周期长的水压封盖锻件则不予讨论。
1 设计结构
除锻件材料、钢板扳边制造的凹形端盖外,水压试验时承压设备圆筒或筒体、接管(统称接管)通常由板材下料加工的平盖或平封头、端盖、管板等(统称水压平盖)焊接封堵,水压平盖与接管呈角接接头形式,以角焊缝、组合焊缝、对接焊缝等连接,属于B类焊缝,见图1。
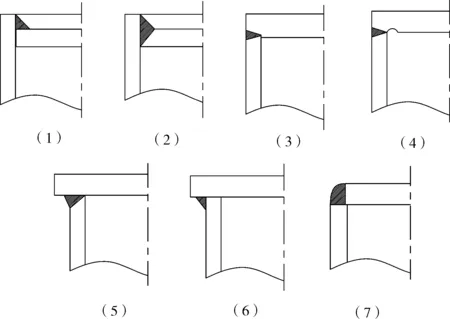
图1 常见水压平盖结构
根据水压平盖外径尺寸和装焊位置,可将其大致分为Ⅰ、Ⅱ、Ⅲ型,见表1。
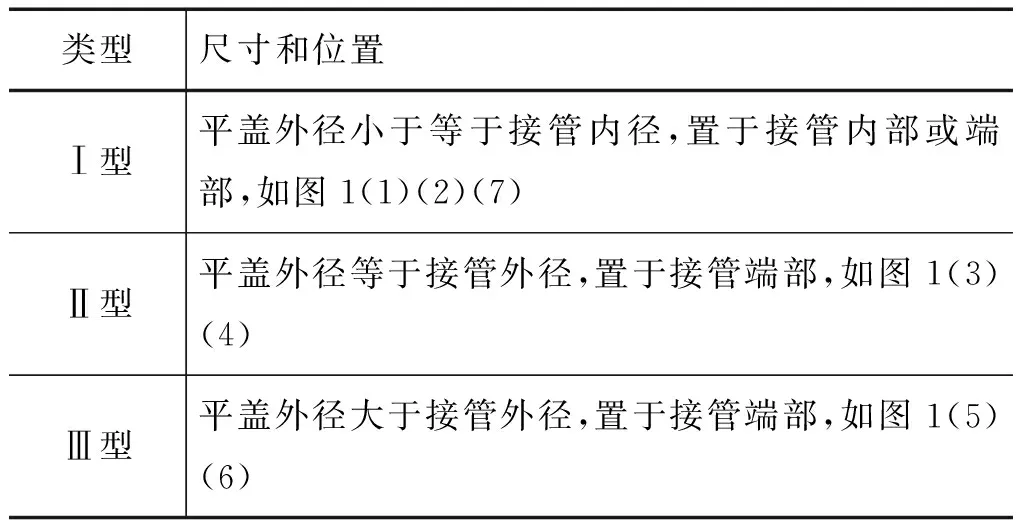
表1 常见水压平盖类型
虽然水压平盖结构承压能力差、板材厚重、应力集中严重、一次性使用材料浪费大、生产效率低等,但实际生产中由于取材方便、制作简单而广泛应用。我国每年制造各类承压设备消耗的水压平盖钢板材料可达数万吨、价值数亿元。
2 法规标准
一般焊接封堵在承压设备接管端部、采用钢板下料加工的平盖主要涉及的国内外锅炉和压力容器法规标准见表2。
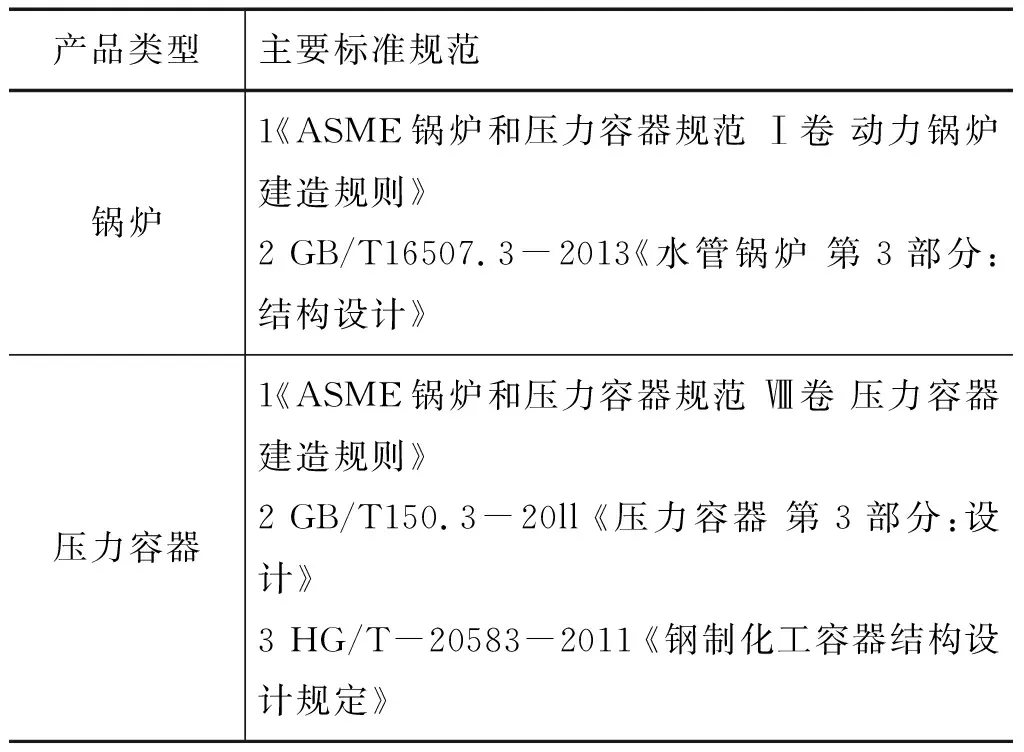
表2 平盖主要国内外法规标准
2.1 锅炉
2.1.1 《ASME锅炉和压力容器规范Ⅰ卷 动力锅炉建造规则》
在PG 篇 所有建造方法的通用要求中,允许采用的平盖见图2。

图2 ASME动力锅炉允许采用的平盖
PG-93平板角接头的检测和修补要求规定,厚度大于13毫米的平盖焊在其它接管上形成角接接头,如果平盖外露边缘与焊缝边缘间的距离小于平盖厚度,平盖周边任何外露加工面在焊接后应采用磁粉或流体渗透方法进行检测。例如图2(4)(5)。检测时所发现的会影响容器安全性的叠层、裂缝或其它缺陷,应进行修补。
PW篇 焊接制作锅炉的要求规定:禁止采用的平盖见图3。
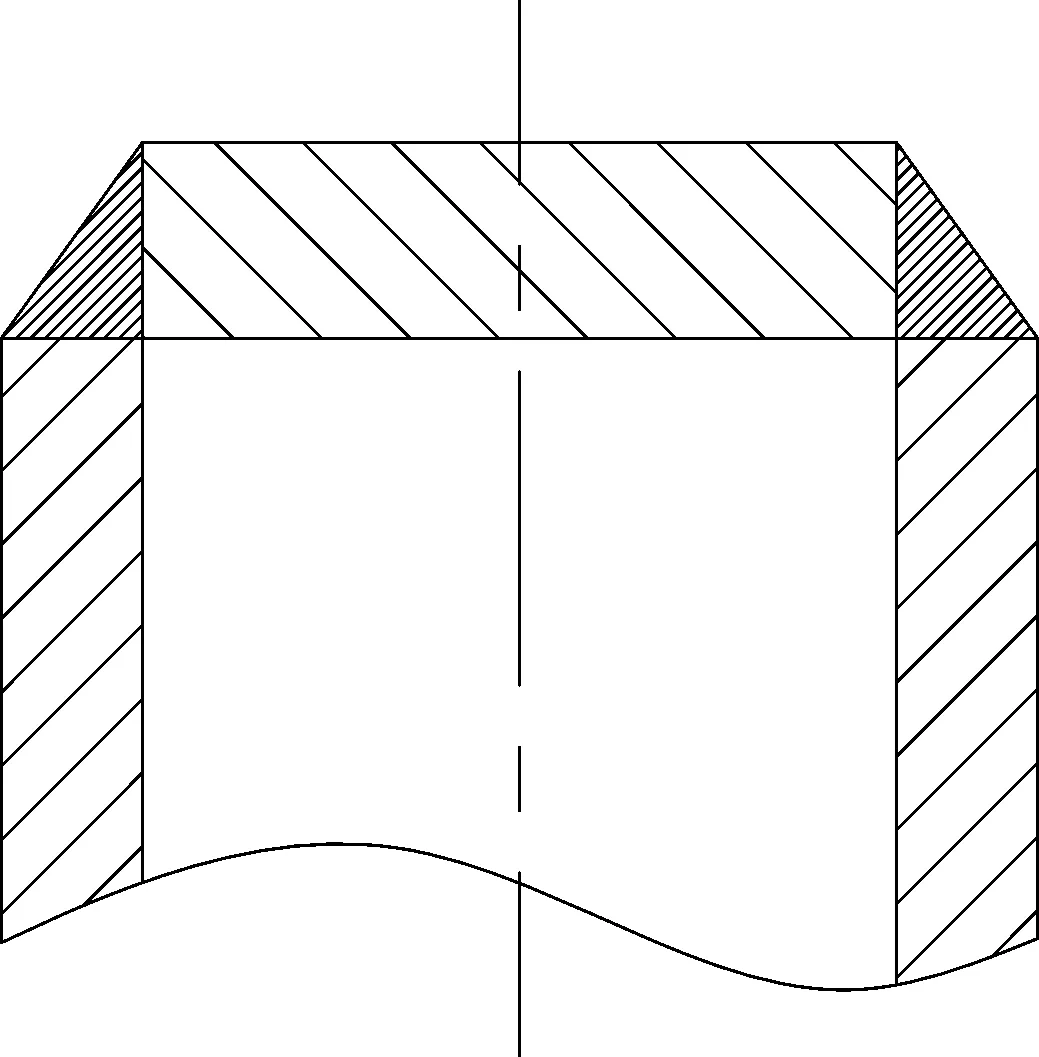
图3 ASME动力锅炉禁止采用的平盖
2.1.2 GB/T16507.3-2013《水管锅炉 第3部分:结构设计》
第5条焊接连接要求规定,允许采用的平盖见图4。例如图4⑶平盖在满足焊脚高度k1=k2=t1时,计算其计算厚度t2的结构特性系数kf取0.65;用于水压试验时,结构特性系数kf取0.4;t1为接管计算厚度。

图4 水管锅炉允许采用的平盖
2.2 压力容器
2.2.1 《ASME锅炉和压力容器规范 Ⅷ卷 第一册 压力容器建造规则》
2.2.1.1 A分卷 通用要求
UG篇 各种建造方法和各种材料的通用要求规定:允许采用的平盖见图5。
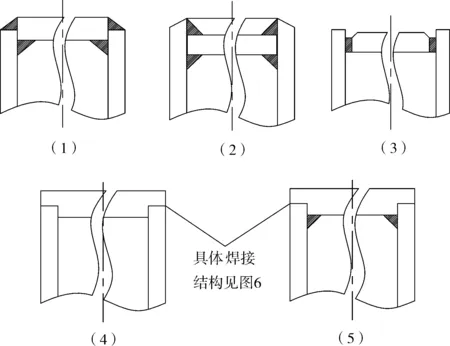
图5 ASME压力容器允许采用的平盖
2.2.1.2 B分卷 与压力容器制造方法有关的要求
UW篇 焊制压力容器的要求规定[3],允许采用的平盖见图6。例如图6⑶要求焊缝a+b≥2ts、tp≥ts;图6⑷要求焊缝a≥2ts;图6⑹要求焊缝a1+a2≥2ts。tp为平盖外圆到坡口距离、th为平盖公称厚度、ts为接管公称厚度。
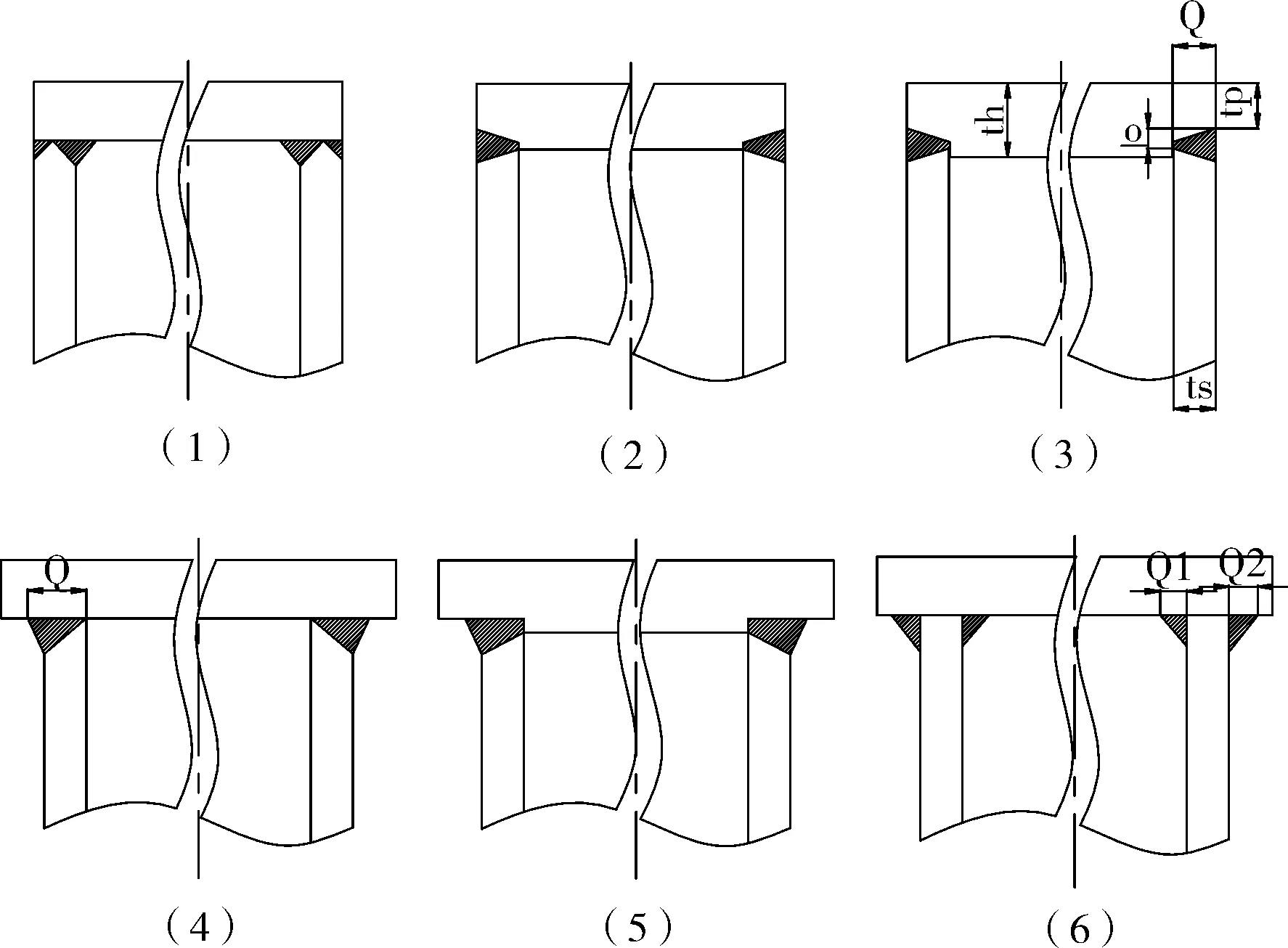
图6 ASME焊制压力容器允许采用的平盖
贯穿接头的尺寸(角焊缝厚度)小于接管或平盖厚度或在连接处造成偏心的接头均不允许,见图7。

图7 ASME焊制压力容器不允许采用的平盖
带有对接焊颈的平盖见图8,图8带颈的平盖由轧制钢板加工而成是不允许的,除非当颈部长度在板材全厚度方向内时,满足以下由板材加工的平盖颈部的要求:
(1)板材:应当用使生产的材料在全部厚度上具有至少等于材料标准规定性能的方法来制造。板材必须按下列要求进行试验和检测:①试样切取方向应平行于颈部轴线,并尽可能的靠近颈部;②应从颈部的板材切取两个成直角拉伸试样。
(2)检测要求:①零件在机加前后应超声波检测;②颈部在焊前应磁粉或渗透检测;③焊后焊缝及附近应射线或超声波检测。
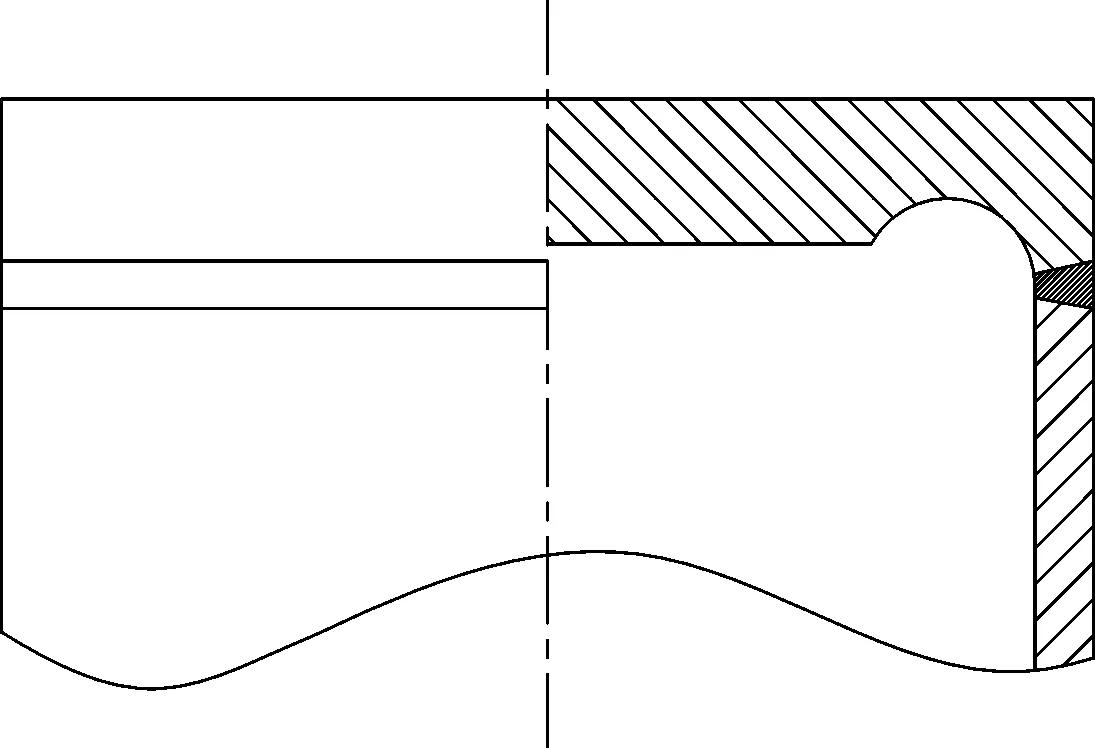
图8 ASME焊制压力容器带有对接焊颈的平盖
2.2.2 GB/T150.3-20ll 《压力容器 第3部分:设计》
第5.9条平盖规定,允许采用的平盖见图9。例如图9⑷要求焊缝厚度k≥1.4ts;图9⑸要求平盖外圆到坡口距离th1≥ts+3。th为平盖有效厚度、ts为接管有效厚度。
设计方法是基于塑性分析导出的,适用于平盖与筒体和接管全焊透连接结构见图10。图10⑴宜采用锻件加工制造,如采用轧制板材直接加工制造,则应提出抗层状撕裂性能的附加要求。不允许采用的平盖结构同图7。某设备DN200接管曾采用不允许结构图7⑵而且焊脚小,发生了平盖变形、焊缝断裂、平盖飞出事故。由于焊缝区存在严重应力集中,平盖封头破坏经常是封头与管道间焊接不好,封头结构及焊接结构不合理,导致焊缝无法承受压力作用而发生强度和结构破坏[1];特种承压设备安全状况与监管水平与社会日益增长的质量安全需求不相适应[2]。
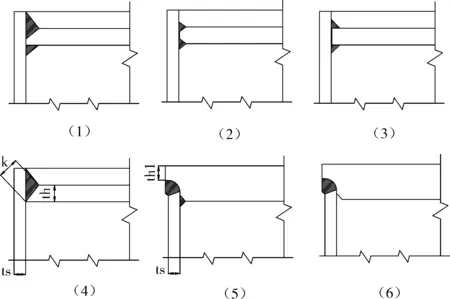
图9 压力容器允许采用的平盖

图10 压力容器全焊透平盖
2.2.4 HG/T20583-2011《钢制化工容器结构设计规定》
第18.5条角接焊缝规定,允许采用的平盖结构见图11。例如图11⑷要求焊脚高度k=ts。th为平盖名义厚度、ts为接管名义厚度。
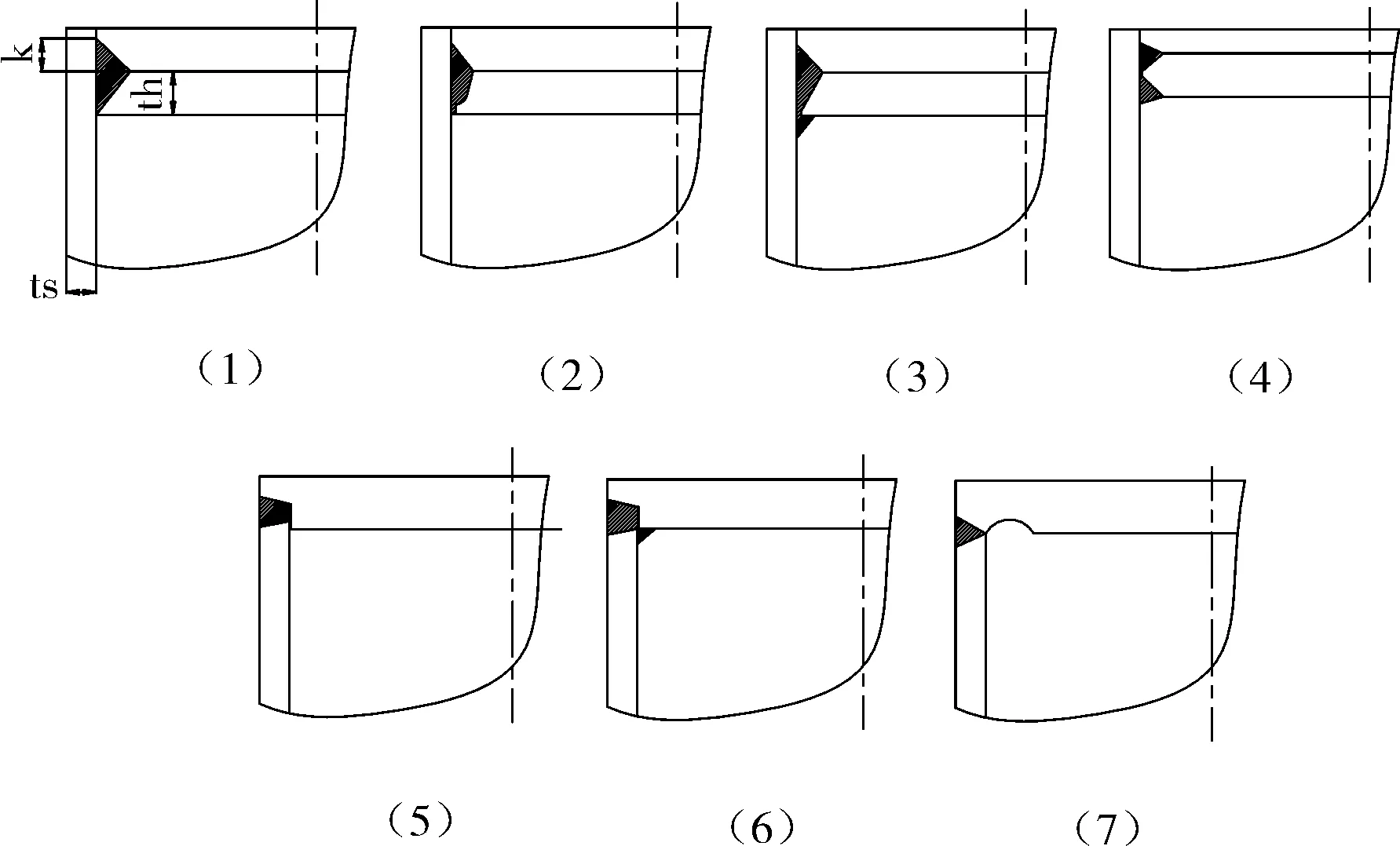
图11 钢制化工容器允许采用的平盖
可以看到,为确保结构安全规范,上述法规标准推荐或强制的每个平盖都有结构和焊缝尺寸和适用范围要求、都对应一个结构特性系数。平盖在接管内径、内压力与材料许用应力比值一定的情况下,其厚度都与结构特性系数正相关;或者说符合相关要求的平盖可以取得结构特征系数、按公式计算平盖厚度。
3 关键技术研究
锅炉和压力容器同属于承压类特种设备或特种承压设备。两者既相互独立又紧密联系;各有自己的设计制造标准规范体系和安全技术监察规程。在工程实践、先进制造技术上可相互借鉴、相互学习。锅炉和压力容器产品设计和制造主要法规标准见表3。
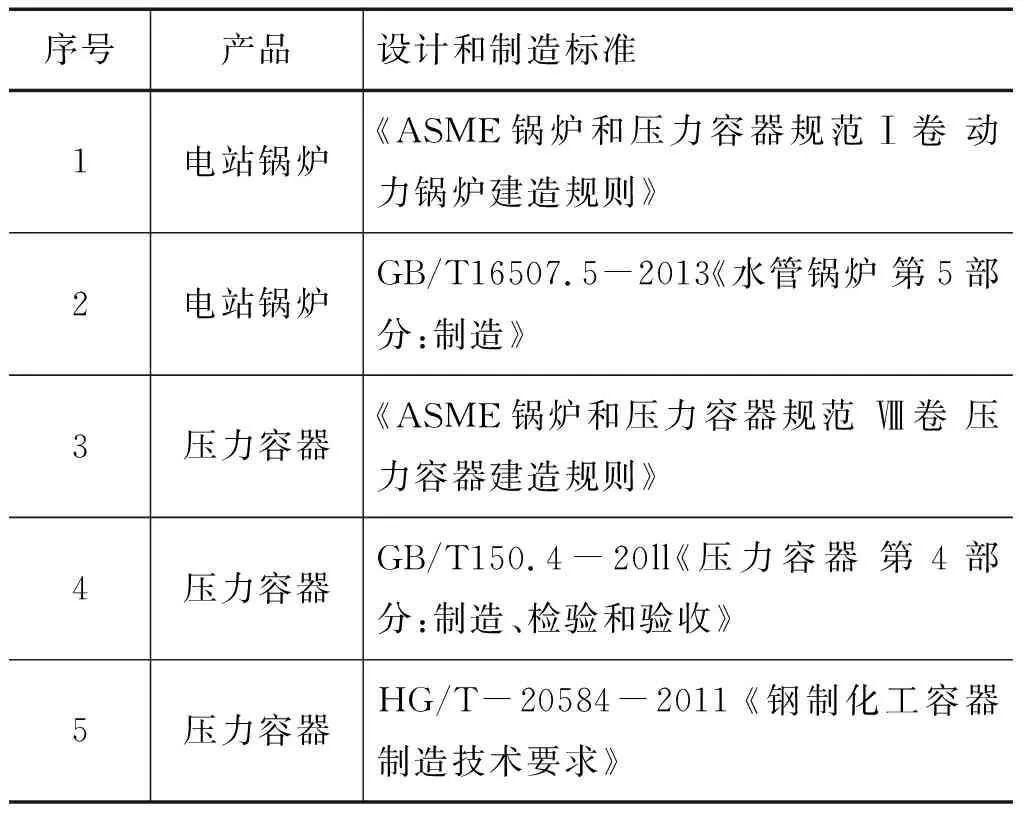
表3 承压设备相应法规标准
3.1 电站锅炉
电站锅炉的锅筒、启动分离器、贮水箱、疏水扩容器、集箱等主要承压零部件的大口径接管常见水压平盖与法规标准平盖符合程度见表4。
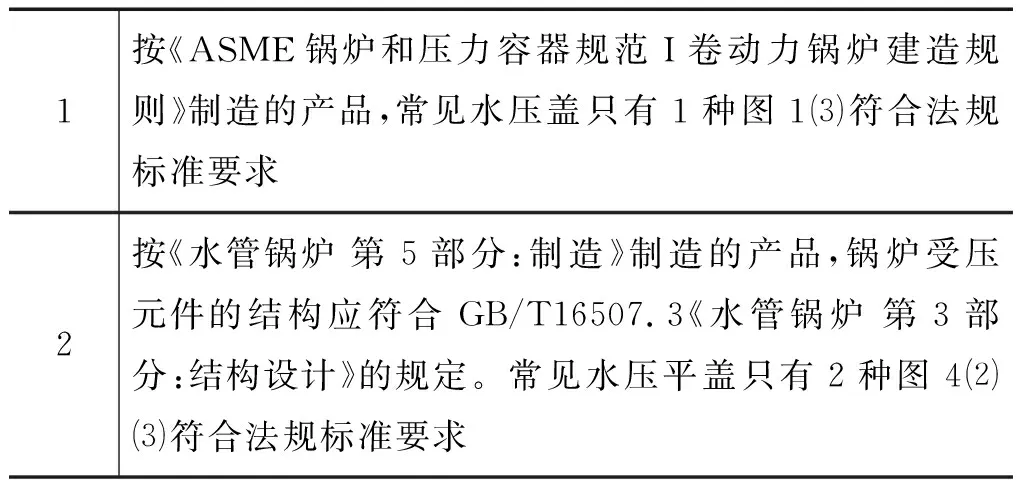
表4 常见水压平盖与锅炉法规标准比较
3.2 压力容器
石油化工压力容器、锅炉除氧器和高压加热器等大口径接管常见水压平盖与法规标准平盖符合程度见表5。

表5 常见水压平盖与压力容器法规标准比较
相关安全技术监察规程要求:压力容器制造单位应当严格执行有关法规、安全技术规范及技术标准,按照设计文件的技术要求制造压力容器;水压试验时,压力容器上焊接的临时受压元件,应当采取适当的措施,保证其强度和安全性;锅炉的设计也应当符合安全、可靠和节能降耗要求,各受压元件应当有足够的强度。
3.3 主要问题和解决办法
3.3.1 主要问题
水压平盖作为临时焊接的受压元件,按材料、与接管焊接接头厚度和设计要求确定是否进行焊后热处理。当不同厚度受压元件焊接时,接管与平盖的B类焊接接头,取接管厚度作为焊接接头厚度;水压平盖连接焊缝应该按承压设备法规标准要求进行无损检测合格。
⑴Ⅰ型水压平盖
接管按设计图纸加工,不留水压余量,Ⅰ型水压平盖主要工艺流程:水压平盖气割下料加工→产品整体热处理前在接管内壁装焊水压平盖→焊缝检查→水压试验后割除水压平盖、修磨内壁→内表面磁粉检测。
由于在接管内壁沿圆周气割水压平盖,操作难度较大,容易造成内表面母材损伤,需要额外补焊、修磨、无损检测等返修操作,导致接管内表面质量问题较多。
⑵Ⅱ、Ⅲ型水压平盖
接管在水压试验前留30~50 mm水压余量,Ⅱ型水压平盖主要工艺流程:水压平盖气割下料加工→产品整体热处理前在管端装焊水压平盖→焊缝检查→水压试验后割除水压平盖→机加管端坡口→坡口表面检查。在管端预留水压余量焊接水压平盖,降低了接管材料利用率。
实际生产中对Ⅱ型水压平盖外圆钢板表面几乎没有进行过磁粉检测,与规范不符;带有对接焊颈的Ⅱ型水压平盖图1⑷,相关法规标准要求应采用锻件材料,如果采用钢板加工需要进行机械性能检验和无损检测或考虑防止层间撕裂。
承压设备相关国内外法规标准对受压元件平盖设计计算等有具体详细规定,作为承压设备主要受压元件,虽然存在结构厚重、承压能力差等不利条件,但由于取材方便、制作简单、长期使用、设计计算规范成熟而广泛应用。而常见水压平盖仍存在着一些需要解决的问题,见表6;

表6 常见水压平盖存在的主要问题
3.3.2 解决办法
通过对承压设备水压平盖关键技术分析和研究,可以看到现有工程实践中水压平盖设计结构和制造工艺存在着需要创新解决的疑难技术问题,有效解决办法:
首先,依据法规标准重新梳理常见水压平盖结构合理性,淘汰法规标准不允许的平盖结构、适当增加法规标准允许的双面焊平盖结构,消除安全隐患,提高水压平盖规范、安全、可靠性;选用水压平盖焊接设计结构和制造工艺要根据产品的设计制造检验法规标准,具体问题、具体分析。
其次,根本改变目前常见水压平盖设计和制造技术陈旧落后状况,积极引进应用推广大口径厚壁接管水压平盖一盖两用、可多次使用的凸形封头形式焊接水压封盖[3]、接管水压余量结构减薄优化、减少接管水压余量(可将以往一次性使用的水压平盖所需的30~50 mm水压余量降低至可以多次使用的水压封头所需的5~15 mm水压余量)、对接焊缝代替角焊缝和组合焊缝等新发明、新技术、新工艺,大力改善接管内表面质量、优化水压封盖形状结构、增加水压封盖重复使用次数、降低接管和水压平盖材料消耗,提高经济效益。
由于与国内外法规标准的平盖设计要求不符,实际生产中I型水压平盖不应采用图1(1)(7)结构,II型平盖不应采用图1(4)结构,III型平盖不应采用图1(6)结构。
最后,提高对承压设备设计制造检验的全行业、全员安全意识和管理水平,确保水压平盖焊接设计结构和制造安全性、规范性、合理性、先进性、经济性、可靠性。
总之,实际生产中作为临时焊件的水压平盖设计结构起码应该不折不扣地参考借鉴并且不违反国内外法规标准对于受压元件平盖的设计要求,这样才能保证其强度、安全性要求;同时,从创新发展角度,又要克服以往实际生产中水压平盖一次性使用的陈旧落后做法,大胆采用可以多次使用的凸形封头的水压封盖结构,相应减少焊接消耗和接管水压余量消耗、材料浪费,优化焊接结构和效率和无损检测水平。使焊接式水压平盖设计结构和制造技术有个全面改观和提升。
4 结 语
为持续改进和提高锅炉和压力容器、压力管道等特种承压设备设计和制造质量和关键技术水平,推动我国装备制造高质量发展和科技进步,补短板、堵漏洞、强弱项,本文结合工程实践经验和对国内外法规标准规范熟练掌握,对承压设备常见水压平盖存在的疑难技术问题进行了详细地调研、梳理、分析、研究,供同行业工程技术人员、专家、学者参考、借鉴、交流、探讨。
猜你喜欢
水利科学与寒区工程(2023年8期)2023-09-05 14:05:32
发明与创新(2021年39期)2021-11-05 07:15:36
建材发展导向(2021年10期)2021-07-16 07:13:24
幽默大师(2018年12期)2018-12-06 08:29:28
幽默大师(2018年11期)2018-10-27 06:03:04
幽默大师(2018年3期)2018-10-27 05:50:34
电子测试(2018年10期)2018-06-26 05:54:18
水利技术监督(2017年6期)2017-12-19 13:28:38
山东工业技术(2016年15期)2016-12-01 05:30:54
中国煤层气(2015年3期)2015-08-22 03:08:28