工艺参数对聚酯纤维针刺复合滤料半成品性能的影响
2021-02-14 04:14:10孙志钜李大伟刘庆生邓炳耀
产业用纺织品 2021年11期
任 旭 孙志钜 李大伟 刘庆生 邓炳耀
1. 江南大学生态纺织教育部重点实验室,江苏 无锡 214122;
2. 江南大学非织造技术中心,江苏 无锡 214122;
3. 浙江宇邦科技滤材有限公司,浙江 海宁 314400
随着工业化的持续推进,空气污染问题日益严重。对排放气体进行过滤是减少颗粒物排放的一种十分有效的方法。现有的烟尘过滤方法主要包括静电除尘过滤、膜过滤和纤维过滤等[1-2],其中纤维过滤技术应用最为普遍。非织造过滤材料具有立体的网状结构和密集的弯曲通道,可有效捕获并存储空气中的颗粒物[3],具有成本低、效率高和清灰简易等优势,因此被广泛用于空气过滤领域[4]。
目前,对梳理成网进行针刺加固是非织造过滤材料生产最常用的方式[5]。纤维成网是非织造材料生产的重要工序。在干法成网工艺中,梳理机的成网质量对产品的好坏起着关键作用[6]。主锡林与工作辊是梳理机的关键部件,它们对成网质量的影响很大[7]。
本试验将以聚酯纤维(超细聚酯纤维和普通聚酯纤维)及涤纶长丝基布为原料,利用浙江宇邦滤材科技有限公司的聚酯纤维针刺非织造过滤材料生产线,通过改变梳理机的主锡林速度和工作辊速度,研究工艺参数对针刺过滤材料力学性能、孔径和过滤性能等的影响,以期为高效率、低成本生产提供参考。
1 试验部分
1.1 主要材料与设备
1.1.1 主要材料
超细聚酯纤维1.56 dtex×51 mm、普通聚酯纤维2.22 dtex×51 mm,江苏三房巷集团有限公司;涤纶长丝基布,经密9根/(2.54 cm),纬密9根/(2.54 cm),面密度80 g/m2,常州仟亿光辰纺织有限公司。
1.1.2 主要设备及仪器
浙江宇邦滤材科技有限公司聚酯纤维针刺非织造过滤材料生产线,其中梳理机为ANDRITZ公司的CA21c-A355PPLL型高速梳理机(简称CA21c型梳理机),系双锡林、双道夫、双层铺网设计。
YG028型织物强力机,宁波纺织仪器厂;CFP-1100A型毛细管流动孔隙测量仪,美国施多威尔有限公司;YG461E型全自动透气量仪,宁波纺织仪器厂;LZC-H型滤料综合性能测试台,苏州华达仪器设备有限公司。
1.2 过滤材料的制备
超细聚酯纤维和普通聚酯纤维各自加入生产线中,经开松梳理和交叉铺网后,分别获得超细聚酯纤维网胎和普通聚酯纤维网胎。将超细聚酯纤维网胎作为迎面层,普通聚酯纤维网胎作为进气层,并在两层纤维网胎中间铺一层涤纶长丝基布,然后经过预刺、主刺,制得面密度为550 g/m2的复合滤料半成品(以下简称“滤料”)。
本文为研究梳理机的主锡林速度和工作辊速度对滤料力学性能、孔径和过滤性能的影响,保持工作辊速度在50 m/min,改变主锡林的速度(800、900、1 000和1 100 m/min),制备了4种滤料样品,分别标记为P-1、P-2、P-3和P-4;保持主锡林速度在1 000 m/min,改变工作辊的速度(30、40、50和60 m/min),制备了另4种滤料样品,分别标记为P-a、P-b、P-c和P-d。其中,P-3和P-c实为相同工艺参数制备的滤料样品。
1.3 测试方法
1.3.1 力学性能
根据GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》,使用织物强力机对滤料进行拉伸强力测试。将滤料裁剪成长20.00 cm、宽5.00 cm的条样,每种滤料测试5次,结果取平均值。
1.3.2 孔径
利用毛细管流动孔隙测量仪,测量滤料的孔径,获得孔径分布状况。
1.3.3 过滤性能
根据GB/T 5453—1997《纺织品 织物透气性的测定》,使用全自动透气量仪对滤料进行透气性测定。压差为200 Pa,测试面积为20 cm2。每种滤料测试5个点,结果取平均值。
使用滤料综合性能测试台进行过滤性能测试。测试面积为100 cm2,流量为84 L/min。过滤效率用上下游粒子数量差值与上游粒子数量的百分比表示。
2 结果与讨论
2.1 主锡林速度对滤料性能的影响
2.1.1 力学性能
表1是保持工作辊速度为50 m/min,不同主锡林速度制备的滤料的力学性能测试结果。
从表1可知:随着主锡林速度的增大,滤料纵向断裂伸长率先减小后增大、纵横强力比先增大后减小。其中,当主锡林速度为900 m/min时,制备的P-2滤料的纵向断裂伸长率较小、纵横强力比更接近于1.00。这主要是因为适当的主锡林速度有利于获得较好的纤维梳理效果,纤维团被梳理成单纤维的概率增加,纤维排列一致性更高,输出纤维网的均匀性提高。排列一致性更高的纤维在拉伸时可更有效地抵抗外力作用,滤料纵向断裂强力提高,纵横强力差异减小。

表1 不同主锡林速度制备的滤料的力学性能
2.1.2 孔径
非织造材料的过滤性能与材料本身的多孔结构密切相关。非织造过滤材料孔径增大,则其过滤效率降低[8-9]。图1是保持工作辊速度为50 m/min,不同主锡林速度下制备的滤料的孔径分布状况。

图1 不同主锡林速度下制备的滤料的孔径分布状况
由图1可知,当主锡林速度为900 m/min时,制备的P-2滤料样品的平均孔径最小,为(33.34±7.61)μm。由纤维在梳理过程中的数学模型可知[10-12],道夫转移部分纤维后,剩下的纤维会由锡林带回,在梳理单元中进行再一次分梳。主锡林速度增加后,纤维在梳理单元中的梳理次数增加,单纤化程度提高,输出纤维网的均匀性增强;但继续增加主锡林速度,则纤维会因受到过多的梳理而产生过多的短纤维,最终滤料的过滤性能受影响。
2.1.3 过滤性能
对保持工作辊速度为50 m/min,不同主锡林速度下制备的滤料的过滤效率、过滤阻力和透气性进行测试,结果见表2。

表2 不同主锡林速度下制备的滤料的过滤性能
由表2可知,保持工作辊速度为50 m/min,当主锡林速度为900 m/min时,制备的P-2滤料的过滤性能最佳,其对粒径≥2.00 μm的颗粒过滤效率高达93.18%,同时过滤阻力较小,可达到高效低阻的效果[13]。这是因为,合适的锡林速度能使纤维梳理更加充分,单纤化程度提高,梳理机输出纤维网均匀度较好,铺网后所形成的滤料更加均匀,故过滤效率随之提高。
2.2 不同工作辊速度对滤料性能的影响
2.2.1 力学性能
表3是保持主锡林速度在1 000 m/min,不同工作辊速度下制备的滤料的力学性能测试结果。
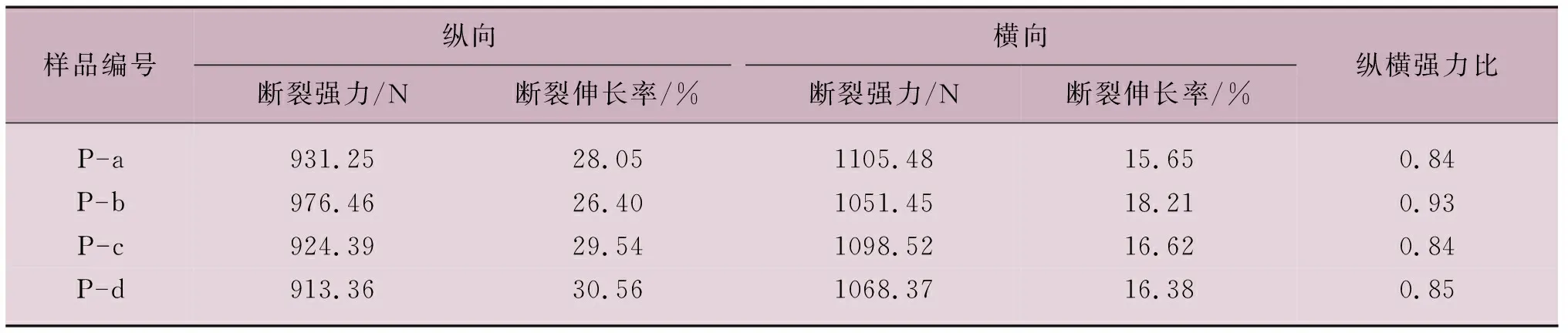
表3 不同工作辊速度下制备的滤料的力学性能
由表3可知:随着工作辊速度的增加,滤料纵向断裂伸长率先减小后增大、纵横强力比先增大后减小。其中,当工作辊速度为40 m/min时,制备的P-b滤料的纵向断裂伸长率较小、纵横强力比更接近于1.00。这主要是因为在该工作辊速度下,纤维团会受到良好的梳理,纤维在梳理过程中单纤化程度提高,纤维排列一致性增加,纤维网均匀度增加,这样滤料在受到纵向外力拉伸时,纤维可以更有效地抵抗外力作用,滤料的纵横向断裂强力差异减小。
2.2.2 孔径
图2是保持主锡林速度在1 000 m/min,不同工作辊速度下制备的滤料的孔径分布状况。
由图2可知,当工作辊速度为40 m/min时,制备的P-b滤料的平均孔径最小,为(32.25±6.47)μm。根据纤维分散数学模型可知,在针齿密度和针齿角度不变的情况下,适当增加工作辊速度可增加纤维的转移概率,但进一步增加工作辊速度会降低纤维转移率,减弱纤维梳理效果。同时,过高的工作辊速度易在其周围产生飞花,对原料利用和设备清洁产生消极影响。

图2 不同工作辊速度下制备的滤料的孔径分布状况
2.2.3 过滤性能
对保持主锡林速度在1 000 m/min,不同工作辊速度下制备的滤料的过滤效率、过滤阻力和透气性进行测试,结果见表4。
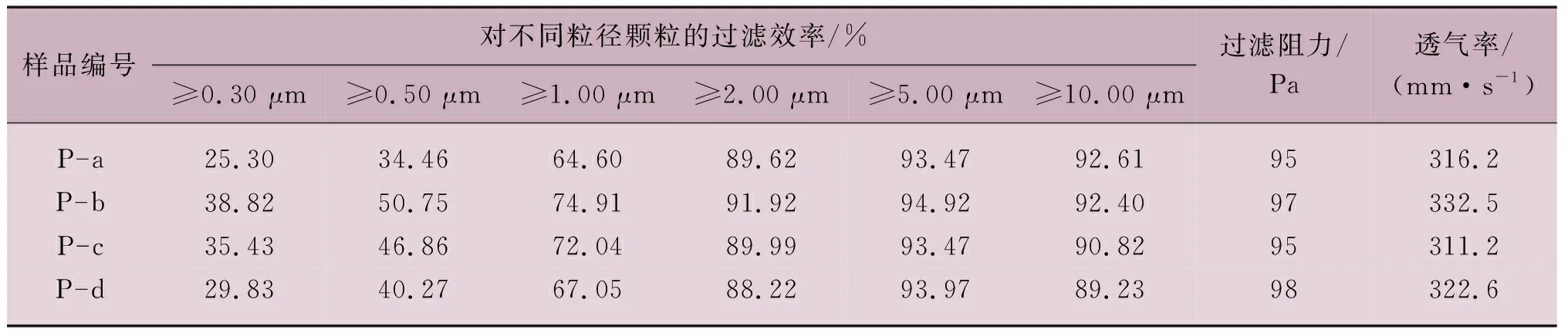
表4 不同工作辊速度下制备的滤料的过滤性能
由表4可知:保持主锡林速度在1 000 m/min,当工作辊速度为40 m/min时,制备的P-b滤料的过滤性能最佳,其对粒径≥2.00 μm的颗粒过滤效率为91.92%,且对小粒径颗粒的过滤效率亦高于其他样品;过滤阻力与其他样品相近。这主要是因为工作辊与锡林之间为分梳作用,合适的工作辊速度可使纤维受到充分的梳理,单纤化程度高,输出纤维更加均匀。
3 结论
本试验以聚酯纤维为原料制造针刺非织造复合滤料半成品,通过改变梳理机的主锡林和工作辊的速度,研究了工艺参数对滤料力学性能、孔径和过滤性能的影响,得出:
(1) 当工作辊速度保持在50 m/min时,主锡林速度增加,滤料的过滤效果先增强后减弱,对应的主锡林的最佳速度为900 m/min。在该条件下制备的滤料,其纵横强力比更接近1.00,平均孔径最小(33.34±7.61)μm, 过滤性能在该系列中最好,对粒径≥2.00 μm的颗粒过滤效率高达93.18%,同时过滤阻力较小,可达到高效低阻的效果。
(2) 当主锡林速度保持在1 000 m/min时,工作辊速度增加,滤料的过滤效果先增强后减弱,对应的工作辊的最佳速度为40 m/min。在该条件下制备的滤料,其纵横强力比更接近1.00,平均孔径最小(32.25±6.47)μm,过滤性能在该系列中最好,对粒径≥2.00 μm的颗粒过滤效率为91.92%。
猜你喜欢
纺织科学研究(2023年12期)2023-12-19 12:36:26
纺织标准与质量(2022年3期)2022-08-10 09:11:28
纺织科学研究(2021年1期)2021-12-03 15:04:42
纺织科技进展(2021年4期)2021-07-22 06:47:06
东坡赤壁诗词(2020年5期)2020-11-06 07:33:43
机械工程与自动化(2020年1期)2020-03-22 03:30:14
工业水处理(2020年12期)2020-03-08 16:51:16
棉纺织技术(2019年10期)2019-10-22 10:55:40
石油沥青(2018年3期)2018-07-14 02:19:22
纺织科学研究(2017年7期)2017-07-25 07:48:44