
管道埋弧自动焊合格率分析
2021-02-08 13:31:26薛姣龙
机械制造文摘·焊接分册 2021年6期
薛姣龙



摘要:采用钨极氩弧焊(GTAW)打底、埋弧焊(SAW)填充和盖面,即GTAW+SAW焊接方法对20钢、L245N钢、A335-P5钢、A335-P22钢及022Cr19Ni10钢的管道焊缝进行了焊接,并进行了RT无损检测,将该结果与传统氩电联焊(GTAW+SMAW)焊件的RT无损检测结果进行了对比分析。RT结果表明,GTAW+SAW不合格率比GTAW+SMAW的低0.75%。随后对GTAW+SAW和GTAW+SMAW的缺陷类型进行了统计分析。统计结果表明,GTAW+SAW对于缺陷的控制效果优于GTAW+SMAW;手工焊中人为因素对焊接合格率影响较大。该文为自动焊接技术在工业管道施工过程中的推广提供了依据。
关键词:埋弧自动焊;一次合格率;缺陷类型
中图分类号:TG445
Abstract:Welding method of backing weld by GTAW and filling weld and covering weld by SAW, namely GTAW+SAW, was used to join pipe welds of 20 steel, L245N steel, A335-P5 steel, A335-P22 steel and 022Cr19Ni10 steel, and RT nondestructive testing was performed. RT result of GTAW+SAW weldments was compared and analyzed with that of GTAW+SMAW weldments. The RT result showed that the unqualified rate of GTAW+SAW was 0.75% lower than that of GTAW+SMAW. Then the defect types of GTAW+SAW and GTAW+SMAW were analyzed statistically. The statistic result showed that GTAW+SAW had better defect control effect than GTAW+SMAW. In manual welding, human factors had a greater influence on the welding qualification rate. This paper provided a basis for the popularization of automatic welding technology in the process of industrial pipeline construction.
Key words:automatic submerged arc welding;first qualification rate;defect type
0 前言
目前,自动焊技术在长输管道施工过程中应用推广良好[1-4],由于长输管道大口径、高钢级、大壁厚等特点,其流水施工作业优势明显,而工业管道安装具有
多材质,多规格,焊接工作量大等特点[5-8],为降本增效,自动焊接也在逐步推广,例如中石化十公司在石家庄炼化260万吨/年柴油加氢工程施工中不锈钢管道应用埋弧自动焊[9],对自动焊效率,焊材消耗,劳动条件,环境要求,可操作性等方面进行了分析评价。中石化四建公司在中石化长炼分公司170万吨/年渣油加氢处理装置通过一系列措施保证焊接一次合格率[10],然而针对自动焊接的一次合格率情况并没有进行系统研究。
1 焊接工藝及材料
以盛虹炼化一体化项目1 600万吨/年常减压蒸馏装置管道施工为例,涉及到的碳钢材质有:GB/T 8163 20,GB/T 9948 20 H2S,GB/T 9711 L245N HIC/H2S,铬钼钢材质有:A335-P5,A335-P22, 不锈钢材质有:022Cr19Ni10。针对以上管道公称直径≥DN150,壁厚≥6 mm管道焊缝采用钨极氩弧焊(GTAW)打底,埋弧焊(SAW)进行填充和盖面,即GTAW+SAW焊接方法。GTAW +SAW工艺参数见表1。
2 试验结果及分析
根据表1的焊接工艺参数,并严格遵守相应焊接施工程序,对相同时期内,将GTAW+SMAW与GTAW+SAW焊件的RT无损检测结果进行了统计分析,结果见表2。
RT检测结果有2种:合格和不合格。因此n次检测结果分布律遵循(0-1)分布,假设拍片不合格率为p,则检测结果分布律为公式(1):
则似然函数为公式(2):
对L(p)取对数,得对数似然函数公式(3):
借此方程得p的极大似然估计为公式(5):
由表2可知,GTAW+SAW一次拍片不合格率p^1的极大似然估计值为0.020 5,GTAW+SMAW不合格率p^2的极大似然估计值为0.028,可以看出GTAW+SAW不合格率比GTAW+SMAW的低0.75%。
由于2种方法的样本容量足够大,依据中心极限定理,样本均值的抽样分布分别近似服从正态分布,根据上述2种方法不合格率的极大似然估计值,利用表3数据检验假设H0:p^1≥p^2,H1:p^1<p^2。
在水平0.01下拒绝域为公式(6):
取材质20钢数据进行验证:X—=0.009,Y—=0.02,n=3 369,m=9 019,结论为拒绝原假设H0。同样对其他材质进行验证都得出相同的结论。因此,可以得出结论:在制定切实有效的施工工艺规程条件下,GTAW+SAW的焊接质量优于GTAW+SMAW。
观察表3,不同材质下GTAW+SAW的不合格率都低于GTAW+SMAW,对于A335-P5合金钢2种焊接方法下不合格率都高与同焊接方法下其他2种材质,分析原因可能是由于A335-P5合金钢焊接性能差,且焊接过程需要进行加热,控制因素角度,导致不合格率高于其他2种材质。
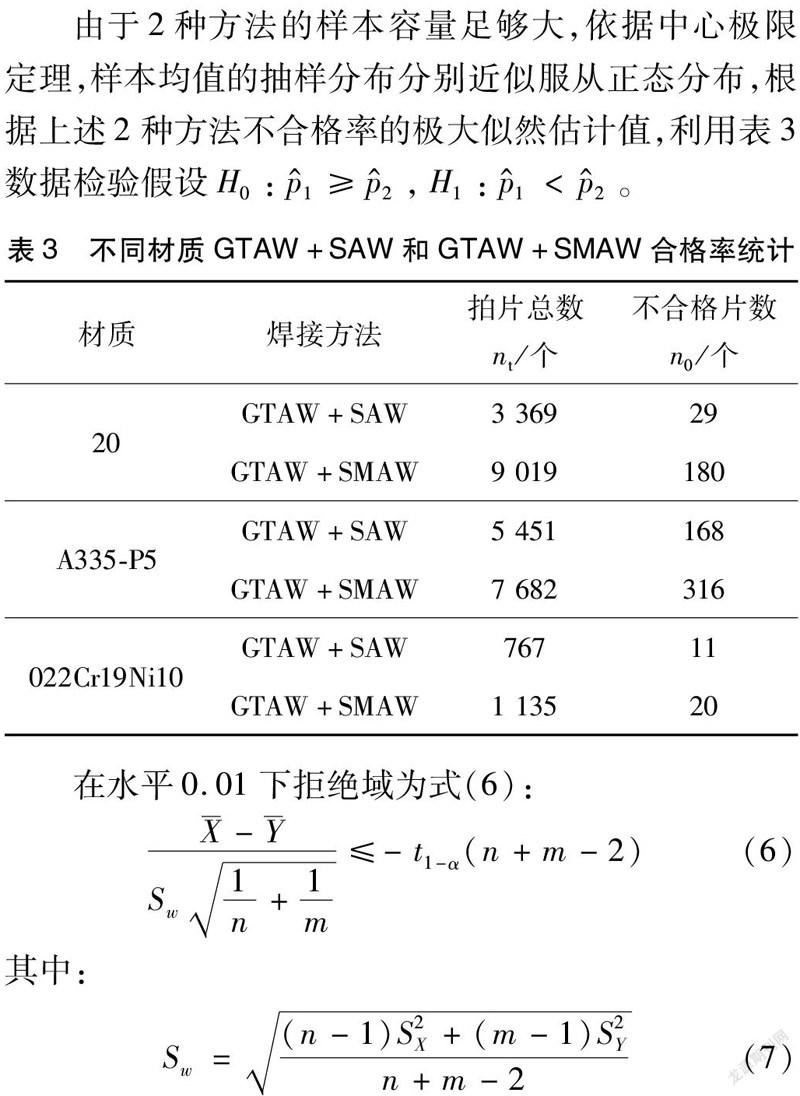
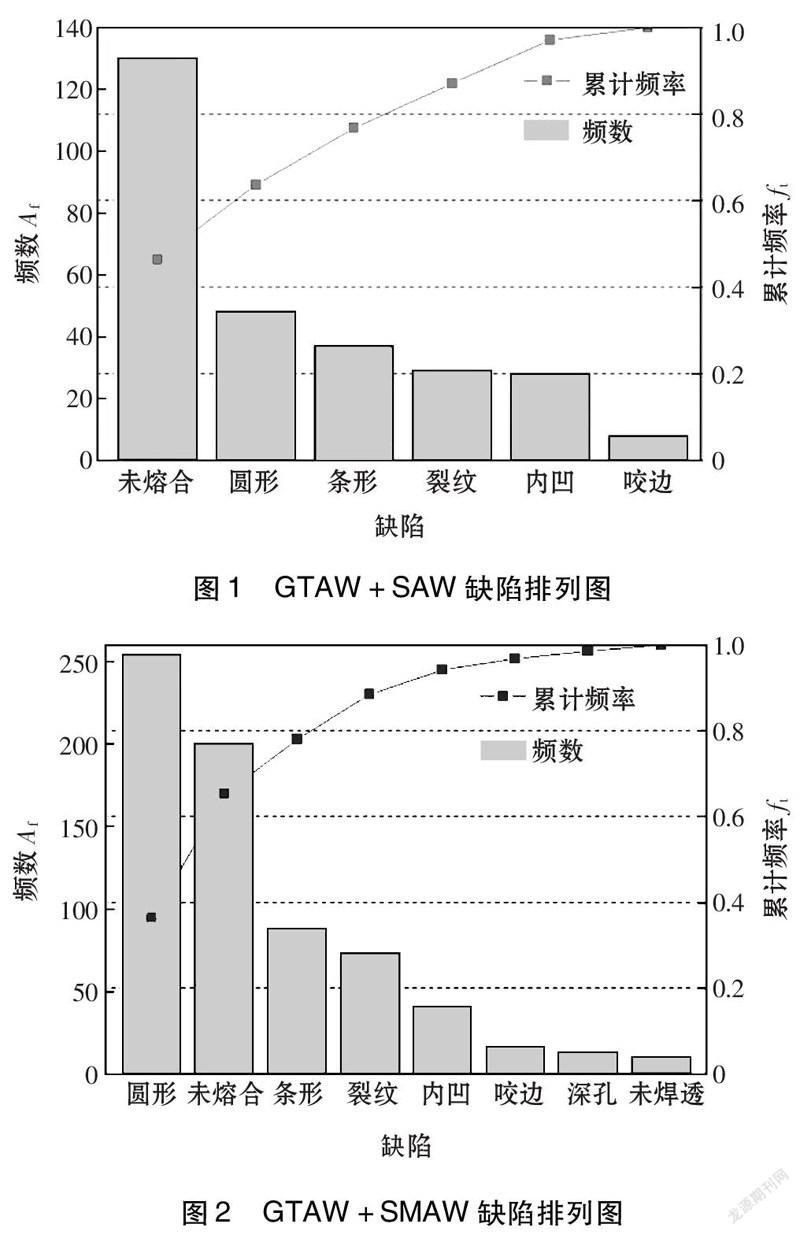
表4对不同缺陷占总缺陷比例进行统计,累计频率为自上而下频率依次累加值,对表4缺陷类型进行分析,发现GTAW+SAW方法下未熔合缺陷最多,占不合格总片数将近一半,未出现深孔、未焊透2种类型的缺陷,而GTAW+SMAW方法下圆形和未熔合两种缺陷是其主要缺陷,并且圆形缺陷数量显著增多,可以看出GTAW+SAW方法对于圆形缺陷的控制效果优于GTAW+SMAW;另外,GTAW+SAW方法中未出现深孔及未焊透缺陷,说明此方法对于这两种缺陷的控制效果较好。进一步分析GTAW+SAW未熔合缺陷中有45张缺陷属于根部未熔合,85张属于层间未熔合,GTAW+SMAW未熔合缺陷中有136张缺陷属于根部未熔合,64张属于层间未熔合;根部未熔合产生的原因可能是在GTAW焊接过程中人为因素或电流控制不当造成的;层间未熔合是由于焊接过程中层间清渣不徹底造成的。由于根部未熔合缺陷属于GTAW过程,排除这一部分缺陷,可以看出不同缺陷类型下埋弧自动焊的焊接缺陷率更低,而层间未熔合缺陷则可以通过过程控制,做好层间清渣,进而有效控制一次不合格率。因此,可以得出人为因素对焊接合格率影响较大。
根据缺陷统计表制作埋弧自动焊缺陷排列图氩电联焊缺陷排列图如图1和图2所示,也能得出相同的结论:埋弧自动焊方法对于缺陷的控制效果优于氩电联焊。还可以得出在焊接质量控制控制过程中埋弧自动焊方法时未熔合、圆形和条形为A类控制因素,裂纹为B类控制因素,内凹和咬边为C类控制因素。同样的,氩电联焊方法时未熔合、圆形和条形为A类控制因素。2种焊接方法下,未熔合、圆形和条形缺陷都是累计频率较高的因素,因此在焊接质量控制时重点关注与之对应的控制措施,提高整体合格率。
3 结束语
人工施焊过程中不确定性因素较多,对于焊接过程质量的控制也较困难,而自动焊能够降低人为因素的干扰。文中通过对管道RT无损检测结果分析得出结论:由于减少人为因素,GTAW+SAW方法对于缺陷的控制效果优于GTAW+SMAW。为自动焊接技术在工业管道施工过程中推广提供了依据。
随着产业转型升级,市场竞争日益激烈,企业想要在建设市场中占据有利的地位,就需要降本增效,创新升级,全自动焊的全面推广也势在必行。
参考文献
[1] 刘运生. 大口径管道自保护药芯焊丝自动焊技术[J]. 焊接, 2018(2):54-57.
[2] 勒巍. X100高强管线钢CRC全自动焊接工艺技术研究[J]. 焊接, 2017(2):48-53.
[3] 袁泽浩, 李广超, 解庆生. CPP900自动焊设备在长输管道焊接中的应用[J]. 焊接, 2021(9):57-60, 64.
[4] 隋永莉, 孙哲, 徐维章, 等. 焊接工艺措施对L555M管道环焊接头性能的影响[J]. 焊接, 2021(6):40-47.
[5] 袁泽浩, 李广超, 解庆生. CPP900自动焊设备在长输管道焊接中的应用[J]. 焊接, 2021(9):57-60, 64.
[6] Sanjooram Paddea, 饶德林, 叶晋, 等. 异种金属管道焊缝的修补焊残余应力[J]. 焊接, 2020(2):16-19.
[7] 李明朝, 李光泉, 周灿丰, 等. API X65深水海底管道J形铺设横向焊接变形[J]. 焊接, 2020(6):12-17.
[8] 周灿丰, 焦向东, 陈家庆, 等. 底管道J形铺设焊接技术[J]. 焊接, 2019(8):21-24.
[9] 肖新, 唐元生 等.埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点[J]. 安装, 2012, 1:45-48.
[10] 梁海东. 利用高压管道自动焊技术提高高压管道一次合格率[J]. 电焊机, 2013, 43(11):80-83.
