塑料加油口盖厂内喷涂工艺规划研究
2021-02-06 15:01冉明浩武京斌许瑆琥刘晓炜
汽车实用技术 2021年2期
冉明浩,武京斌,许瑆琥,刘晓炜
塑料加油口盖厂内喷涂工艺规划研究
冉明浩,武京斌,许瑆琥,刘晓炜
(上汽通用汽车有限公司,上海 201201)
文章首先介绍了塑料加油口盖基材选择及验证的要点,然后从加油口盖及其夹具的安装、加油口盖喷漆及烘烤、质量检查及报交三个方面阐述了塑料加油口盖厂内喷涂工艺规划过程中的注意事项。最后列举了加油口盖可视区漆薄、卡扣漆厚、零件变形和边缘针孔等常见质量问题并分别介绍了其解决方法和控制措施。
塑料加油口盖;厂内喷涂;在线喷涂;工艺规划
引言
汽车加油口盖是一个重要的功能及外观部件,大多位于车身侧围后轮罩上部。相较于前后保险杠,加油口盖的位置高度更接近于顾客的站立平视高度,较为醒目。另外,加油口盖一般被车身侧围环绕包围且与侧围共面,这使得加油口盖的外观、颜色及光泽与车身侧围的差异更容易被顾客感知,加油口盖的尺寸变形问题也更易被察觉。因此,如何提高加油口盖的外观质量正成为汽车制造企业愈发关注的课题[1]。
目前加油口盖的材质主要分为钢铁基材和塑料基材两类[2]。出于轻量化、精致化等方面的考量,塑料材质的加油口盖已经被许多汽车制造企业运用在多款汽车产品上。而塑料加油口盖的喷漆又分为厂外供应商喷涂和厂内在线喷涂两种方式[3]。其中对于厂内在线喷涂工艺而言,供应商只需提供塑料加油口盖的注塑件,免去了供应商喷漆环节,这就大幅降低了零件采购成本。另一方面,采用厂内喷涂工艺时塑料加油口盖和车身侧围是采用相同的油漆材料和相同的工艺完成喷涂的,因此厂内喷涂方式也更有利于加油口盖的外观及颜色匹配。
相比塑料加油口盖厂外喷漆工艺,尽管厂内喷漆工艺具有低成本、高质量等优点,但若想要实现厂外到厂内的转变,也绝非简单的“换个地点喷漆”而已,若处理不当可能出现塑料加油口盖漆薄、边缘针孔以及零件尺寸变形等各种问题。本文将从加油口盖基材选择及验证、厂内喷涂工艺规划和塑料加油口盖喷涂质量控制三个方面进行讨论分析。
1 塑料加油口盖基材选择及验证
要实现厂内喷涂的第一步就是选择合适的加油口盖塑料基材。目前,塑料加油口盖厂外喷涂多采用溶剂型漆喷涂工艺,其漆膜烘烤温度一般不高于120℃。而对于厂内喷涂工艺而言,塑料加油小门随金属白车身一起进行喷漆和烘烤,其烘烤温度较高,最高烘烤温度可达140~175℃,烘烤时间为30~60 min(取决于目标工厂油漆车间的油漆材料特性及喷涂工艺),因此,应选用更耐高温的塑料作为加油口盖的基材,例如PA+PPE、PA+PPO、PA+ABS+GF9、TPO-M30等[4]。当然,除了耐高温性能以外,塑料基材与油漆涂层之间也必须具有良好的附着力,并通过湿热老化试验、耐汽油试验、耐石击试验等相关试验,验证合格后方能确定所选用的加油口盖塑料基材与目标工厂的油漆工艺及材料是匹配的。
2 厂内喷涂工艺规划
塑料加油口盖厂内喷涂工艺的实施通常情况下不涉及大范围车间改造,只需在相关工位增设加油口盖零件和夹具料架,并确保有物流通道能够将零件和夹具方便地送至线旁。对于油漆车间,厂内喷涂工艺的基本流程主要可分为三个步骤:(1)加油口盖及其夹具的安装;(2)加油口盖喷漆及烘烤;(3)质量检查及报交。
2.1 加油口盖及其夹具的安装
厂内喷涂工艺的第一步就是将塑料加油口盖来料零件通过特制的夹具固定在白车身上以便后续随车进行喷漆,此步骤的关键在于解决“在哪里安装”和“安装在哪里”这两个问题。
“在哪里安装”是指要规划好在哪个工位将塑料加油口盖及其夹具安装到车身上。对于传统3C2B工艺油漆车间,可在电泳打磨线到中涂喷房擦净室之间寻找合适的工位,一般来说加油口盖安装工位越靠近中涂喷房越好,可减少喷漆前加油口盖表面受到二次污染的风险。另外,如果该油漆车间具有机器人车内涂胶工艺或车内LASD喷涂工艺,那么加油口盖安装工位应尽量设置在这些车内自动化涂胶/LASD工位之后,以避免机器人手臂伸入车门窗框进行作业的过程中与安装在此处的加油口盖发生碰撞的情况发生。而对于有单独密封胶烘房的3-wet工艺油漆车间,加油口盖安装工位应尽量设置在密封胶烘房之后,以避免额外的烘烤过程对塑料加油口盖的尺寸产生影响。
“安装在哪里”是指要规划好塑料加油口盖与夹具组合后一同安装至白车身上的什么位置。最为常见的安装位置是侧门窗框,此方式的优点是便于加油口盖及其夹具的安装与拆卸,并且在后续喷漆时也能在打开车门喷涂门框和门内板的同时方便地对加油口盖的内表面进行喷涂,无须设计特殊的翻折式夹具来喷涂加油口盖的内表面。此外,竖直放置的加油口盖在喷漆后的油漆流平过程及状态也与车身侧围后翼子板接近,更有利于加油口盖与车身侧围的油漆外观匹配。
2.2 加油口盖喷漆及烘烤
加油口盖内、外表面的喷漆方式基本与车身喷漆方式一致。以加油口盖安装在侧门窗框位置为例,对于外表面为机器人喷涂、内表面为手工喷涂的工厂,需要对外喷机器人的喷漆程序进行调整,为塑料加油口盖增加额外的喷涂仿形轨迹并设立独立的喷涂参数,加油口盖背面的喷漆工作则由内喷员工打开车门完成喷涂。对于内外表面均为机器人喷涂的工厂,除了需要增加内喷机器人的仿形和参数外,还需调整开门机器人的抓勾位置以避免与安装在侧门窗框上的加油口盖夹具发生干涉的情况发生。
由于塑料加油口盖基材的特性,经多次烘烤后通常会有零件变形的问题发生,其变形程度取决于塑料基材的种类、加油口盖的大小和形状以及烘烤的温度和时间,在基材种类和零件形状一定的情况下,烘烤过程就成为零件变形的主要原因。因此,在塑料口盖厂内喷涂工艺规划时,应对塑料口盖的整返烘烤变形量、空放烘烤变形量及点修加热变形量进行验证,根据验证结果判断该项目的加油口盖是否允许或允许几次整返、空放并制定其喷漆工艺流程。需要注意的是,若该车型有双色(2-tone)工艺,在第二遍进喷房喷涂车顶色时,加油口盖会随车身再次进入烘房烘烤,相当于一次空放,这种情况下同样需要根据烘烤变形验证结果来判断是否需要在第二遍喷涂车顶色前将塑料加油口盖暂时取下以防止烘烤变形。
2.3 质量检查及报交
塑料加油口盖在线质量检查方式以目视为主,检查内容包括表面灰粒、缩孔、针孔、漆薄、肥边、橘皮等,而抽检内容通常包括膜厚、橘皮、色相、光泽及鲜映性等。不过由于塑料加油口盖形状的特殊性,例如零件太小或其表面为大弧度曲面,则可能会出现无法利用传统仪器测取橘皮、色相、光泽及鲜映性的情况。对于塑料加油口盖表面漆膜厚度,则可以采用破坏性的零件切片测量法(利用显微镜观察和测量零件断面处各层漆膜的厚度)或者非破坏性的超声波测量法(利用基于超声波原理的多层膜厚仪)进行测量。

图1 塑料加油小门备件批量制备零件架
此外,为了减少报交车辆下线数、实现更好的生产协调,避免因加油口盖有缺陷需要返工而使整个车身无法及时报交的情况出现,可在精饰报交线旁存放若干近期喷涂完成的合格零件用于替换。替换用的备件可采用特制的零件架(如图1所示)进行批量制备或者随车(例如将待喷漆备件安装在另一侧车门窗框位置)进行逐个制备。
3 塑料加油口盖喷涂质量控制
塑料口盖厂内喷涂质量的控制不仅与宏观层面的工艺规划有关,也与生产过程中的一些细节规划息息相关,下文将举例阐述塑料加油口盖的常见质量问题及其解决方法。
3.1 加油口盖背面可视区域漆薄
塑料加油口盖与铰链零件组合安装完成后,仍然会有部分区域是客户可见的,这些区域同样要求具有良好的油漆表面,不允许出现漆薄等缺陷。因此在设计加油口盖夹具的时候,首先要明确可视区域和非可视区域分界线的位置,夹具与加油口盖背面的接触部位必须完全处于非可视区域,避免由于夹具遮挡而导致可视区域漆薄。图2列举了两种典型的加油口盖设计及其可视/非可视面分界线位置,值得注意的是,案例B中加油口盖背面立边的外侧面也为可视面(如图3所示),喷涂背面时应特别关注此处的喷涂质量,以免漆薄。

图2 可视/非可视面分界线案例
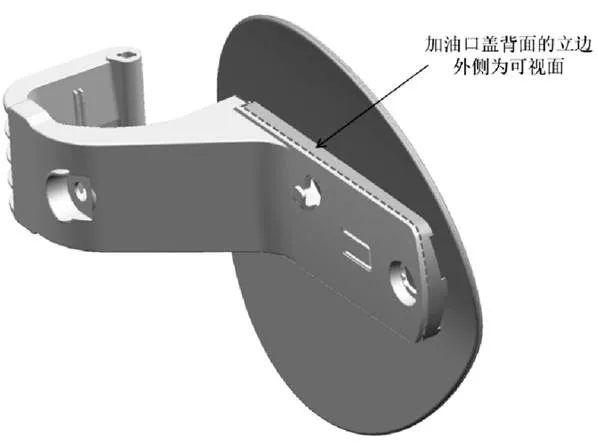
图3 案例B加油口盖背面立边
3.2 加油口盖背面卡槽/卡扣漆厚
塑料加油口盖与铰链板的组合安装是通过其背面的卡槽/卡扣结构实现的,并且由于塑料口盖在车身侧围上的位置匹配精度需要,卡槽/卡扣上的某些面/边是与铰链零贴安装配合的,如果在这些部位存在过多的油漆,则可能导致加油口盖与车身侧围的平整度变差,严重时甚至影响总装装配(加油口盖与铰链板的装配困难)。例如图4中的加油口盖,其背面的10个卡扣是与铰链板固定的关键,因此需在夹具上的对应位置设计遮挡,避免在喷涂加油口盖背面时有过多漆雾沉积在卡扣上。

图4 加油口盖卡扣遮蔽案例
塑料加油口盖的设计各有不同,应针对每个零件的结构特点,识别其可视面/非可视面以及需要遮蔽的“关键卡扣”,并制作塑料口盖喷漆区域要求示意图,分别标识出直接可视区域(喷漆质量高要求区域)、非直接可视区域(喷漆质量低要求区域)、无喷漆要求区域(有漆雾无漆雾均可)以及无漆雾/少量漆雾区域(需遮蔽区域),以指导夹具设计和喷漆操作。图5为某车型塑料口盖喷漆区域要求示意图案例。
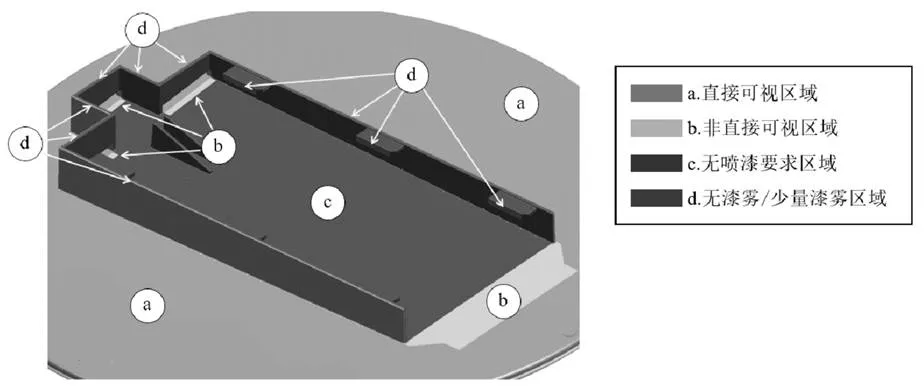
图5 塑料口盖喷漆区域要求示意图
3.3 夹具导致加油口盖变形
在设计加油口盖夹具时,同样也会利用其背面的卡槽结构来实现加油口盖和夹具的固定。对于金属夹具,由于金属与塑料材质受热时的膨胀/收缩率不同,如果夹具与加油口盖卡槽完全卡紧,烘烤后可能导致塑料加油口盖发生变形。为了避免这种情况,夹具与加油口盖必须采用非卡紧的方式进行固定,即夹具上的插片与加油口盖背面的卡槽之间应保留一定的间隙,使加油口盖在夹具上有至少1mm的晃动量。同时,为了避免加油口盖从夹具上掉落,可以在夹具上增加弹簧片或者利用加油口盖自身重力使其固定在夹具上,如图6所示。

图6 加油口盖非卡紧接触的两种固定方式
此外,如果夹具与加油口盖之间形成了一个相对封闭的空间,则应在夹具上增加若干排气孔以避免烘烤过后由于加油口盖冷热不均(局部过热)而导致的零件变形问题。图7为带排气孔的夹具案例。

图7 夹具上的排气孔
3.4 加油口盖边缘针孔
由于静电喷涂时的“边缘效应”以及油漆流平和溶剂挥发过程中的“厚边效应”,加油口盖四周边缘的漆膜会略厚于中心平面,容易产生针孔缺陷。通常的解决方法就是在加油口盖夹具上增加静电吸附环[1],不过增加静电吸附环会导致夹具变得体积更大且更重,给夹具的清洗、运输和维护带来不便。因此可以尝试仅在针孔缺陷最易发生的下边缘增加局部静电吸附环,或者将加油口盖放在尽可能靠近侧门窗框钣金的位置,如图8所示,靠近加油口盖的后门外板与窗框钣金可以起到“静电吸附环”的作用,因此仅需在剩余部分按需增加“半包式”静电吸附环。

图8 加油口盖靠近门框钣金安装案例
另一方面,边缘针孔缺陷的形成还可能与塑料加油口盖零件设计有关,例如加油口盖周边分模线位置的针孔缺陷。该问题可通过将分模线位置调整到靠近加油口盖内表面一侧的方法来解决,如图9所示。

图9 加油口盖分模线
4 结语
塑料加油口盖厂内喷涂工艺开发及应用是一个系统性课题,涉及到多个部门和科室,包括设计、产品、材料、物流、质量、尺寸、油漆和总装工艺等,各部门之间需默契的配合与高效的协作。本文从前期的材料选择和工艺规划这两个方面对塑料加油口盖厂内喷涂工艺开发过程中的要点进行了阐述,并列举了制造过程中的常见质量问题及其控制措施。
[1] 孙计晨,杜成成,张涛,吴明磊.某车型塑料加油口门与侧围外板实车光顺问题的解决方案[J].汽车实用技术,2017,03:28~30.
[2] 王小桐,田俊涛,王士雷,潘明明.浅谈SUV或轿车油箱盖的涂装工艺[J].现代涂装,2018,21(12):71~72.
[3] 张刘斌,张庆,刘延磊.汽车车身用塑料件的涂装方式[J].汽车工艺与材料,2019,10:69~71.
[4] 史荣波.塑料在翼子板上的应用研究[J].汽车工艺与材料,2016,1: 62~64.
Study of process planning and design for plastic fuel fill door in-house painting
Ran Minghao, Wu Jingbin, Xu Xinghu, Liu Xiaowei
(SAIC General Motors Corporation Limited, Shanghai 201201)
In this article, the key point of material selection and validation of the plastic fuel fill door was introduced. After that, the matters need attention for plastic fuel fill door in-house painting were illustrated from three aspects including the installation of fuel fill door and it’s jig, the painting/heating process and the quality inspection. At last, several common defects such as thin paint at visible area, thick paint on the clips, part deformation and pinholes at edge were analyzed together with their solutions.
Plastic fuel fill door; In-house painting; On-line painting; Process planning and design
10.16638/j.cnki.1671-7988.2021.02.049
U445.58+5
A
1671-7988(2021)02-152-04
U445.58+5
A
1671-7988(2021)02-152-04
冉明浩(1987-),男,硕士,工程师,就职于上汽通用汽车有限公司,主要从事汽车涂装同步工程分析和涂装工艺规划工作。
猜你喜欢
今日农业(2022年16期)2022-11-09
汽车零部件(2022年10期)2022-11-01
汽车电器(2021年8期)2021-08-24
科学导报·学术(2020年73期)2020-07-14
科学导报·学术(2020年73期)2020-07-14
东西南北(2017年3期)2017-03-01
科技创新与品牌(2016年9期)2016-11-03
装饰装修天地(2016年1期)2016-10-21
科技创新导报(2016年5期)2016-05-14
计算机辅助工程(2012年5期)2012-11-21