Improvement of dimensional stability of poplar scrimber by pre-compression treatment gluing technology
2021-02-02 09:10LINQiuqinZHANGYameiYUWenji
林业工程学报 2021年1期
LIN Qiuqin, ZHANG Yamei, YU Wenji
(Research Institute of Wood Industry, Chinese Academy of Forestry, Beijing 100091, China)
Abstract: As one of the fastest-growing wood resources, poplar wood is widely used in many fields. However, the utilization of the polar wood is limited due to its poor mechanical properties, high hygroscopicity and low dimensional stability. A novel technique for the manufacturing of wood scrimber was proposed by the Research Institute of Wood Industry, Chinese Academy of Forestry. The wood scrimber produced by this novel method had enhanced mechanical properties and an improved dimensional stability compared with solid wood and other wood-based composites. Therefore, it was a promising alternative to high-quality hard wood. However, the dimensional stability of the wood scrimber manufactured by this novel approach was still not good enough for outdoor products. The liquid penetration of pre-compressed technology was developed in the manufacture method of wood scrimber to improve the dimensional stability for outdoor applications. In the glue impregnation process, the oriented wood fiber mats (OWFMs) were immersed in the phenol formaldehyde (PF) resin with pre-compressed treatment by repeating several times and then were made for wood scrimber (WSP) by hot-pressing. The scanning electron microscope (SEM), mercury intrusion porosimetry (MIP), laser scanning confocal microscope (LSCM) and ultra-depth three-dimensional microscope (UTDM) were used to examine the changes of OWFMs and wood scrimber in the microstructure and resin distribution, as well as the physical and mechanical properties. The relationship between the internal structure, the distribution of PF resin, and the physical and mechanical properties of the wood scrimber were established. The results showed that the OWFMs with the pre-compressed treatment had higher specific surface area and the PF resin penetrated more deeply and distri-buted more uniformly in OWFMs and WSP. Meanwhile, the densification of the WSP increased compared with that of control samples at the same density. As a result, the thickness swelling rate (TSR) and the width swelling rate (WSR) of the WSP decreased significantly compared with that of control samples. There were 43.34% and 12.82% reduction of TSR and WSR in the 63 ℃/24 h test, and 50.94% and 51.48% reduction in the 28-h cycle test. Meanwhile, the modulus of rupture (MOR), the modulus of elasticity (MOE) and the short-beam strength (SS) of the WSP samples increased by 1.63%, 12.15% and 21.34%, respectively. The results of this study will provide a technical basis to improve the wood scrimber quality.
Keywords:wood scrimber; pre-compression treatment gluing technology; dimensional stability; mechanical property
1 Introduction
As one of the fastest-growing wood resources, poplar is widely used in many fields due to its strong specific strength, good elasticity and workability[1]. However, poplar wood also has many shortcomings, including low density (0.40 g/cm3), high hygrosco-picity, poor mechanical properties and low dimensional stability[2]. Therefore, poplar wood is mainly used in a traditional way without much value-added. Many efforts have been made to improve the properties of poplar wood via heat treatment[3-4], chemical modification[5], densification[6]and compositing with other materials[7-8]. Wood and wood-based materials have a low dimensional stability when exposed to a high relative humidity or an aqueous environment due to their high-water uptake. This limits their applications as fillers or for reinforcement in wood-based composites for outdoor products[9].
A novel technique for the manufacturing of wood scrimber was proposed by the Research Institute of Wood Industry, Chinese Academy of Forestry[2,10-12], and the production had reached the industrial deve-lopment in 2016. In this approach, the thick veneers were produced firstly, and then fed into the fluffing machine. The fluffing process drastically altered the morpho-logy of the bamboo tubes. Oriented wood fiber mats (OWFMs) were then obtained as shown in Fig. 1A-C. The wood scrimber produced by this method enhanced mechanical properties and improved dimensional stability compared with solid wood and other wood-based composites[2]. Therefore, it is a promising alternative to high-quality hard wood. However, the dimensional stability of the wood scrimber manufactured by this method was still not good enough for outdoor products.
In the production of wood scrimber, OWFMs were impregnated in the phenol formaldehyde (PF) resin for a short duration (5-30 min) in order to promote the penetration of the resin[2]. The morphology of OWFMs formed during the fluffing process affected the penetration of the PF resin and consequently the bonding performance and dimensional stability[13-14]. Pre-compression has been consistently used in recent years to improve the penetration of the liquid since it is one of the most efficient methods to prevent any strength loss[15-17]. In this method, the wood materials were pre-compressed before the immersion in the liquid that was then absorbed under the instantaneous pressure gradient when the deformation was recovered.
To improve the dimensional stability of wood scrimber products for outdoor purposes without compromising their mechanical properties, OWFMs were pre-compressed during the glue impregnation stage and then manufactured for wood scrimber by hot-pressing. The wood scrimber with a density of 1.00 g/cm3was manufactured and its physical and mechanical properties were studied. To understand the structural changes in the wood scrimber, the morpho-logy of OWFMs, the internal structure of the wood scrimber, and the distribution of the PF resin in OWFMs and the wood scrimber were analyzed by the scanning electron microscope (SEM), mercury intrusion porosimetry (MIP), ultra-depth three-dimensional microscope (UTDM), and laser scanning confocal microscope (LSCM). The relationship between the internal structure, the distribution of PF resin, and the physical and mechanical properties of the wood scrimber were established. The mechanism of the change in the dimensional stability was explored. The results of this study will provide a technical basis to improve the wood scrimber quality.
2 Materials and methods
2.1 Materials
5-year-old poplar wood (Populusspp.) with a diameter of about 35 cm and basic density of 0.40 g/cm3was obtained from Shandong Province in China. Veneers with a thickness of 6 mm were peeled from the round wood, and a series of linear cracks which constituted OWFMs were made along their longitudinal direction by the fluffing machine. The OWFMs were then dried in the kiln until the moisture content decreased to about 10%.
A commercial PF resin(PF16L510)with a solid content of 48.56%, viscosity of 40 mPa·s at 25 ℃, pH of 10 and an average molecular weight of 400-500 was provided by Guangdong Dynea Chemical Industry Co..
2.2 Loading of the PF resin
2.2.1 Traditional method
The solid content of the PF resin was adjusted to 13%. The OWFMs were immersed in the resin for about 6 min. They were then taken out and set vertically for several minutes until the resin stopped dropping. The mass fraction of loaded resin was controlled to 16%-17% according to Equation 1. The OWFMs loaded with resin were dried in the air to obtain a moisture content of around 12%.
(1)
Where,Mrepresents the mass ratio of the loaded resin;G1(g) is the mass of the OWFMs before immersing in PF resin;G2(g) is the mass of the OWFMs after the immersion in resin;ωis the solid content of PF resin; ∂ refers to the moisture content of the OWFMs before the immersion in resin.
The OWFMs loaded with PF resin using this method constituted the control sample, and the wood scrimber manufactured by the loading of the PF resin through the traditional method was considered as control samples (WSC).
2.2.2 Liquid penetration with the pre-compression method
The solid content of the PF resin was diluted with water to 10%. The OWFMs were immersed in the PF resin at room temperature with a pre-compression pressure of 7.3 MPa applied for about 1 min and released for OWFMs to absorb the PF resin for 2 min. The pre-compression treatment was repeated 6 times to promote the absorption of the PF resin by the OWFMs (Fig. 1D-F). Fig. 1E shows that many net-shaped small holes appeared on the seepage plate, and the longitudinal guided plate and the drainage groove were underneath the seepage plate. The drainage groove was vertically linked to the guided plate with many slightly larger holes, so that the PF resin could leak through them. Then, OWFMs were taken out and set vertically for several minutes until the resin on the surface stopped dropping. The mass fraction of the loaded resin was controlled to 16%-17% according to Equation 1. The OWFMs loaded with resin were dried in the air to obtain a moisture content around 12%. The wood scrimber manufactured by pre-compression treatment was defined as WSP.
2.3 Preparation of the wood scrimber
Fig. 1G-I illustrate the preparation of the wood scrimber. A hot-in and cold-out approach was used for hot-pressing. The OWFMs were weighed according to their density and assembled in the hot-pressing mold. The hot plate of the press machine was pre-heated to 150 ℃. The pressure and the temperature were kept at 3.0-3.5 MPa and 150 ℃, respectively, to cure the PF resin for 30 min. Finally, the wood scrimber was removed from the hot-pressing. Its dimension was 450 mm×160 mm×20 mm with a density of 1.00 g/cm3. Six replicate samples were made for each test. All specimens were conditioned in a room at 20 ℃ and a relative humidity (RH) of 65% for 2 weeks before testing.
2.4 Characterization
The microscopic structure of OWFMs and the wood scrimber specimens were analyzed using SEM (KEYENCE MSD-VHX1000). A smooth transverse section was obtained with a sliding microtome and the surfaces were sputtered with gold before observation by SEM. The SEM images were acquired with an acceleration voltage of 10 kV.
LSCM (Leica, TCS SP5, Germany) was used to observe the distribution of the PF resin in the wood scrimber. The transverse and longitudinal sections with a thickness of 30 μm were stained with toluidine blue O (0.5%) to inhibit the auto-fluorescence of the wood lignin.
UTDM (Keyence VHX-5000) was used to observe the distribution of the PF resin in OWFMs and the surface morphology of the samples after the physical and mechanical tests.
MIP measurements were carried on a PoreSizer 9500 (Micromeritics, Brussel, Belgium) to obtain the porosity of the wood scrimber. The maximum intrusion pressure was 413.37 MPa.
2.5 Dimensional stability test
The thickness swelling rate (TSR, defined asTSRin equation) and the width swelling rate (WSR, defined asWSRin equation) of the wood scrimber were measured in accordance with the ASTM D1037-12 “test methods for evaluating properties of wood-base fiber and particle panel materials” and were calculated using Equations 2 and 3, respectively. The size of the samples was 50 mm×50 mm×18 mm. All specimens were kept at a temperature of (20±2)℃ and a RH of (65±2)% before testing. A minimum of 10 specimens were used in each case.
(2)
Where,T1(mm) andT2(mm) are the thickness of the samples before and after the testing, respectively.
(3)
Where,W1(mm) andW2(mm) are the width of the samples before and after the testing, respectively.
The specimens were immersed in water at (60±3)℃ for 24 h. The thickness and the width of the marked area were measured before and after the water treatment, with an accuracy of ±0.1 mm.
The samples for the 28-h cycle test were immersed in boiling water for 4 h, dried in a ventilated oven for 20 h at (60±3)℃, and immersed again in boiling water for another 4 h. The thickness and the width of the marked area were measured before and after the treatment. These cyclic tests mimic weather exposure during sustained periods to evaluate the dimensional stability.
2.6 Mechanical properties test
The modulus of elasticity (MOE) and the modulus of rupture (MOR) were measured in accordance with the GB/T 17657—2013“Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels”. The short-beam strength (SS) was measured in accordance with the GB/T 20241—2006 “Laminated veneer lumber” on a MWD-W10 system (Jinan Shiguang Testing Instrument Co. Ltd., Shandong, China). There were six samples for the bending test and six samples for the short-beam strength test with dimensions of 280 mm (longitude)×20 mm (width)×12 mm (thickness) and 78 mm (longitude)×40 mm (width) ×12 mm (thickness), respectively.
3 Results and discussion
3.1 Microstructural changes and resin distri-bution in OWFMs
SEM was used to investigate the structural changes in the morphology of OWFMs subjected to pre-compression (Fig. 2).Fig. 2A and B show that the morphology of OWFMs in the control samples remained the same. Some regions in the OWFMs still maintained their original cluster structure after fluffing, but a series of line-shaped or dotted cracks were formed on the tangential section. The diameter of wood fasciculus on the transverse section was within 1.00-1.50 mm.
The diameter of wood fasciculus of the pre-compressed OWFMs became smaller (0.25-1.00 mm) (Fig. 2C) because of the pressure applied to the OWFMs during the impregnation. More cracks were formed in OWFMs, which increased the specific surface area. Therefore, the loading rate of the PF resin in pre-compressed OWFMs reached to 140.95%, which was 11.22% higher than that of the control OWFMs, indicating a finer separation of the cell structure (Fig. 2C). The pre-compression made it easier for the PF resin to penetrate into the OWFMs.

A-F)SEM images of poplar wood, the OWFMs in WSC, the OWFMs in WSP, and pits in poplar wood, the OWFMs in WSC and the OWFMs in WSP; G-I)UTM images of poplar wood, WSC and WSP.Fig. 2 SEM and UTM images
The wood bundles,that were not fluffed and sepa-rated, altered the uniform distribution of the PF resin. During the impregnation, the PF resin penetrated freely into OWFMs and was mainly distributed in the tissues through the cracks. It adhered to the exposed cell walls of the different components. Therefore, the PF resin was not evenly distributed in the OWFMs and formed clusters in some areas (Fig. 2H). The PF resin was distributed more evenly in the pre-compressed OWFMs than in the control samples, as shown in Fig. 2I. The PF resin penetrated deeper and was more uniformly distributed in OWFMs obtained with pre-compression. It even penetrated into the pits and filled them to form glue nails (Fig. 2F). The extrinsic pressure was the main reason for increasing the liquid impregnation after pre-compression. It created more paths to transport the liquid[18]. Moreover, the lower solid content of the PF resin resulted in lower viscosity, in which also made it easier to penetrate into the material[14].
3.2 Internal structure and resin distribution in the wood scrimber
3.2.1 SEM analysis and MIP measurement
The internal structural changes in the wood scrimber were observed by SEM. A density of 1.00 g/cm3for the wood scrimber made from poplar was determined, which was approximately 2.08 times of that of solid poplar wood. The increased density was due to the high pressure and the compression on the tissues with large cell lumens during the hot-pressing. It decreased the voids and the porosity in the wood scrimber. Fig. 3B-F show that the hollow structures in the fibers, and the vessels and the pores inside the cell lumens were crushed and significantly squeezed in the radial direction during the hot-pressing. Consequently, only narrow lumens remained. However, the morphology of the ray cells did not change significantly and maintained nearly round shapes.
Some of the vessels were clearly identified by the large lumens remaining in the wood scrimber made from the control samples (WSC) (Fig. 3B and E). However, most compressed cell lumens of the vessels left a vague outline in the WSP (Fig. 3C and F). The overall microstructure of the WSP was more uniform than that of the WPC samples.

Fig. 3 Microscopic features of poplar wood (A, D), the WSC sample (B, E) and the WSP sample (C, F), and the cumulative pore volume (G) and porosity (H) of the samples
To further understand the microstructure of the wood scrimber, the MIP measurements were used to obtain the diameter and the distribution of the pores in the wood scrimber (Fig. 3G and H).
The total intrusion volumes (Vtotal) of the WSP decreased significantly compared with the WSC samples, especially for a pore diameter above 433 nm. The diameter reduction of the macro-pores (10-400 μm or greater)[13,19]in the WSP samples was around 60 μm. Simultaneously, an increasing number of pores with a diameter between 2 and 11 nm, and between 50 and 120 nm appeared in the WSP samples compared with the WSC samples. The different distribution of the pore diameter indicated many macro-pores from the original uncompressed vessels and fibers were closed in the WSP after the hot-pressing. The alteration of the pore distribution was due to the distinct microstructure of the WSP and the WSC samples as observed by SEM.
Fig. 3H show that the porosities of the WSC and WSP samples decreased by 46.13% and 57.93%, respectively, compared with the solid poplar wood. This was mainly due to the compression of pores above 600 nm during the hot-pressing (Fig. 3G). Meanwhile, the penetration during the pre-compression contributed to the reduced porosity of the WSP. Additionally, both the PF resin and water had a positive effect on the softening of the cell walls[20], which promoted the densification of the wood.
3.2.2 Resin distribution in the wood scrimber
The resin distribution in the WSP and WSC samples was determined by LSCM. The red color in the LSCM images indicates the fluorescence of the PF resin. Therefore, the distribution of the red color in the images corresponds to the distribution of the PF resin in the wood scrimber (Fig. 4). A large amount of red spots appeared around the cracks and in the lumens of large cells, but there was not much resin in the undamaged fiber and the ray cells, which confirmed that the cracks helped the PF resin to reach the surface of the fiber bundles.
Fig. 4B-F show that the distribution of the PF resin was more uniform in WSP than that in the WSC samples. The changes in the resin distribution originated from the penetration of the liquid during the pre-compression of OWFMs. Since many cracks were formed in OWFMs, the diluted PF resin penetrated through these micro-cracks during the immersion. Meanwhile, the compression created a path for the gas to flow in the wood, and the compressed pores in OWFMs absorbed the fluid during the volume release, resulting in the even diffusion of liquid and its deep penetration. Moreover, the PF resin achieved a secondary distribution due to the pressure and the high temperature during the hot-pressing. Consequently, many more glue nails formed in the WSP samples.
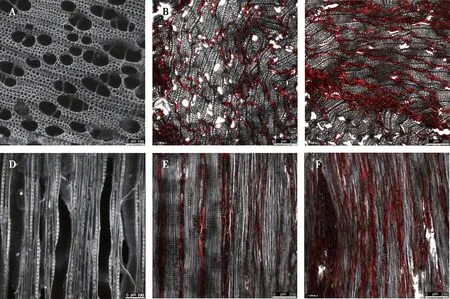
Fig. 4 LSCM images of the poplar wood (A, D), and the resin distribution in WSC (B, E) and WSP (C, F)
3.3 Physical and mechanical properties of the wood scrimber
3.3.1 Dimensional stability
Dimensional stability was evaluated by measuring WSR and TSR of the wood scrimber. The WSR of all samples were much lower than the TSR because the thickness was the compression direction (Fig. 5A and C). Therefore, the samples tended to recover along the thickness direction than that of width[20]. Since the measurement of 28-h cycles simulated harsh outdoor conditions, the TSR and WSR of samples in it were higher than those obtained in the condition at 63 ℃ and 24 h.
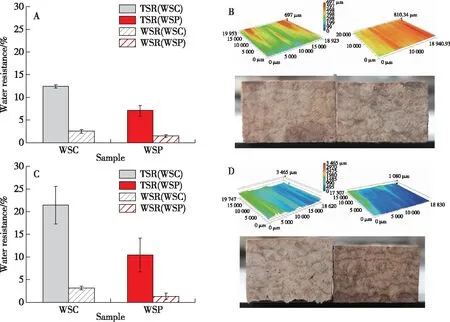
Fig. 5 TSR, WSR measurements, and the UTM images and photos of the WSC (left) and the WSP (right) samples for the 63 ℃/24 h (A, B) and the 28-h cycle tests (C, D)
Fig. 5B and D show the surface morphology of the samples after the water resistance tests. All samples had a different degree of swelling and surface bulging from the action of the hydrothermal environment, which commonly occurred in scrimber[2]. The surface of the samples after the test at 63 ℃/24 h was much more even than that of the samples after the 28-h cycle test. The WSP samples had a smoother surface than that of the WSC samples, both for the 63 ℃/24 h and the 28-h cycle tests.
For both conditions, the TSR and WSR of WSP decreased significantly compared with that of WSC samples. There were 43.34% and 12.82% reduction of TSR and WSR in the 63 ℃/24 h test, respectively. Meanwhile, the TSR and WSR decreased by 50.94% and 51.48% in the 28-h cycle test, respectively. The results indicated that the dimensional stability of the WSP samples was improved, comparing with that of the WSC samples.
The improved dimensional stability of the WSP was due to the pre-compression of OWFMs, which was a re-fluffed process. Concretely, the process promoted the penetration of the resin through the cracks and the pores, and even through the pits on the cell walls. Therefore, the penetration depth of the PF resin was increased and the resin was more uniformly distributed in OWFMs, which provided better gluing points and more interfaces during the hot-pressing[21]. The hydrophobic PF resin filled the WSP and formed a film on the cell walls, which also protected the material from water attacks[22]. Meanwhile, the porosity of the WSP samples decreased significantly compared with the WSC samples, which also decreased the path for water penetration.
3.3.2 Mechanical properties
Mechanical tests were carried out to determine the effect of the pre-compression of OWFMs on the mechanical properties of the wood scrimber (Fig. 6).
The bending tests showed that the WSP samples performed better in mechanical properties than the WSC samples. The MOR, the MOE and the SS of the WSP samples increased by 1.63%, 12.15% and 21.34%, respectively, compared with the WSC samples. According to a previous study[23], the volume ratio of the wood fiber in the composites mostly determined the bending performance of the composite materials. The pre-compression did not destroy the longitudinal strength of fibers during the increased liquid penetration, even though the wood bundles were re-fluffed. The deformation in the compressed materials occurred parallel to the cells and had slight effect on the cellulose microfibers parallel to the fiber axis, which limited the micro-cracks on the cell wall and only resulted in a small strength loss[24]. Furthermore, the deeper and broader penetration of the adhesives contributed to the formation of more effective gluing points and interfaces, which significantly improved the mechanical properties, especially the shearing strength.

Fig. 6 Bending (A) and shearing tests (D), load-displacement curves of the samples (B, E) and final failure of the samples (C, F)
Fig. 6B and E show the load-displacement curves of the bending and shearing tests, as well as the final failure morphology of the samples (Fig. 6C and F). The pre-compressed of OWFMs not only improved the strength of the material, but also enhanced the rigidity of the wood scrimber. A brittle failure occurred in braking WSP samples after the maximum load was reached (Fig. 6C and F). Meanwhile, the broken WSC samples underwent a layer-by-layer destruction, resulting in more tortuous failure cracks with more fibers pull-out on the bottom surface.
4 Conclusions
The dimensional stability and mechanical properties of the poplar wood scrimber were enhanced by combining the oriented wood fiber mats (OWFMs) that was impregnated by the PF resin and pre-compressed. The developed poplar wood scrimber with improved physical and mechanical properties is more suitable for outdoor uses.
Furthermore, the improvement mechanism of the physical and mechanical performance of the WSP was explored. More cracks formed in OWFMs after the pre-compression of the PF resin liquid, which increased the specific surface area and resulted in a deeper penetration of the PF resin and more uniform distribution. Meanwhile, the increased densification of the WSP samples and the increased formation of glue nails reduced the path for water penetration. Overall, the dimensional stability and the mechanical properties of the WSP samples were enhanced. This approach provided a technical background for optimizing the production and applications of fastest-growing wood species.