
某电站贴壁贯流式水轮发电机定子铁芯装配工艺研究
2021-01-25 05:24张波李樑唐和平
机电信息 2021年2期
张波 李樑 唐和平


摘 要:简要介绍了某电站贴壁贯流式水轮发电机定子铁芯的结构特点,分析了贴壁贯流式水轮发电机定子铁芯装配过程中的重点、难点,并制定了贴壁贯流式水轮发电机定子铁芯的装配工艺。
关键词:水轮发电机;贴壁贯流;定子铁芯;定位筋
0 引言
由于受水头及泡头比的限制,灯泡贯流式水轮发电机尺寸难以做大[1]。同时,受泡头比及转子外径尺寸限制[2],灯泡贯流式水轮发电机的定子机座不得不舍弃中间环板、加强筋,导致其定位筋只能直接装焊到定子机座内壁上,因此该类机组又被称为“贴壁贯流式水轮发电机”。
本文根据某电站贴壁贯流式水轮发电机定子铁芯的结构特点及安装问题,结合其他机组的装配经验,制定了适用于贴壁贯流式机组定子铁芯的叠压工艺。
1 某电站定子铁芯结构
1.1 定子铁芯基本参数
定子铁芯基本参数如表1所示。
1.2 定子铁芯结构特点与装配难点
为了增加该类机组定子机座的刚性,防止机座在转运、加工、运输时发生变形,采用内支撑与定子机座焊接一体结构,虽然可有效降低机座變形的可能性,但也导致定子铁芯的装配空间大幅减少。由于定位筋直接装焊在定子机座内壁上,无过渡垫板,因此定位筋满焊后一旦尺寸超差,定位筋就只能报废,进而造成工地项目严重拖期。定子铁芯内部无通风回路,定子热量主要经过导热胶、定子机座传递出去,如果导热胶灌注不能填充满铁芯与定子机座间的间隙,那么将导致定子快速升温,造成铁芯的有害变形,严重时甚至会烧毁铁芯。
2 定子铁芯装配工艺优化与改进
2.1 中心柱基础调整
中心柱又名定子测圆架,是定子铁芯叠压过程中快速测量内径的工具,其安装质量会影响定子铁芯测量结果。根据现场施工条件,中心柱基础低于周围底面(水泥),且基础外圆小于中心柱底座外圆,因此中心柱底座无法直接焊于基础上。针对以上情况,工作人员可在现场将角钢焊接于基础上来抬高中心柱基础,然后对角钢上平面度进行检查、修磨。
2.2 机座与中心柱中心、机座水平调节
根据定子机座大环板内圆加工面调中心柱同心,中心柱挂钢琴丝调中心柱垂直,中心柱调好后检查机座水平,然后复测中心柱中心,直至尺寸调节合格。需注意的是,调整、使用中心柱的过程中不得对其进行踩踏,以免造成中心柱垂直发生变化,影响测量结果。
2.3 挡风板装配
本台机组定子内支撑与定子机座为一体焊接结构,为避免挡风板装配时污染定子,需先进行挡风板预装。
2.4 基准筋调节
水轮发电机定位筋是定子铁芯的基准固定部件,基准筋更是其他定位筋的找正基准,因此其装配质量将直接影响机组的装配质量。机座大环板半圆槽经过单件数控切割后与机座焊接一体,其焊接变形量较大,无法将其作为基准筋找正基准,给基准筋的装配带来了一定困难。
处理措施:将图纸+Y方向与基准筋相对位置反画到粘胶片上,如图1所示。然后将粘胶片上+Y方向对准定子机座上+Y方向,在机座上画出基准筋位置线。
使用挂钢琴丝方法调节基准筋垂直度。采用在定位筋与机座壁间增加调节垫片的方式调整基准筋半径及向心,调好后将基准筋点焊在机座上。
2.5 大等分、小等分筋调节
全圆共48根定位筋,为避免定位筋弦距累计误差,将定位筋分八等份进行调节。由于中心柱底座基础不够牢靠,为减少中心柱调节次数,大等分筋半径、弦距都使用内径千分尺进行测量,调好后将大等分筋搭焊在机座壁上。大等分筋半径及向心调节同基准筋。
小等分筋半径的调节使用测圆架百分表方法,弦距使用弦距检查样板进行调节。小等分筋半径及向心调节同基准筋。需要注意的是,中心柱使用过程中应随时复查测圆架垂直、中心。
2.6 满焊定位筋
所有定位筋调节完毕后,将定位筋满焊在定子机座内壁上。与其他机组不同的是,贴壁贯流式机组定位筋与定子机座直接焊接,因此焊接过程极易造成定位筋尺寸超差,进而造成定位筋报废的情况。
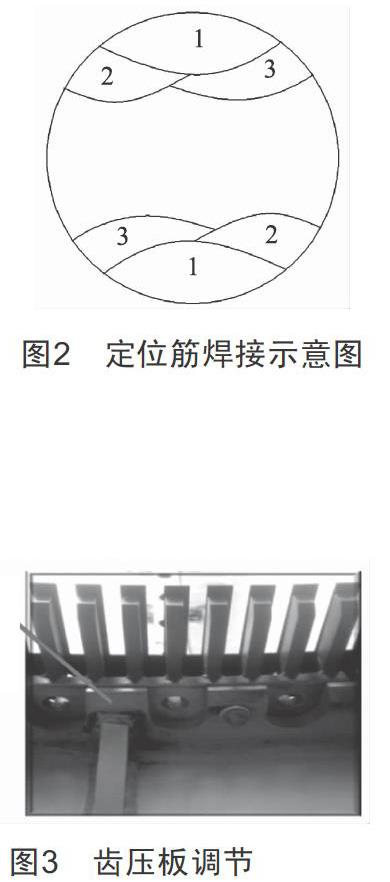
为确保定位筋焊接质量,制定了工地现场的工艺方案:(1)为减小定位筋焊接变形,定位筋塞焊孔焊接顺序为先中间后两边。(2)每个塞焊孔分为点焊、段焊、满焊三个阶段。(3)每个塞焊孔焊接顺序按图2进行(先焊点1,再焊点2,再焊点3),段焊完成后方可进行大面积满焊。(4)在定位筋的每层焊接后,需要清理干净药皮才能进行下一层的焊接。(5)每焊接一次需对定位筋弦距、垂直度进行复测,并根据测量数据调整焊接顺序。
2.7 齿压板调节
然而由于贴壁贯流式机组定子机座下环板为单件加工后焊接到机座上,因此焊后下环板U型槽经常发生周向错位情况。为了确保绝缘螺帽在最后把紧时不与机座环板相互干涉,需提前调整穿心螺杆孔与环板U型缺口同心,如图3所示。
2.8 叠定子铁芯冲片
受该类机组空间限制,贴壁贯流式机组定子铁芯中间无通风回路。整个定子浸泡在水中,定子热量主要通过热传导的方式经导热胶、定子机座传递出去,如图4所示。
为减少导热胶灌注时从下面流走的情况,在叠前面几层铁芯冲片时,应在铁芯冲片与定子机座间使用密封胶进行封堵。定子铁芯与定子机座间间隙设计要求为1.1 mm,目的一是给定子铁芯热膨胀预留膨胀间隙,目的二是确保导热胶充分填充,增强定子散热效果。为避免定子铁芯叠压过程中此间隙发生变化,叠片时应在铁芯与机座间增加1 mm厚垫片,并且需要随着叠片增高将此垫片的厚度不断提高(方便取出)。
2.9 铁芯压紧
为消除定子铁芯冲片间应力,铁芯每叠一段高度需进行一次预压。由于该机组内支撑与机座已焊为一体,预压前铁芯如果叠得太高,产品拉紧螺杆就会无法穿入;相反,如果铁芯叠得太低,力矩扳手套筒就会无法直接把紧螺母。针对上述情况,工作人员经过数次尝试,最终将铁芯预压高度确定为550 mm,调好后用力矩扳手对称同方向交叉均匀多次施力,将其把紧至图纸力矩值。定子铁芯最后之所以使用力矩扳手把紧,是为了保证铁芯拉紧螺杆受力均匀、准确。定子铁芯内径设计要求R±0.25 mm,定子铁芯压紧后内径测量结果如表2所示。
2.10 铁损试验
定子铁芯铁损试验是通过检验铁芯的绝缘情况和实际相对铁耗值来判断铁芯的安装质量。励磁线圈匝数由计算出的安匝数和电缆规格决定,检测线圈匝数由测量电压V2表量程(1/3~2/3)決定,通过调节励磁电压V1,监测V2,观察其是否接近计算值4.44BSfW2。励磁电压调好后,每15 min记录一次励磁电流、测量电压、损耗值,试验共持续90 min,铁损试验结束后再次对称把紧铁芯。
为了让试验与实际情况更接近,应保证磁感应的强度尽量接近计算值。
2.11 灌注导热胶
由于贴壁贯流机组定子散热手段非常有限,因此定子铁芯发热较为严重,如不能及时将定子热量传导出去,极易造成铁芯的有害变形,严重时甚至会造成定子铁芯烧毁,因此导热胶的灌注质量十分关键。为了确保导热胶灌注质量,必须使用垫片随时检查导热胶填满铁芯与定子机座间隙的情况,并根据情况调整导热胶灌注速度。
3 结语
贴壁贯流式水轮发电机定子铁芯结构的独特性,增加了其装配的难度。贴壁贯流式水轮发电机定子铁芯装配工艺在该机组上的成功应用,确保了产品的装配质量和周期,为类似机组的安装提供了参考。
[参考文献]
[1] 周亮,王延松.浮动斜槽式定子铁芯装配工艺研究[J].东方电机,2001(2):14-18.
[2] 王岩松.大型水轮发电机定子铁芯热膨胀及松动[J].东方电机,1994(3):4-10.
收稿日期:2020-11-20
作者简介:张波(1984—),男,吉林榆树人,硕士研究生,工程师,研究方向:水轮发电机制造工艺。
