某酿酒厂污水处理工艺流程研究
2021-01-21 05:46:32周晓东
食品安全导刊 2020年35期
随着科技的高速发展,酿酒行业的健康发展积极推动着我国的经济发展和社会进步,对国家的经济发展更有着不可替代的作用。本文以3000 吨酿酒废水项目为研究对象。在阅读了大量相关文献并整合了相关的国内外废水处理技术之后,经过大量的计算和技术比较,最终确定了废水站的废水处理工艺。在此基础上,可以采用更经济的方法来有效处理酿造废水。反应器中的厌氧细菌通过发酵工艺产生了大量的沼气,经过智能的脱硫设备可将沼气应用于沼气能源生产。以此,不仅减少了沼气的排放以减少污染,而且节约了能源,在一定程度上,有效利用了资源,增加了经济效益。
当今我国酿酒行业中产生的废气、废水和废渣处理能力相当薄弱,且对此的监督管理体系也不完善。阻碍我国中小型酿酒企业良好发展的主要原因是“三废”的处理成本非常昂贵而且处理效率不高,导致“三废”偷偷排放或者稍微处理后并未达到排放标准就排放。直接排入水体,会对周围的地表水环境造成严重的污染。通过引入国家生态理念并推进相关政策,针对整个酿酒行业,我国环保部门经反复讨论,制定了相关的管理制度和处罚条例,从而控制“三废”排放。然而,酿酒生产过程中的单一固体废水处理具有处理废水消耗高、资源利用差以及需通过复杂的技术和方法去除高浓度有机污染物的缺点,在一定程度上,可回收资源少,消耗很多。
工程设计概况
酿酒废水概况。根据有关数据和同类企业的经营情况统计,项目正常投产后,将产生300m3/d 的废水。 具体组成如下:设计高浓度废水处理速度为150m3/d。低浓度废水的设计处理速率为100m3/d;设计废水处理率:50m3/d;整个酿酒过程中产生的废水其组成成分较多,废水的主要来源包括一次性清洗锅水和锅底用水。酿酒的净化过程和湿润的原材料,以及使用的净水设备冷凝水和其它都与废水的产生密切相关。
酿酒废水水质。(1)在废水处理设施的正常运行条件下,废水处理厂的总排放量中的污染物和流水水质的浓度取决于废水处理厂设备的变化、废水处理过程和日常管理。(2)污水处理设备:对于酿酒厂产生的高酸碱性废水,将对废水处理厂的处理负荷产生较大影响,并且在一定程度上对正常运行中的每个结构产生一定的影响。因此,酸基废水必须经过适当的预处理(例如中和),然后才能进行后续处理过程。(3)锅底水:通常是指酿酒蒸发过程中产生的底部残留物。每天的排放量约为150 吨,化学需氧量的浓度约为5000 毫克/升,个别情况下可达100,000毫克/升。(4)有毒污染物的水:清洁设备后,通常会对设备的底部和周围区域进行消毒。考虑到活性微生物对消毒杀菌剂敏感,甚至抑制微生物的发展。所以,消毒废水直接排放到废水处理系统中会直接影响到废水处理的整个过程,因此必须在进行后续处理之前预先处理消毒后的废水。(5)冷凝水:冷凝水是冷却系统期间产生的残留水。通常没有感觉性能,但实际上COD 的浓度相对较高。通常其COD 值约为2000-2500 毫克/升。(6)锅底水的排放:这部分废水根据生产方法和企业类型的不同而有很大差异。但是,在获得大量相关数据后,这类废水中的悬浮污染物和泥浆含量很高。随后的处理过程只能在合理且适当的处理过程之后执行。
高浓度污水预处理
初沉池。高浓度酿酒废水的污水中含有大量的固体污染物。为了去除大型污染物并减少后续结构的操作负荷,浓度高的废水首先流入沉淀池中通过静置进行沉淀处理。完成沉淀后,对分离沉淀后的物质及时清除,并清洗沉淀池。
中和池。根据《工业废水处理工程技术规范》第4.2.5条的有关规定,在酿酒过程中产生的高浓度有机废水呈酸性,pH 值通常为3.5-4.5。对于废水的初步处理,有必要添加碱性污水中和剂。
调节池。高浓度废水的排放不能连续均匀地排放,并且水量会有波动。因此,要设置调节罐以均匀地调节水量,使下一个工艺流程能保证提供连续的水,以此可有效提高处理效率。
高温冷却塔。排放的高浓度废水的温度高达98℃。温度过高不利于微生物的发展,甚至会造成其破坏,进而造成废水无法进行生化处理。根据现有的设备水平,普通冷却塔的入口温度限制在40℃-45℃,因此有必要使用专门的高温冷却塔设备,从而将温度降低至厌氧反应所需的适宜温度。
CSTR 反应堆。根据《工业饮用水处理技术规范》第6.4.2 条的有关规定,对于饮用水行业中高浓度有机废水的处理,应考虑采用厌氧反应系统(CSTR)。完全混合首先完全混合厌氧反应器是一种厌氧生物处理技术,可以长时间混合活性微生物和发酵原料。
污水站设计进出水水质论证
设计进水水质预测。该项目是新建的,没有有关废水质量监测的历史数据。 废水处理厂的设计主要参考《工业废水处理工程生产技术规范》进行。主要指标如下:
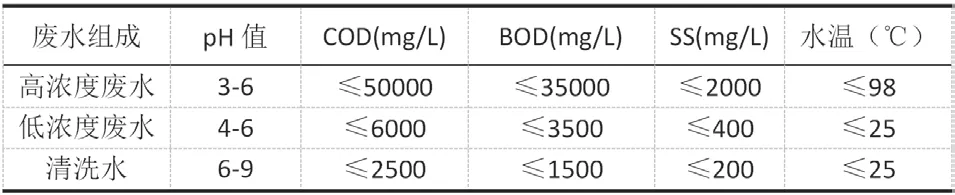
表1 设计进水水质
设计出水水质预测。根据相关信息,经废水处理厂处理后的废水可以排入当地的废水处理厂。 根据《发酵酒精和饮料行业水污染物排放国家标准》,废水处理厂处理的废水质量可以达到相关的废水排放标准。主要指标如下:

表2 设计出水水质
本文的主要结论如下:酿酒废水是高浓度和中浓度的有机废水,该有机废水具有有机污染物浓度高、需氧量大、BOD/COD 比值大等特点。CSTR 反应器主要应用于厌氧发酵这一过程。沼气通过脱硫和净化设备用于沼气或沼气锅炉的能源生产,不仅减少了有害气体的排放,节约了能源,而且在一定程度上增加了经济效益,有效地利用了资源。
猜你喜欢
云南化工(2021年6期)2021-12-21 07:31:18
酿酒科技(2021年8期)2021-12-06 15:28:22
军事文摘·科学少年(2021年1期)2021-02-04 08:03:45
小学科学(学生版)(2020年3期)2020-03-25 13:31:24
小学科学(学生版)(2020年2期)2020-03-03 13:40:18
农药科学与管理(2019年10期)2019-04-20 07:13:10
中国沼气(2017年4期)2017-11-08 01:55:08
故事作文·低年级(2016年7期)2016-05-14 09:39:46
上海煤气(2016年1期)2016-05-09 07:12:35
现代冶金(2016年6期)2016-02-28 20:53:12