一种物体上下表面自动弹性热包装装置的研制
2021-01-20 02:15朱志强熊艳红
湖北工业职业技术学院学报 2020年6期
朱志强,熊艳红
(湖北职业技术学院 机电创新研究所,湖北 孝感 432000)
0 引 言
裹包机又称缠绕机,包装机。目前的缠绕机主要有预拉型自动薄膜缠绕机、托盘式缠绕机、压顶式阻拉型缠绕机等几种类型,广泛应用于外贸出口、制灌、造纸、玻璃陶瓷、染料、食品饮料、塑胶化工、机电铸件等产品的集装缠绕包装。上述缠绕机械将被缠绕物体放置于转盘上,安装好缠绕膜,转盘电机转动,带动转盘和物体转动,使物体外围进行缠绕包装。同时升降机电机带动缠绕捆扎机做上下运动,达到物体高度方向的缠绕,从而实现对物体外围的包装缠绕。这样不仅有利于机械化装卸作业、货物储存及运输,起到防尘、防潮及保洁作用,又能防止货物在搬运过程的损坏,提高生产效率,降低生产成本。但上述缠绕包装只能对物体的外围进行缠绕包装,不能对物体上下表面实现自动包装,这将影响缠绕物体的防尘、防潮及保洁效果,为此急需发明一种全方位裹包机,全方位裹包机由四周缠绕包裹装置和上下表面包裹装置组成,既能完成物体的四周外围包装,又能完成物体的上下表面的包装。
为弥补目前缠绕包装机不能自动完成上下表面包装的缺陷,在四周缠绕包裹装置的基础上,设计了一种物体上下表面自动弹性热包装装置,该装置可实现物体的上下表面自动化包装,更好地实现防尘,防潮和保洁效果,利用本装置先完成普通包装件的上下表面的包裹,再把包装件输送到四周缠绕包裹装置的工作台上完成四周外围的包裹。
1 装置结构原理
一种物体上下表面自动弹性热包装装置,其本体由调高电磁铁1、 左部支撑板2、 上加热截断夹子3、左部微动行程开关4、吊桥5、下加热截断夹子 6、支撑盒子7、右部支撑板8、加弹性胶带的上滚筒膜9、上压板 10、右部微动行程开关11、光电开关 12、普通包装件 13、加弹性胶带的下滚筒膜 14、上滚筒 15、下滚筒 16、 弹性胶带 17、左夹片 18、右夹片19、加热片 20、轴一 21、轴二22、截断夹子旋转电磁铁23、吊桥旋转电磁铁24和横梁固定板25组成。结构见图1、图2。
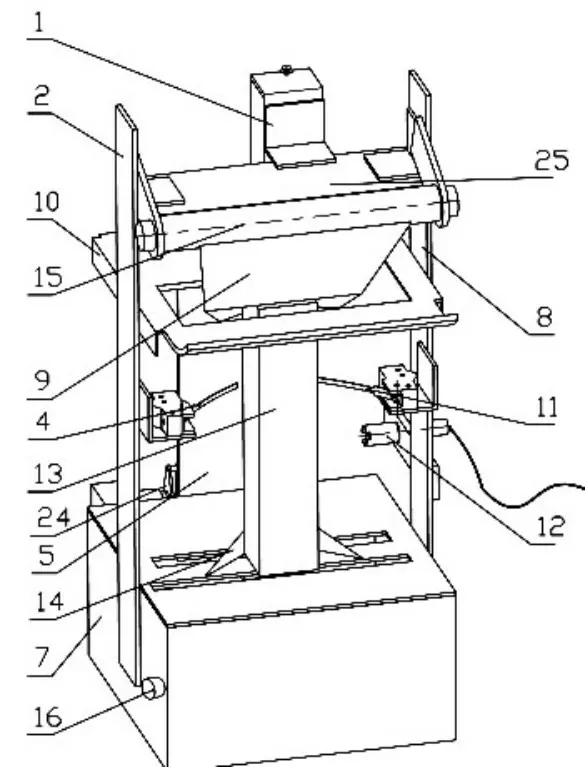
图1 物体上下表面自动弹性热包装装置三维造型(a)
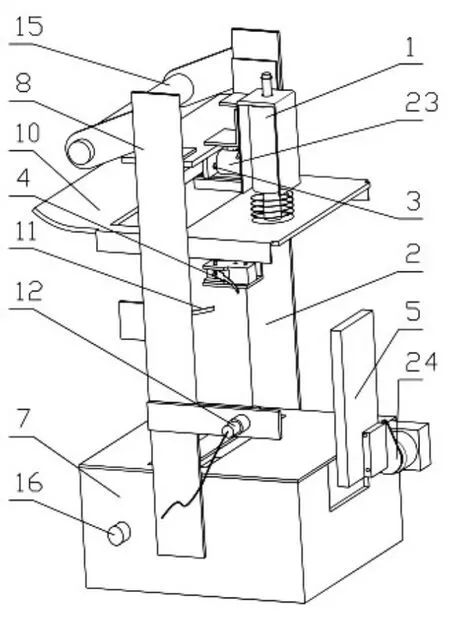
图2 物体上下表面自动弹性热包装装置三维造型(b)
其特征在于: 上压板 10和调高电磁铁1衔铁轴固结,调高电磁铁1的外壳固结在横梁固定板25,横梁固定板25的两端分别和左部支撑板2、右部支撑板8固结,加弹性胶带的上滚筒膜9和加弹性胶带的下滚筒膜 14分别粘结两排弹性胶带17,加弹性胶带的上滚筒膜9套装在上滚筒15上,加弹性胶带的下滚筒膜 14套装在下滚筒16上,上滚筒 15的两端分别安装在其端部的两个孔内并可在两个孔内自由转动,下滚筒 16安装在支撑盒子7的两个孔内,和支撑盒子7的两个孔形成大间隙圆柱副配合,下滚筒 16可在支撑盒子7的两个孔内自由转动,上加热截断夹子3的左夹片18通过轴一21和截断夹子旋转电磁铁23的旋转轴固结,左夹片18并通过其端部的齿轮轮齿和右夹片19端部的齿轮轮齿啮合,以保证左夹片 18和右夹片19的转动同步,右夹片19通过其内部的孔空套在轴二22上,可围绕轴二22自由转动,轴二22和截断夹子旋转电磁铁23分别固结在横梁固定板25上,加热片20贴合在左夹片18的内表面上,实现对滚筒膜9的烫断并使滚筒膜9胶合,下加热截断夹子6结构和上加热截断夹子3相同,下加热截断夹子6被固定在支撑盒子7上,吊桥5和吊桥旋转电磁铁24的旋转轴固结,并由旋转电磁铁24驱动摆动,吊桥旋转电磁铁24被固定在支撑盒子7上。右部微动行程开关11和光电开关 12固定在右部支撑板8上,左部微动行程开关4固定在左部支撑板2上,右部支撑板8和左部支撑板2分别和支撑盒子7固结,左部微动行程开关4与右部微动行程开关11都为常闭开关,而光电开关12为常开开关,左部微动行程开关4和光电开关12串联,对上面加热截断夹子3的截断夹子旋转电磁铁23和加热片 20进行控制,右部微动行程开关11和光电开关12串联,对下面加热截断夹子6的截断夹子旋转电磁铁23和加热片20进行控制。
3 工作过程
如图1~图4,为实现物体的上下表面自动化包装,设计了一种物体上下表面自动弹性热包装装置。
该装置主要用于包装普通件13的上下表面,当普通件13进入支撑盒子7的支撑面后,普通件13在向前输送的过程中,其上下表面被上下包装膜覆盖并包裹,然后在加热截断夹子3和6的作用下把上下包装膜剪断并胶合,形成一三角形网兜形状,为下一包装作准备,这样就完成了普通件上下表面的包装,并把上下表面包装好的普通件13输送到四周缠绕包裹装置28的工作台上完成四周外围的包裹。
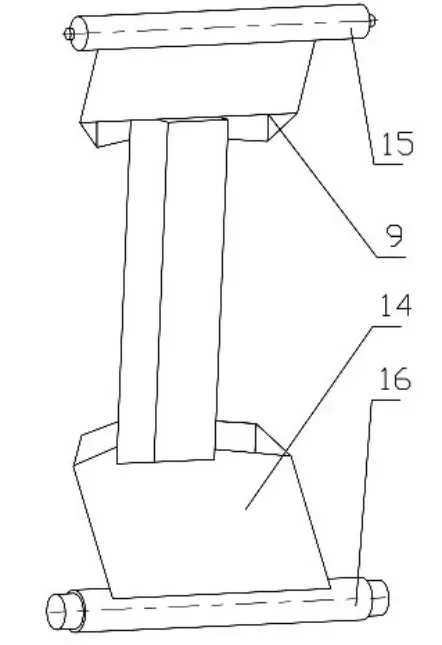
图3 包装件和滚筒膜包裹前三维示意图
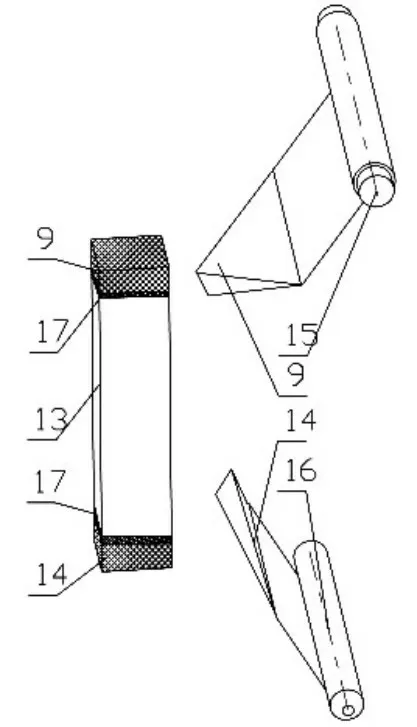
图4 包装件和滚筒膜包裹后三维示意图
当调高电磁铁1通电后,上压板10在调高电磁铁1作用下上移,上压板10和支撑盒子7之间形成较大的包装空间,普通件13进入包装空间后,调高电磁铁1断电,上压板10在重力和调高电磁铁1的弹簧力作用下下移,并和普通件13的上表面接触,从而适应不同高度的普通件。
上滚筒膜9和下滚筒膜14的端部在上一包装件13包装完毕后会被上加热截断夹子3和下加热截断夹子 7截断并加热胶合成三角形,当普通包装件13在输送过来时,上滚筒膜9和下滚筒膜14的胶合的端部三角形会自动地钩住普通包装件13的上下表面,随着普通包装件13向前输送,由于上滚筒膜9和下滚筒膜14两侧分别粘结了两排弹性胶带17,上滚筒膜9和下滚筒膜14会紧紧地覆盖并包裹在普通包装件13的上下表面,上滚筒膜9和下滚筒膜14便同时对普通包装件13的上下表面包裹,左部微动行程开关4与右部微动行程开关11都为常闭开关,而光电开关12为常开开关,左部微动行程开关4和光电开关12串联对上面加热截断夹子3进行控制,右部微动行程开关11和光电开关12串联对下面加热截断夹子6进行控制,只有当普通包装件13被输送到被光电开关12感触,并同时离开左部微动行程开关4与右部微动行程开关11时,此时光电开关12常开触点闭合,左部微动行程开关4与右部微动行程开关11恢复常态,即常闭(闭合)状态,上面加热截断夹子3和下面加热截断夹子6同时得电,即加热截断夹子3和下面加热截断夹子6的截断夹子旋转电磁铁23和加热丝 20同时得电,旋转电磁铁23带动左夹片 18和右夹片19首先使平整的加弹性胶带的上滚筒膜9和加弹性胶带的下滚筒膜 14对折折叠,随后对之夹紧,在夹紧的同时,加热丝 20得电加热使加弹性胶带的上滚筒膜9和加弹性胶带的下滚筒膜 14烫断胶合在一起,加热加紧胶合状态一直持续到普通包装件13离开光电开关12(加热夹紧持续时间约为3秒),此时上滚筒膜9和下面滚筒膜14被截断并胶合在一起,光电开关12复位为常开状态而断开,上面加热截断夹子3和下面加热截断夹子6同时失电复位,为下一次包装作准备,这样普通包装件13的上下表面就包装完成;然后开启吊桥旋转电磁铁24控制的吊桥5,吊桥5就与支撑盒子7处于同一水平面,被包装好上下表面的普通包装件13便可从吊桥5的表面被输送到四周缠绕包裹装置28的工作台上完成下一阶段的四周外围包裹。
4 结语
整套装置能对物体的上下表面实现自动化包装,以弥补目前缠绕包装机不能自动完成上下表面包装的缺陷,不仅有利于货物储存、运输及机械化装卸作业的包装要求,又能防止货物在搬运过程的损坏,起到防尘,防潮及保洁作用。

图5 自动弹性热包装装置研制实物
[1]徐强,张有良,董革平,王剑锋.卫生卷纸薄膜包裹机裹膜系统的设计与研究[J].包装与食品机械,2013,31(06):33-35.
[2]康运江,刘明利,丁洪,孙瑞涛,马磊.冷轧卷材防锈纸自动包裹机的研究[J].冶金设备,2011(02):60-61+76.
[3]陈永生,朱德文,张鹤林,周欧敏,夏春华,钟成义.鲜水果机械化包裹机的研制[J].农机化研究,2007(10):71-73.
猜你喜欢
环球市场(2021年11期)2021-01-15
商品与质量(2020年33期)2020-11-07
新商务周刊(2019年24期)2019-12-22
现代商贸工业(2018年31期)2018-12-08
数码世界(2018年6期)2018-07-12
电子测试(2017年11期)2017-12-15
课堂内外(小学版)(2017年6期)2017-09-04
学与玩(2017年4期)2017-02-16
小学教学研究(2016年36期)2016-05-17
国防制造技术(2016年2期)2016-03-12