
异形铁管内嵌螺母自动焊接设备方案设计*
2021-01-18 07:02:18周晓晓龚椿彭郭正元方浩贤
机电工程技术 2020年12期
周晓晓,龚椿彭,郭正元,方浩贤
(1.广东省智能机器人研究院,广东东莞 523808;2.东莞理工学院,广东东莞 523808)
0 引言
随着机械自动化程度的不断提高,自动化焊接设备的应用需求也逐渐增加。目前大部分企业往往是采用人工焊接的方式来实现部分表面复杂工件的焊接[1],但人工焊接难以保证零部件之间的焊缝质量统一,因此,与焊接技术相关的企业进行自动化焊接的转型也将成为行业未来发展的趋势[2]。
在智能制造转型升级的浪潮中,制造行业的自动化发展速度在不断地加速,自动焊接设备同工业机器人一样也在不停地往智能化与模块化的方向发展以适应不断转型企业产能的需求[3]。
异形铁管内嵌螺母自动焊接设备所加工的对象是铁管,该焊接过程需要多个工人先后进行铁管折弯、铁管打孔冲孔、压紧螺母、焊接螺母等工序才能最终完成异形铁管内嵌螺母焊接的任务,工艺较为复杂,需要多个工人协同工作才能完成整个流程。为提高焊接效率及质量、降低生产成本,本文采用模块化设计方法,进行了工序流程规划与整体方案设计,设计了一款异形铁管内嵌螺母自动焊接设备,满足异形铁管内嵌螺母的自动化焊接需求。同时企业要求异形铁管内嵌螺母自动焊接设备不仅能实现焊接功能也要实现螺母排料输送、螺母压紧等附加功能,这也表明了焊接设备往多功能、多样化的方向发展[4-6]。
1 方案设计
1.1 需求分析
人工焊接对异形铁管内嵌螺母的焊缝质量无法实现统一性、均衡性而且存在生产效率较低以及劳动成本高等缺点。异形铁管内嵌螺母焊接设备与传统人工焊接的功能需求对比,如表1所示。由表得出,使用自动化焊接设备完成相应动作可以极大减少生产成本[7-9]。而异形铁管内嵌螺母焊接过程中,生产效率的高低主要与其工件法兰螺母和异形铁管的特征有关。
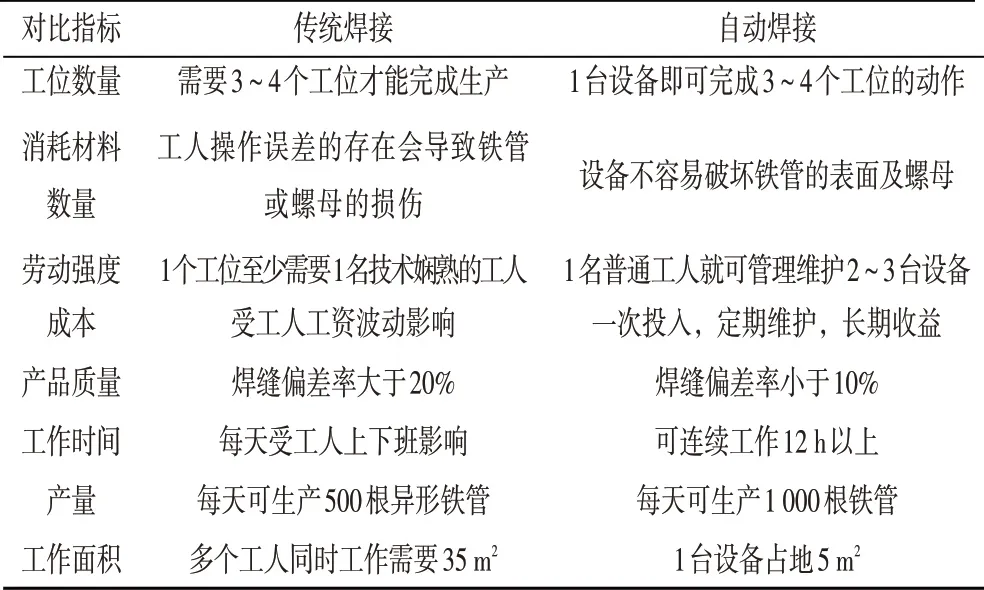
表1 异形铁管内嵌螺母人工焊接与自动化焊接的需求对比
1.1.1 法兰螺母特征
异形铁管要求所压入的螺母需要带有法兰,这样才能使得螺母面与铁管表面有足够多的焊接表面,避免焊接过程中灼伤螺母的螺纹,因此螺母排序出料结构设计与螺母的外部特征紧密相关。所需要用到的法兰螺母的外部特征如图1和表2所示。
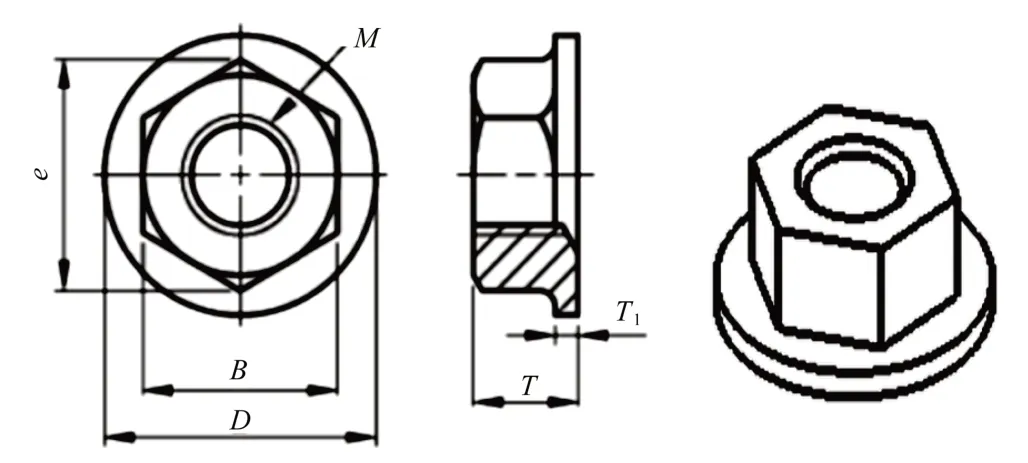
图1 法兰螺母外部特征

表2 法兰螺母的具体参数mm
1.1.2 异形铁管特征
根据企业提供的异形铁管三维模型,经测量可知异形铁管是一根长度大概为438 mm、内径20 mm、外径22 mm 的铁管经2次折弯而来的,如图2所示。
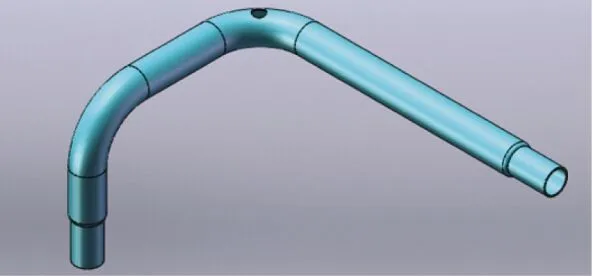
图2 异形铁管三维图
1.2 工序设计
目前,企业对异形铁管内嵌螺母焊接制造大都采用人工操作方式,工作流程如图3所示。首先企业工人需要对来料铁管进行加工处理,使之变为所需要的异形弯曲铁管,接着铁管口两端需要进行缩口和冲槽处理。然后利用冲孔机在异形铁管弯曲处进行冲孔,与之同时焊接的螺母经过工人的分拣后压入管弯角处,最后由焊接工人进行焊接处理。

图3 异形铁管内嵌螺母焊接制造完整流程
异形铁管内嵌螺母焊接制造主要包括了8 大工序,每个工序相互衔接构成了一个有机的整体。其中,螺母排序输出、压紧螺母及焊接螺母3大工序对产品的质量至关重要。目前企业受用人成本影响,考虑使用一款异形铁管内嵌螺母自动焊接设备完成以上3大工序。
异形铁管内嵌螺母自动焊接设备的工作过程设计如下:
(1)法兰螺母排序输出,要求在输出螺母的同时也能保持法兰面的方向一致性;
(2)法兰螺母经过转移送料及辅助转运机构的接续动作,实现螺母在工位之间的转移;
(3)法兰螺母移到压紧装置中,压紧件在外力的作用下将螺母压入异形铁管的冲孔处;
(4)压好法兰螺母的异形铁管进入焊接装置中,完成螺母焊接环节;
(5)已完成焊接的异形铁管移至下料区等待下料;
(6)动作结束。
为了使得异形铁管内嵌螺母自动焊接设备顺利地完成以上6步,需要对其设备进行工位设计。
1.3 工位设计
1.3.1 工件载具及夹具工位
工件载具及夹具主要是承担着异形铁管在整个设备运行过程中的夹紧作用。夹具目前可选的种类较多,如偏心夹紧机构、端面凸轮夹紧机构。而本单元模块选用气缸与铰链组合的方式实现异形铁管的夹紧功能。
1.3.2 螺母排序出料工位
螺母排序出料单元模块作为异形铁管内嵌螺母焊接设备的关键一环,它主要是将杂乱无章的螺母按照一定的规律排序输出。结合实际需要,螺母排序出料单元采用振动盘加直线滑轨实现法兰螺母平稳有序输送的动作,既能保持法兰面方向朝上也能避免法兰螺母受到过大的冲击力。
1.3.3 螺母转移送料工位
螺母转移送料单元模块的功能主要是为了实现法兰螺母在空间位置中的移动,使法兰螺母由直线滑轨转移至压紧螺母的转运机构中。
由于法兰螺母属于标准件,其螺纹孔的大小相同,内径保持在一定公差范围之内,所以可以选用法兰螺母的螺纹孔作为参考面。通过以螺纹孔为拾取机构的参考取料特征,机构可以较快实现对螺母的定位,同时采用类似的张紧机构装置来实现螺母的自动拾取,如图4所示。
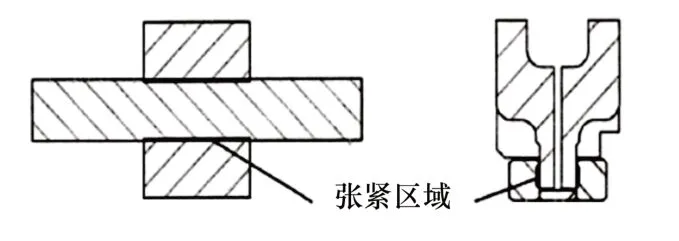
图4 张紧机构示意图
1.3.4 压紧螺母工位
压紧螺母单元模块主要是实现将法兰螺母直接压入异形铁管的管弯处。在压紧螺母时需要保证法兰螺母平稳紧密地进入异形铁管。因此压紧时法兰螺母需要保持在水平面上,在下压过程中不能倾斜过大,否则法兰螺母无法准确压入异形铁管中。所以可利用气缸驱动顶出压板将法兰螺母压入异形铁管的方法实现压紧螺母功能。
1.3.5 焊接螺母工位
焊接螺母单元模块主要功能是将已经压紧的法兰螺母进行焊接,该单元模块可以使用固定焊枪的设计,也可以使用可动焊枪的设计。综合考虑,为了使法兰螺母与异形铁管之间的焊缝更加紧密,本工位选择可动焊枪形式进行螺母焊接,鉴于目前市场上的大多焊接设备尺寸较大,故需要设计一种由同步带与气缸组合的可动式焊枪结构完成焊接螺母功能。
1.3.6 铁管下料工位
铁管下料作为整机的最后一道工序,它要求可以将异形铁管准确地由工件载具转移至料框内。为了使得机器结构紧凑,该工位使用夹子将异形铁管夹出,并放置于料道中使之滑入料框中。这种选择具有结构紧凑且抓取异形铁管稳定的特点。
2 整体结构布局设计
根据工位设计的情况对整体结构的布局进行设计。图5所示为异形铁管内嵌螺母自动焊接设备的三维结构平面分布图,展示了整体结构布局。整机主要包括螺母排序出料单元、螺母转移送料单元、压紧螺母单元、铁管下料单元、工件载具及夹具单元、焊接螺母单元等工位。图6所示为异形铁管内嵌螺母自动焊接设备的立体三维结构。

图5 整机结构布局
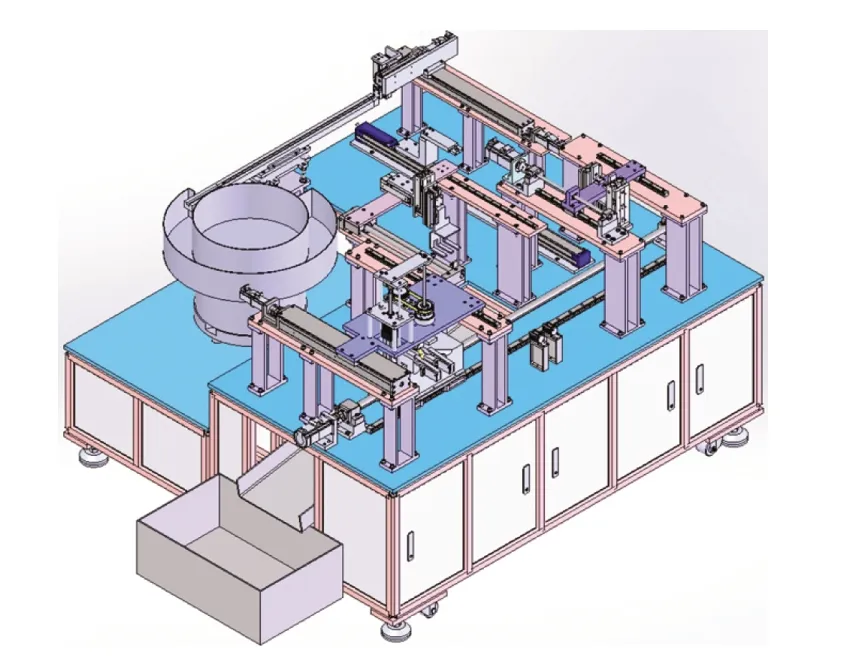
图6 立体三维结构
3 结束语
研发出一种能实现异形铁管内嵌螺母焊接的专用设备,制定了焊接过程的工序设计,设计工位方案,并得出总体设备三维模型,实现了异形铁管与螺母之间的排序送料、压紧、焊接、夹紧等自动功能,该设备具有结构紧凑、占地面积小、焊接效率高、焊缝统一性高、自动化程度高等优点,能有效降低企业的经济成本。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
大科技·百科新说(2021年4期)2021-07-01 11:21:44
制造技术与机床(2019年10期)2019-10-26 02:47:22
石油化工建设(2018年1期)2018-07-10 09:49:50
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
汽车与安全(2017年7期)2017-08-03 17:20:12
汽车与安全(2017年6期)2017-07-25 09:57:08
汽车与安全(2017年3期)2017-04-26 01:25:27
科技知识动漫(2016年12期)2016-12-23 09:46:40
设备管理与维修(2016年5期)2016-03-16 02:20:41
