简支伸缩式结构在机翼总装型架中的应用研究
2021-01-12 01:06上官敬益张炜田经纬白黎明
今日自动化 2021年11期
上官敬益 张炜 田经纬 白黎明

[摘 要]文章简要阐述了一种大型立式机翼总装型架,该型架的上梁安装在能够横向移动的简支伸缩梁和机构上,为零部件装配和机翼起吊提供充足的空间,还允许将其与自动制孔设备集成并与型架集成。
[关键词]机翼总装;型架;简支梁;横向移动
[中图分类号]V262.4 [文献标志码]A [文章编号]2095–6487(2021)11–00–02
Research on Application of Simply Supported Telescopic
Structure in Wing Assembly Frame
Shang guan Jing-yi, Zhang Wei, Tian Jing-wei, Bai Li-ming
[Abstract]This article briefly describes a large vertical wing assembly frame. The upper beam of the frame is installed on a simply supported telescopic beam and mechanism that can move laterally, providing sufficient space for component assembly and wing lifting. It also allows it to be integrated with automatic hole-making equipment and integrated with the frame.
[Keywords]wing assembly; frame; simply supported beam; lateral movement
在飞机机翼总装型架设计时,为方便翼梁、翼肋和蒙皮的等部件的上架安装及完成装配后翼盒下架吊运,可以采用简支伸缩式上梁结构提供安装通路。该上梁结构包括刚性强、可重复使用的定位器,通过这些定位器安装机翼的后梁交点组件,型架的高度方向与前梁垂直。整个上梁和附属定位器可以横向移动,行程约1.2 m。上梁的移动通过自动化装置控制,并与型架自动制孔设备协调。
1 机翼装配工艺
机翼装配流程可总结如下:前梁上架并定位→梁间肋在型架上大致定位→后梁上架并定位→肋与前、后梁装配,形成骨架→下蒙皮上架定位,制孔→拆卸下蒙皮并去毛刺→上蒙皮上架定位,制孔→拆卸上蒙皮并去毛刺→重新上架下蒙皮并与前、后梁和肋装配→重新上架上蒙皮并与前、后梁和肋装配→机翼垂直起吊下架
2 采用简支伸缩顶梁结构的总装型架
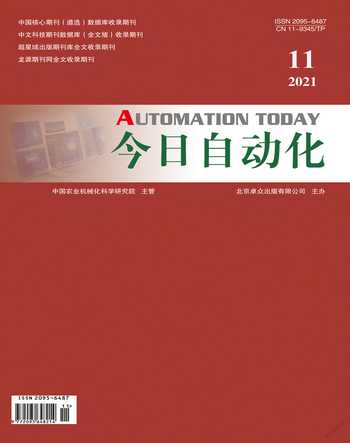
传统的固定梁机翼总装型架,如图1所示,通常采用大型钢结构,为保证工装框架上梁刚度,通常将上梁与立柱以及下梁组成一个平面框架,机翼翼盒的装配在这个框架中完成。翼盒的大型部件如前梁、后梁、翼肋及壁板等上架安装时,必须吊运至合适位置然后再横向移动到位安装,翼盒装配完成后采用专用吊挂先横向脱离装配型架,然后才能吊运下架。由此可以看出,翼盒装配时受上梁位置影响较大。若将型架上梁偏置设计,则可以为翼盒装配让出施工通路,但型架的总体刚度会受到伸展距离的影响而变弱。
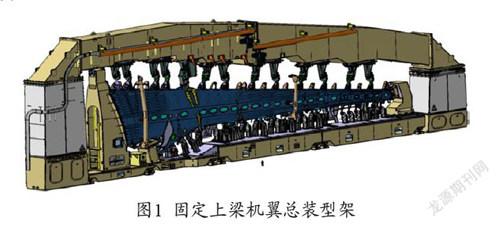
采用简支伸缩上梁结构的机翼总装型架,图2所示,由上梁、带滑动机构的简支梁、立柱、下梁、驱动和控制设备5个部分组成。
在该型架中,机翼处于前梁在下,后梁在上的立式安装姿态,前梁水平放置,型架上梁与水平面成一定角度定位。机翼前梁定位件设置在型架下梁上,后梁定位件设置在型架的上梁处,定位件与框架之间设置膨胀板来消除装配时的温度影响。
型架上梁组件长约24 m,重20 t,分为两个长度大致相等的部分,通过键和螺栓连接。梁横截面尺寸为1500 mm×650 mm(高×宽),由钢板焊接组成。设计时需考虑机翼重量引起的变形、组件自重变形和夹紧载荷引起的变形,保证上梁的挠度变形符合精度要求。
如图3~图5所示,上梁的3种不同位置姿态。图3显示了上梁固定,简支梁横向移动至远端,自动化制孔设备在上表面(近侧)工作。图4显示了相反状态,设备在下表面(远侧)工作。图5显示了上梁横向偏移,用于组件上架和机翼起吊。
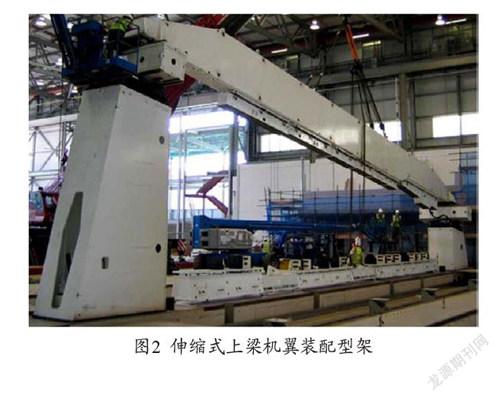
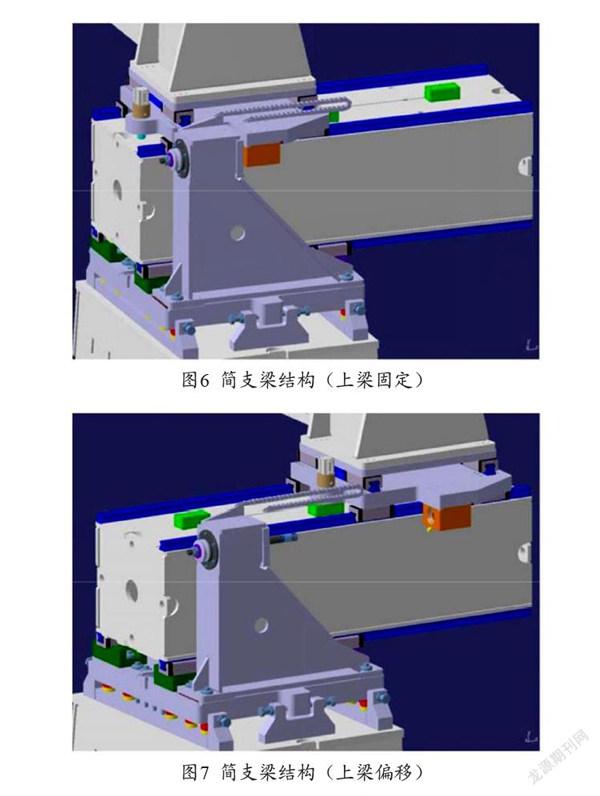
带滑动机构的简支梁如图6、图7所示,由安装立柱上的固定底板、运行在底板直线滑轨上的焊接簡支梁和运行在简支梁直线滑轨上的顶部移动平板组成。整个简支梁结构支撑着工装上梁。简支梁通过齿轮齿条由交流减速电机驱动。固定底板和顶部移动平板用杯椎定位结构确定上梁的固定位置,这样简支梁可以独立移动而不会影响上梁位置,也为自动化制孔设备的运行提供工作通路。
两个立柱分别为一个较高的根端单元和一个较低的末端单元,高度分别约为5 m和2 m,重量分别为12 t和6 t(图2)。立柱为钢板焊接结构,直接固定在地基预埋件上。
上梁的移动由单个西门子PLC控制变频器和气动电磁阀组成的自动控制系统来完成。每个简支梁上设置一个1.5 kW的驱动电机。每个简支梁移动的位置都由MTS温度磁尺进行监控。上梁的最终定位由杯椎定位结构确定,同时设置行程限位开关提供冗余限制。
采用简支伸缩上梁结构的机翼总装型架具有以下优点:①所有机翼组件的上架空间不受工装上梁的限制;②具有理想的机翼垂直出架通道,可以直接从型架上方起吊完整的机翼;③为上、下蒙皮清理清洁提供通道,以便将蒙皮运送到去毛刺区域或从去毛刺区域运出;④为在型架上集成自动制孔设备提供的足够开敞的区域;⑤简化了工装的横向移动。
3 结束语
未来军用、民用飞机的机翼,均会大量采用单板复合材料蒙皮、复合材料梁和金属肋,结构和材料都基本相同,特别是复材整体机翼,对产品的保护要求更高。因此,强烈推荐在机翼总装型架中使用类似的滑动上梁。优越的零件上下架通路与自动制孔设备的高度集成、开敞的工作空间和起吊通路,而且固定梁型架所有优点都可以继承,更满足研制阶段的首要考虑因素,因此采用简支伸缩上梁结构是优选的总装型架配置。
参考文献
[1] 许国康.大型飞机自动化装配技术[J].航空学报.2008(3):35,38.
[2] 侯兆珂.国内外飞机装配技术发展对比研究解析[J].科技创新导报.2015(8):18,22.
[3] 薛翔,张彤阳.现代飞机装配工艺及展望[J].现代制造技术备,2018(10):184-185.