镜片应力对顶焦度的影响
2021-01-11 09:21:45张亚晶
青年文献·理论研究 2021年2期
张亚晶
【摘要】目的 在眼镜的加工过程中,眼镜的应力检测是一项不可忽略的技术指标,它的存在不仅对于镜片的外观、眼镜整体的加工质量、使用寿命,都会产生一定的影响,而且还能改变镜片的光学质量。对于眼镜应力的产生及其程度会受一些因素的影响。我们只有在了解这些影响因素的情况下,才能更好的去控制应力的大小,使其为我们的需求而存在或消失。方法 通过应力仪检测不同顶焦度及不同加工工艺的镜片,同时使用焦度计测量镜片在不同应力状态下顶焦度的变化进行比较。结果 镜片顶焦度的差异,以及镜架的加工工艺不同等因素,都会对眼镜镜片的应力大小产生一定影响。从而使镜片的顶焦度产生一定的变化,导致镜片的顶焦度在加工前检测时,在国标的允差范围内,是合格的产品,而在加工后由于应力的原因,使顶焦度产生了微妙的变化,这种变化有可能使原本的合格品变为不合格品。结论 了解眼镜应力产生的因素,以及各种情况下产生应力的规律,趋利避害,让它的存在能为我们所用。提升眼镜定配加工检验工作人员的技术水平和专业意识,确保眼镜行业的良性发展。
眼镜在配装过程中,毛坯镜片经过割边 、倒角等加工工序后,被安装在镜架的镜圈里。这时镜圈会对镜片产生一定的压力,同时镜片也会产生一个反作用力,这个“内张力”,我们称之为“应力”。 由于应力的存在,会对镜片的光学质量产生影响,尤其对于顶焦度的影响较大。因此了解影响眼镜应力的因素,才是解决问题的关键。
目前我们检测镜片应力的仪器为应力仪。应力仪结构:主要由起偏器、检偏器、灯泡组成。它的起偏器和检偏器实际上就是两个偏振片。靠近光源的偏振片称为起偏器,它的作用是将光源发出的发散光变成方向一致的偏振光。靠近我们眼睛的偏振片称为检偏器,用来观测镜片的应力情况。当镜片受到镜圈的挤压,产生应力时,会发生双折射现象。此时,通过应力仪观察镜片,就会发现镜片上,会产生彩色条纹。条纹的颜色越深,说明应力越大,反之,应力越小。眼镜检测中,另一个必不可少的检验仪器为焦度计。其特点为操作简便,而且精度极高,一般精度可调至百分之一的屈光度。通过以上两种检测仪器配合使用,实际考察镜片由于自身因素以及各项外部因素变化而影响应力大小的变化,进而对于镜片顶焦度变化的影响。
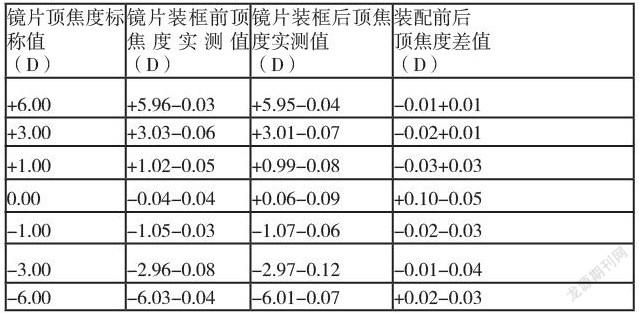
镜片顶焦度的因素:镜片的物理形态决定了镜片的顶焦度,同时镜片的顶焦度决定了镜片的厚度,镜片的厚度直接影响割边后承受应力的程度。我们通过检测不同顶焦度镜片装框前后的顶焦度变化,来推测不同顶焦度镜片承受应力的情况。(注:以下所用试验镜片均选用相同种类镜片。)表1:
结果:通过对不同顶焦度镜片加工前后顶焦度变化的对比,发现顶焦度绝对值越小的镜片,加工前后的顶焦度变化越大,同时利用应力仪检测时花纹也越深,表明应力越大。然而顶焦度绝对值越大的镜片,加工前后的顶焦度变化越小,同时利用应力仪检测时花纹也越浅,表明应力越小。表1也证明了顶焦度绝对值越大的镜片抵抗应力的能力越强。
通过实验我们还发现镜片顶焦度标称值为-1.00 的镜片在装框前的实测值为-1.05-0.03,而在装框后实测值为-1.07-0.06,经过球柱面透镜转换为-1.13+0.06。根据国标GB13511.1-2011中规定标称值为-1.00顶焦度允差为±0.12,装配后的顶焦度超过了允差范围,因此判定为不合格。同样的情况还出现在标称值为-3.00的镜片装框前后的顶焦度变化上,装框前的顶焦度为-2.96-0.08,在合格范围内。装框后顶焦度变为-2.97-0.12,根据国标顶焦度为3.00且柱镜顶焦度为0时,柱镜顶焦度允差为±0.09,现为-0.12,因此判定为不合格。
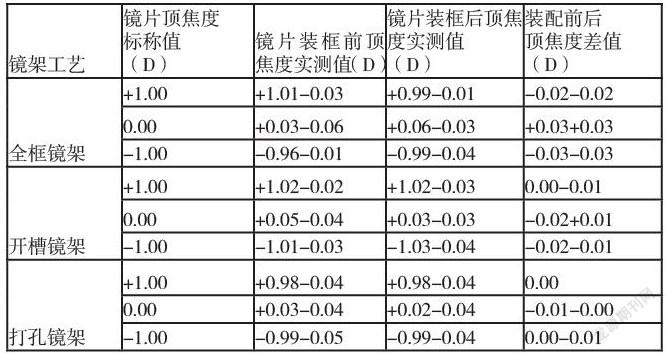
镜架加工工艺的因素:镜架按照加工工艺可分为全框、开槽、打孔这三种类型。通过分别检测这三种不同工艺的相同顶焦度镜片所产生的应力以及镜片顶焦度的变化,来分析二者之间的关系。表2:
結果:通过表2比较我们可以清楚的看到,眼镜加工工艺不同,会直接影响镜片顶焦度的变化:全框镜架顶焦度变化>开槽镜架顶焦度变化>全打孔镜架顶焦度变化。并且通过应力仪的检测发现,相同顶焦度镜片装在全框镜架上时,镜片周边会有彩色条纹;装在开槽镜架(尼龙拉丝镜架)上时,镜片周边的彩色条纹极浅;镜片装在打孔镜架上时,仅在打孔装螺丝的部位有应力彩色条纹。这个结果也同时证明了应力大小与镜片顶焦度变化的程度正相关。
通过表1和表2的对比,我们还可以发现一个规律,就是一般正球镜加工后,产生的顶焦度偏差会使正球镜的顶焦度绝对值减小;相反,负球镜加工后,产生的顶焦度偏差会使负球镜的顶焦度绝对值增加。
讨论:从事眼镜加工的人员都会遇到这样的问题,镜片顶焦度在加工前明明是合格的,可是在加工后却超出了国标的允差范围。这就是眼镜应力的影响。从以上的试验我们可以发现,产生应力的大小可以通过镜片顶焦度的变化来体现。同时,我们还从顶焦度的变化上找出了一定的规律:①正顶焦度镜片抵抗应力的能力>负顶焦度镜片。②顶焦度绝对值大的镜片抵抗应力的能力>顶焦度绝对值小的镜片。③全框镜架中镜片产生的应力>开槽镜架中镜片产生的应力>全打孔镜架上镜片产生的应力。④正球镜加工后,产生的顶焦度偏差会使正球镜的顶焦度绝对值减小。⑤负球镜加工后,产生的顶焦度偏差会使负球镜的顶焦度绝对值增加。根据以上的规律,在加工眼镜前,可以对镜片进行一定的取舍,避免加工后应力的不利影响。
结论:在眼镜的加工过程中,应力对于加工后镜片的顶焦度会有一定的影响。在日常检验工作测量中,我们只有在掌握了一些规律后,才能避免由于它的存在产生的镜片顶焦度变化,使得镜片加工前的顶焦度合格,加工后却不合格的现象发生。从而降低加工后的报残率,增加合格率,提高工作效率。
参考文献:
邱新兰《眼镜定配工技师》,中国劳动社会保障出版社,2011年。
《眼镜光学技术》,人民卫生出版社,2012。
《中华人们共和国国家标准-眼镜镜片》GB10810.1-2005
《中华人们共和国国家标准-配装眼镜》GB13511.1-2011
《中国计量》
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:18
小资CHIC!ELEGANCE(2021年18期)2021-07-28 07:31:21
中国眼镜科技杂志(2020年11期)2020-11-20 12:23:12
中国眼镜科技杂志(2018年1期)2018-02-08 02:15:04
中国眼镜科技杂志(2017年14期)2017-07-24 14:34:09
中国眼镜科技杂志(2017年10期)2017-07-10 09:17:56
中国设备工程(2017年11期)2017-06-29 12:00:51
中国眼镜科技杂志(2016年16期)2016-04-20 12:45:05
发明与创新(2015年34期)2015-02-27 10:40:21
英语学习·新锐空间(2013年2期)2013-05-23 09:25:56