现代内燃机增材制造技术
2021-01-10 00:26
汽车与新动力 2021年6期
德B.LINDEMANN S.GHETTI R.BEY C.KAYACAN
摘要
基于轻型发动机LeiMot研究项目,FEV公司与其合作伙伴共同开发了全新的研究方法,采用了通过增材制造(AM)技术生产的大型发动机部件,同时扩大了塑料应用范围,减轻整机质量,并优化了其功能。
关键词
内燃机;增材制造技术;塑料;曲轴箱;冷却
0 前言
通过采用最新的传统制造工艺,研究人员对以全铝设计的现代乘用车汽油机和柴油机的成本和质量进行了优化。近年来,这些发动机的质量功率比有了进一步优化。3缸和4缸发动机的质量功率比约为1.1 kg/kW[1]。这一特征代表了材料特性、负荷曲线和结构利用率在既定制造边界条件下的平衡。这表明传统制造工艺无法进一步减轻整机质量。在材料及负荷曲线相似或相同的情况下,研究人员将传统制造工艺替换为激光粉床熔化(LPBF)技术,从而可进一步减轻整机质量。
在由德国联邦经济与能源部(BMWi)支持的轻型发动机LeiMot研究项目中,FEV公司将LPBF工艺用于气缸盖和曲轴箱的开发进程中。研究人员选择大众公司EA288 evo系列2.0 L涡轮增压直喷(TDI)柴油机作为基础发动機,并进行了一系列优化,使开发出的新组件符合替代理念。针对该项目中采用增材制造(AM)技术的铝部件的特点,研究人员选用了该工艺过程中最常用的AlSi10Mg材料。增材制造技术具有更高的自由度,不仅可以减少整机质量,还可用于改善发动机功能。
在开发LeiMot研究项目时,气缸盖和曲轴箱的设计从概念到制造过程(包括校准和后处理)始终遵循增材制造技术的边界条件[2]。
此外,热固性注塑成型工艺的应用也是开发目标之一。为了合理使用该工艺,研究人员需要开发1种合适的曲轴箱概念。可用的材料为基于玻璃纤维增强酚醛树脂而开发的纤维增强复合塑料(FRP)。
1 组件概念
研究人员首先对气缸盖和曲轴箱进行了功能分解。通过该方式,研究人员可以分析每个功能,并可以根据给定的边界条件进行设计优化。此外,研究人员需要确保LeiMot气缸盖能与大众曲轴箱实现相互兼容。同时,研究人员必须保留参考发动机的重要接口和组件,尤其是曲柄连杆机构、配气机构及换气组件。
研究人员通过专门的设计方法,使厚度不大于2 mm的材料实现了冷却、润滑及换气等功能,晶格结构的厚度明显小于2 mm。与传统的铸造工艺相比,该方法可以根据负荷的不同而采用多种壁厚参数,且不会存在与传统制造相关的结构弱点。
2 气缸盖
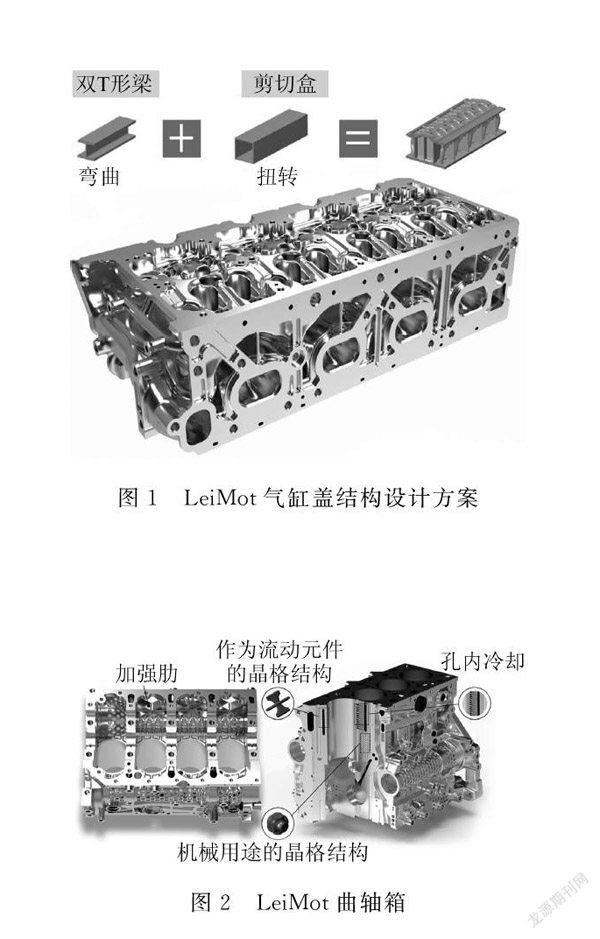
研究人员将开发重点首先放在气缸盖总体结构上,以便有针对性地对高机械应力区域进行设计。燃烧过程会导致弯曲应力的出现,并使发动机总成承受扭转应力。因此气缸盖结合了采用双T形梁(IPB)的闭口剪切盒(图1)[3]。该款最新设计的气缸盖质量约为8.5 kg,比参考气缸盖轻约22%。
3 曲轴箱与底板
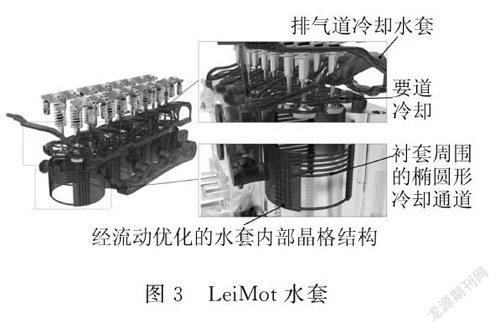
在隔板之间,研究人员为曲轴箱设计了水平支承结构。如果没有采用局部加固的功能组件(例如水通道或油道等),则可通过十字肋加固开放式结构。此外,研究人员通过采用2条连接管,加固了平衡轴区域的隔板(图2)。
出于对质量和刚度等方面的考虑,研究人员将参考发动机的深裙式结构设计方案调整为配备有铝制底板的短裙式结构设计方案。由于采用了铝制底板,发动机省去了重型钢制主轴承盖,同时曲轴箱下半部得到了加固。与带有钢制主轴承盖的同类曲轴箱相比,该设计方案可使整机质量减轻约2 kg。
研究人员通过采用拓扑方法,对组件的主要流动路径进行了优化分析,并为隔板外部等低应力区域设计出了空腔和晶格结构(图2)。上述分析为受热负荷和机械负荷影响下的组件边界优化过程提供了基础,研究人员后续将在项目中开展深入研究。
研究人员通过对气缸盖和曲轴箱底板的设计方案进行计算验证,得出了相应的评估结果,该款标准符合系列产品的开发要求。
对于接近极限的轻型设计方案而言,研究人员在设计过程中对材料特性进行了深入了解。由于该款材料有着特殊的微观结构,通过AM技术生产的部件的机械性能与通过传统铸造工艺制成的部件的机械性能之间,存在着显著差异[4]。因此,研究人员通过样本研究了AM技术所采用的材料在不同温度条件下的多项机械性能,并将结果用于计算过程中。
在机械应用中,采用晶格结构(图2)会大幅增加有限元(FE)模型的复杂性,从而延长了计算时间。因此,在整体模型的计算过程中,研究人员通过简化的替代元素表示晶格结构,这些替代元素具有与所用晶格结构相同的机械性能。
4 冷却
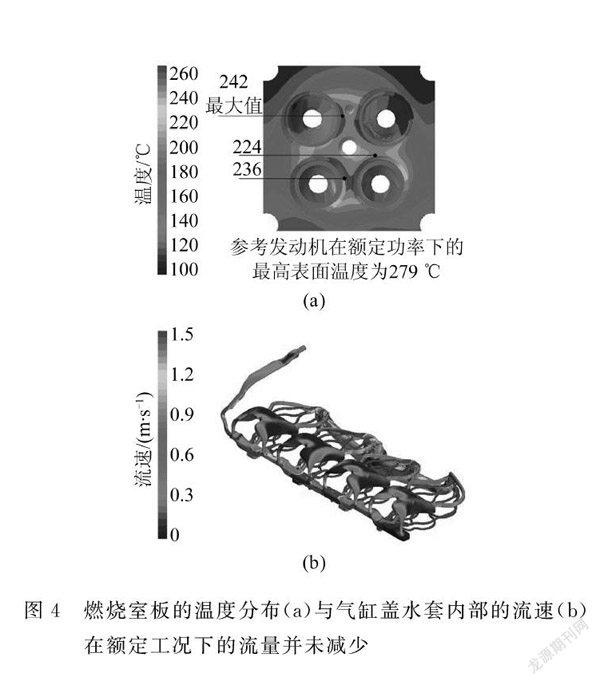
LeiMot研究项目采用了横流冷却的概念,其目的是有针对性地对各个气缸进行冷却,同时减少冷却液的流量。由于发动机在冷起动期间的热惯性较低,所以加热时间较短。气缸盖的各条管道采用了规定的直径(要道冷却),可使冷却液绕气门座圈和喷油器轴进行流动(图3)。冷却系统所引入的热量会在高温点处被直接吸收,并以较高流速进行传输。与具有更大容量的水套相比,这些管道的优点是增加了燃烧室板的刚度。为了在采用较少冷却液的情况下对排气道区域进行充分冷却,研究人员在排气道周围布置了厚度为5 mm的水套(图3)。此外,这种设计还能对热负荷较高的排气侧气门导管进行充分冷却。与热力有限元分析进行对比可知,采用相同的水泵,气缸盖燃烧室板的温度最多可降低40 ℃(图4)。这意味着该设计方案可以降低水泵的驱动功率,同时还可以缩短暖机时间。即使流经气缸盖和曲轴箱的冷却液总流量减少了40%,其最大壁温仍远低于采用传统水套的参考发动机的壁温。
为进一步改善曲轴箱的冷却性能并使气缸温度实现均匀分布,研究人员在缸套间采用了宽2 mm,高3 mm的椭圆形冷却通道,以此对内孔进行冷却。此外,水套内部为经过充分优化的晶格结构(图3)。该结构扩大了传热面积,改善了冷却液流动过程,并提高了气缸刚度。改善后的缸套冷却系统可使缸套变形更为均匀,并能相应改善摩擦和漏气现象。
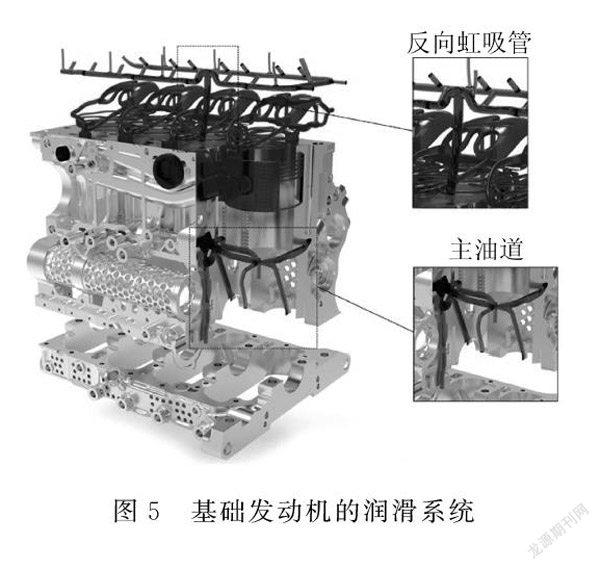
5 机油循环
研究人员采用机油循环概念的主要目标是减少压力损失,以便使发动机在正常运行和冷起动期间,具有更强的性能优势。通过采用AM技术,研究人员设计出了无明显偏转现象的新型油道方案(图5)。气缸盖和曲轴箱中的油道(直径范围为3~8 mm)可实现直接打印。弯曲的通道和平缓变化的横截面会使气缸盖和曲轴箱内部管道系统的压力损失降低约22%。
研究人员通过采用反向虹吸管,以防止主油道在非工作时间排放机油,从而改善了冷起动期间的配气机构组件的供油效果(图5)。
最初的拓扑研究表明,带有空心隔板的曲轴箱具有足够高的刚度。随后,研究人员对设计方案进行了调整,将曲轴箱的中空部分设计为回油通道。
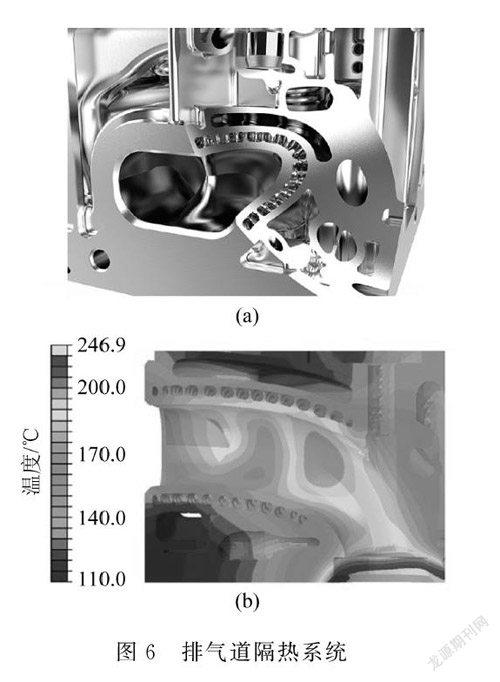
6 排气道隔热
AM技术的设计自由度有利于研究人员直接将各种结构集成到生产过程中。研究人员有针对性地对具有气隙和较少导热横截面的绝缘晶格元件进行了设计,从而优化了排气道的隔热效果(图6),并可减少进入气缸盖冷却液的排气热量。在额定功率条件下,该隔热系统可使流入气缸盖的热流量减少5%。这可以缩短排气后处理系统的预热时间,并提高涡轮入口温度。
通过有限元分析,研究人员对排气道主要结构的分布情况进行了优化,目的是在材料边界范围内使排气道壁温实现最大化,同时使壁温分布更均匀。最高壁温会达到约200 ℃,仍远低于材料极限温度。
7 曲轴箱盖
德国Fraunhofer化学技术研究所的研究人员选用了铝塑混合设计方案,并对由高性能纤维增强复合材料制成的曲轴箱进气侧和排气侧的侧壁进行了优化。大量塑料组件是由玻璃纤维增强的酚醛树脂模制化合物注塑而成。研究人员选择了热固性塑料作为材料,这是由于其密度较低,对油和乙二醇具有较好的耐腐蚀性,同时具有良好的机械性能,并能承受较高的工作温度,几乎没有发生蠕变的趋势[5]。
热固性侧壁结构的设计重点是需要采用功能高度集成的轻质结构设计方案。冷却液通道、机械驱动的水泵、机油滤清器、机油冷却器,以及冷却液的分配模块等均集成在该结构中。
研究人员为1款曲轴箱的侧壁选用了玻璃纤维增强酚醛树脂材料,使其质量比采用传统铝侧壁的曲轴箱要轻15%,同时研究人员选用了硅基粘合剂来密封冷端。与其他粘合剂相比,该粘合剂具有更高的断裂延伸率,可以补偿热固性塑料与铝的不同热膨胀特性。通过采用自成型螺栓,研究人员直接将冷端的侧壁固定在曲轴箱上。
为了改善噪声-振动-平顺性(NVH),研究人员采用了振动解耦元件,并将热端(排气侧)的侧壁安装到曲轴箱上。这些解耦元件可通过螺栓固定在铝材料上,并通过弹性体将热固性侧壁压紧在曲轴箱上。研究人员采用弹性密封件对热端与曲轴箱进行了密封。热端和冷端采用了不同的连接技术,研究人员由此可以在LeiMot原型机的基础上比较这2种连接技术。
8 声学
在发动机运行时,局部较弱的结构元件具有较高的振动幅度,这对轻型发动机项目是1项重要挑战。针对动态结构的计算表明,研究人员需要加强曲轴箱的扭转运动和剪切运动。因此,从最初的发动机概念开始,研究人员就持续对其NVH特性进行了评估,并将其结果用于设计和耐久性计算中[6]。
LeiMot曲轴箱增加了针对气门罩和油底壳的辐射现象,而发动机的主要声辐射常出现在上述部件中。应注意的是,新型曲轴箱侧盖不会增加空气传播的噪声辐射。研究表明,分离后的侧盖与牢固连接的侧盖之间的差异可忽略不计,并且不会产生明显的共振现象。气门罩和油底壳的辐射仍占据主导地位。
研究人员通过优化,使曲轴箱质量减少超过21%,并与空气A加权噪声声压级增加的2.3 dB形成了对比。减少的质量是主要激励来源之一。通过隔板之间的加强肋和平衡轴周围的管状结构,研究人员可以对附加剪切模式进行调整,从而使固有频率维持在1 100 Hz左右。
9 结语
研究人员通过采用LPBF等新制造工艺,可进一步减轻柴油机质量。与现有的大众EA288 evo系列2.0 L柴油机相比,LeiMot研究项目可使气缸盖和曲轴箱的质量减轻约21%。
除了减轻质量之外,参与LeiMot项目的研究人员还通过采用以下措施来提高整机效率:(1)减少水泵和机油泵所消耗的功率;(2)改善活塞-缸套组件的摩擦;(3)通过排气道隔热降低冷起动时的排放;(4)通过排气道隔熱提高涡轮增压器的涡轮功率。
2021年,FEV公司将制造出5个LeiMot产品原型,并通过机械和热力学试验对其进行检验。LeiMot研究项目有力证明了新制造工艺的设计可行性。此外,该项目还有助于研究人员探索用于内燃机开发的新方法。
在中短期内,大批量通过AM技术生产的组件(例如LeiMot研究项目所开发的组件)依然很难与大众市场的传统制造工艺进行竞争。在飞机部件制造等小批量生产过程中,AM技术已成功应用于小型部件中。AM技术也可以为传统制造工艺带来好处,例如可将用于砂芯的花丝结构集成到传统铸造工艺中。
未来,研究人员还可以采用混合解决方案,将AM技术与传统制造工艺结合在一起,从而进一步提升制造品质。
参考文献
[1]BEY R,BICK W.Advanced light weight combustion engine concept for passenger car application[C]. Light Weight Composite Solution Conference,Gent,2018.
[2]KRANZ J.Methodik und richtlinien für die konstruktion von laseradditiv gefertigten leichtbaustrukturen[D].Technische Universitt Hamburg-Harburg,2017.
[3]BCHAU N,BICK W,BEY R,u.a. Entwicklung eines zylinderkopfs unter den mglichkeiten der additiven fertigung[C]. 8. VDI-Fachtagung Ventiltrieb und Zylinderkopf,Würzburg, 2019.
[4]ZYGULA K,NOSEK B,PASIOWIEC H,et al.Mechanical properties and microstructure of AlSi10Mg alloy obtained by casting and SLM technique[C]. AGH University of Science and Technology,2018.
[5]BERG L.Phenolharzspritzgieen-anwendungen in modernen PKW antriebsstrangkomponenten[C]. VDI-Konferenz Hochleistungskunststoffe in der Anwendung, Berlin,2017.
[6]NUSSMANN C,STEFFENS C,ATZLER M. Modern tools and methods for low noise engine development[C]. ISMA, Leuven,2010.
李媛媛 译自 MTZ,2020,81(12)
伍赛特 编辑
(收稿时间:2021-05-06)
猜你喜欢
计算机与网络(2021年8期)2021-06-20
电子乐园·中旬刊(2021年6期)2021-05-16
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
发明与创新·中学生(2021年4期)2021-04-20
食品界(2020年6期)2020-07-31
汽车之友(2018年18期)2018-09-17
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
汽车之友(2016年14期)2016-07-14