
提高膨胀梗丝加料出口水分稳定性的探究
2021-01-10 00:43雷嘉敏冯灿雄
科技信息·学术版 2021年8期
雷嘉敏 冯灿雄
摘要: 为了提高梗丝加料出口物料水份的稳定性,构建了基于PLC可编程逻辑控制器基于滚筒百分比的概念调节梗丝加料机增湿装置。文章通过对生产过程中影响梗丝加料出口物料水份稳定性的因素进行分析,并针对这些因素提出相应的解决方案。
关键词:膨胀梗丝;梗丝加料机;PLC;正交分析;Cpk值
片烟加料是制丝生产过程中的关键工序之一,其工艺目的是将糖料均匀地喷洒到片烟上,并对来料含水率进行平衡, 以利于后续工序对片烟进行进一步加工[1]。其中,含水率的控制效果对烟丝的内在品质具有重要作用。目前,制丝车间梗线生产存在加料工序出口水分批次内差异大的现象,从而影响至膨胀梗丝的填充值。而卷烟生产中常用的SJ1524型等加料机没有含水率控制系统,增加的含水率主要来源于热风控制系统中的补偿蒸汽和加料系统中的引射蒸汽,在生产过程中引射蒸汽波动小[2-3]。近年来,在解决片烟加料机出口含水率方面已有较多研究报道,曹正良等[4]通过程序将蒸汽加入量设定为一个稳定值,由于未考虑梗丝生产状况的影响因素,该方法不能从根本上解决干扰问题。且经过统计,在2018年下半年,膨胀梗丝加料出口水分Cpk值达标率仅为22.76%,未能满足生产稳定性需求。本文旨在从分析影响梗丝加料出口水分稳定性的原因着手,探求补偿蒸汽对物料出口水分和温度的影响,提出改进措施,构建基于PLC可编程逻辑控制器基于滚筒百分比的概念调节梗丝加料机增湿装置。
1 系统实现
1.1增湿系统模型构思
根据设备运行原理,物料通过振槽进入旋转着的筒体内,筒体倾斜一定角度,保证物料均匀地流出筒体。筒体内壁装有耙钉,带着物料旋转不断翻动前进,由卸料出料端卸出。
构思在加料机前室的料液雾化喷嘴旁加装水雾化喷嘴,便于物料在不断翻动的过程中,均匀施加水分,有稳定加湿效果的作用
1.2确定喷嘴安装位置
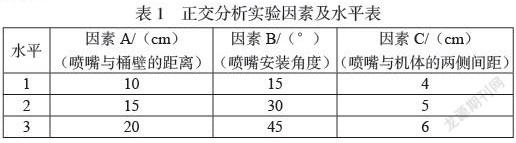
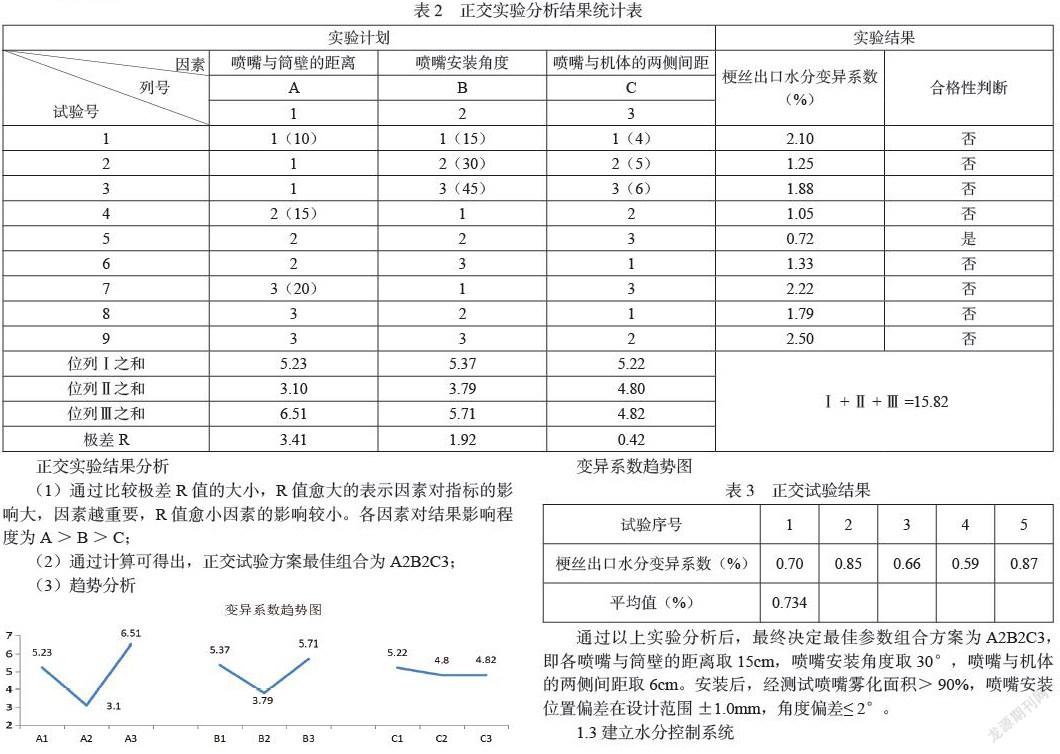
为了确定其水雾化喷嘴的具体位置,在整个加料筒前室的范围内做正交分析实验,以保证加水的最佳效果,保证加料机出口水分的稳定性。
通过以上实验分析后,最终决定最佳参数组合方案为A2B2C3,即各喷嘴与筒壁的距离取15cm,喷嘴安装角度取30°,喷嘴与机体的两侧间距取6cm。安装后,经测试喷嘴雾化面积>90%,喷嘴安装位置偏差在设计范围±1.0mm,角度偏差≤2°。
1.3建立水分控制系统
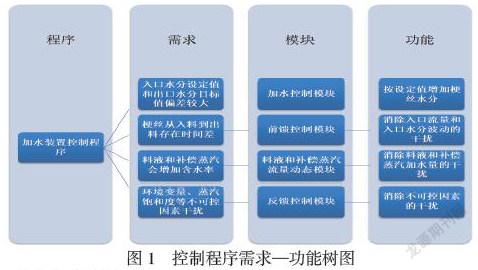
(1)加水控制模块
根据入口水分设定值和出口水分目标值偏差较大的需求,制定加水模块,为加料筒内梗丝增加水分。根据加料筒进口和出口绝干烟丝相等的原理,由加料筒入口流量,以及入口设定水分、出口设定水分可计算出理论加水量。
理论加水量公式为:
J理论= L出—L入= L入×[(1—S入)/(1—S出)—1]
上述公式中:L入为入口流量,L出为出口流量,S入为入口水分,S出为出口水分,J理论为理论加水流量
(2)前馈控制模块
在生产實际中,梗丝从入料到出料存在100s的时间差,加水控制模块的加水量是根据设定值进行计算的,而入口水分实际值和入口流量值实际值存在正常波动,此时因为加水模块并不能及时地产生控制作用,若等到检测到出口水分实际值,再根据出口水分实际值对实际加水量进行控制,会存在很大的延迟,导致出口水分实际值准确性和稳定性差。
因此,加入前馈控制模块,通过在线实时采集到的入口水分和入口流量实际值,在其产生波动时,通过在线实时检测到的入口水分和入口流量实际值,对加水量设定值进行比较,实时计算,及时对加水量进行调整,消除波动产生的干扰。
(3)料液和补偿蒸汽流量动态模块
在实际生产中,为了满足出口温度的工艺要求,会向加料筒内直接喷射补偿蒸汽,同时,加料工序会按比例施加料液,这两者均会给梗丝增加含水率。如果忽略这个因素,会导致计算出的加水流量过大,从而导致出口水分实际值超调,波动大。针对此项需求,在控制程序中加入加料和补偿蒸汽流量动态模块。
料液—加水吸收系数回归方程为:
L料液加水=0.9127×L料液+3.6036
式中 L料液—料液流量实际值,L料液加水—料液导致的加水流量值
补偿蒸汽—加水吸收系数回归方程为:
L蒸汽加水=0.2286×L蒸汽+3.5902
式中L蒸汽—补偿蒸汽流量实际值,L蒸汽加水—补偿蒸汽导致的加水流量值
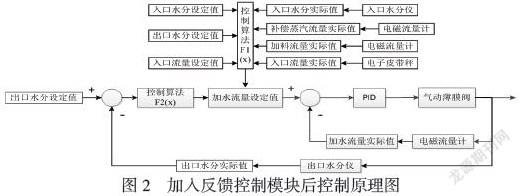
(4)反馈控制模块
在加入前馈控制模块,加料和补偿蒸汽流量动态模块后,通过消除入口水分实际值、入口流量实际值、补偿蒸汽流量实际值和加料流量实际值等干扰因素后,理论加水量能很接近加料出口水分目标值所需的实际加水流量。但在实际生产中,会存在天气温湿度、蒸汽饱和度等不可控因素,从而导致出口水分实际值与目标值出现偏差。
因此,加入反馈控制模块,采集出口水分实际值,得出与目标值的偏差进行反馈,对加水流量设定值进行及时微调,保证出口水分准确性。
整合列出加水流量设定值公式:
J设定=[J理论-0.9127×(L料液+3.6036)-(0.2286×L蒸汽+3.5902)+J前馈+J反馈]×C存量
式中 J设定—加水流量设定值,J理论—理论加水流量,L料液—料液流量实际值,L蒸汽—补偿蒸汽流量实际值,J前馈—前馈加水调节量,J反馈—反馈加水调节量,C存量为筒内物料存料百分比
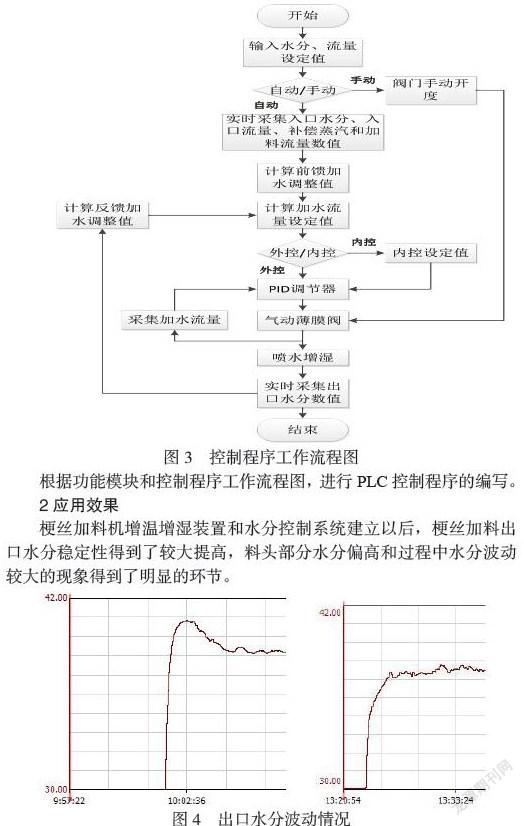
根据功能模块和控制程序工作流程图,进行PLC控制程序的编写。
2应用效果
梗丝加料机增温增湿装置和水分控制系统建立以后,梗丝加料出口水分稳定性得到了较大提高,料头部分水分偏高和过程中水分波动较大的现象得到了明显的环节。
图4左图为建立前,右图为建立后水分波动情况(采样时间12秒),从图可以看出,梗丝出口水分稳定,效果良好。
统计2019年膨胀梗丝梗加料出口水分Cpk值达标率,已达到89.88%,大大增强其出口水分稳定性。
3结语
梗丝加料工序由于没有水分增加和控制功能,所以容易引起出口物料水分异常,而基于PLC可编程逻辑控制器基于滚筒百分比的概念调节梗丝加料机增湿装置构建后,弥补了设备的不足,有效提升了设备的性能,保障了在制品的过程质量,也提升了半成品的工艺质量。
参考文献:
[1]陈良元.卷烟加工工艺[M].郑州:河南科学技术出版社,1996.
[2]代宁光,王道铨,刘力云. 滚筒设备物料温度控制策 略的设计应用[J]. 烟草科技,2012(6):24-26.
[3] 孙绍波. 制丝线润叶机热风温度控制方式的改进[J]. 烟草科技,2008(1):19-22.
[4] 曹正良,叶纪华. 叶片加料热风循环系统的改进[C]//中国烟草学会工业专业委员会工艺学组 2010 年学术研讨会论文集. 青岛:中国烟草学会,2010: 398-399.
作者简介:雷嘉敏 女 广东中烟广州卷烟厂制丝车间
