五倍子染料在桑蚕丝/羊毛混纺织物上的染色性能
2021-01-06 10:58:16顾文娟
毛纺科技 2020年8期
许 磊,张 蓉,虞 琳,陆 涛,陶 然,顾文娟
(1.苏州经贸职业技术学院, 江苏 苏州 215009; 2.江苏省丝绸工艺与材料工程技术研究开发中心,江苏 苏州 215009; 3.国家丝绸及服装产品质量监督检验中心, 江苏 苏州 215128;4.苏州市纤维检验院, 江苏 苏州 215128)
天然染料因为其主要来源于植物、矿物、动物或微生物等[1],具有较好的环保性能和自然亮丽的色泽,而且可能赋予织物一些特有的性能被很多研究人员所关注[2-4]。部分印染企业也对其应用前景比较认可,目前已经有少量的天然染料的棉、桑蚕丝产品出现在市场上。
但天然染料由于价格昂贵,原料供应、新工艺开发不足等问题导致天然染料的产业化应用步伐迟缓。因此,通过技术研究开发天然染料的新工艺,拓展其在不同织物品种上的应用[5-7],提升其产业化应用前景具有积极的意义。桑蚕丝和羊毛均为动物蛋白纤维,具有较好的吸水性及手感,其织物具有柔软光滑,吸湿透气,悬垂性优良特性而被消费者喜爱。研究天然染料在桑蚕丝/羊毛织物上的应用,可开发天然环保的新产品[8-10],并为羊毛及其混纺织物的天然染料加工技术的产业化应用推广提供参考。
本文主要研究了天然染料五倍子在桑蚕丝/羊毛混纺织物上的应用,确定了最佳工艺参数。在此条件下处理的织物不但具有较好的色牢度,而且K/S值较大,得色较深,且能赋予织物较好的功能效果。
1 实 验
1.1 材料及药品
丝毛绫(桑蚕丝/羊毛50/50,苏州新民纺织有限公司);五倍子染料(工业级,常州美胜生物材料有限公司);无水碳酸钠,无水三氯化铁,一水合柠檬酸(分析纯,国药集团化学试剂有限公司)。
1.2 仪器及设备
YG902C型紫外线透过率测试仪(南通三思机电科技有限公司);JY-24型常温振荡染样机(常州第二纺织仪器厂);Datacolor 600测色配色系统(德塔颜色商贸(上海)有限公司);Y571B型摩擦牢度测试仪(南通宏大实验仪器有限公司);SW-12A型耐洗色牢度实验机(南通宏大实验仪器有限公司);JA1003 型电子天平(温州市大荣纺织仪器有限公司)。
1.3 试验方法
1.3.1 直接染色工艺
直接染色工艺流程图见图1。
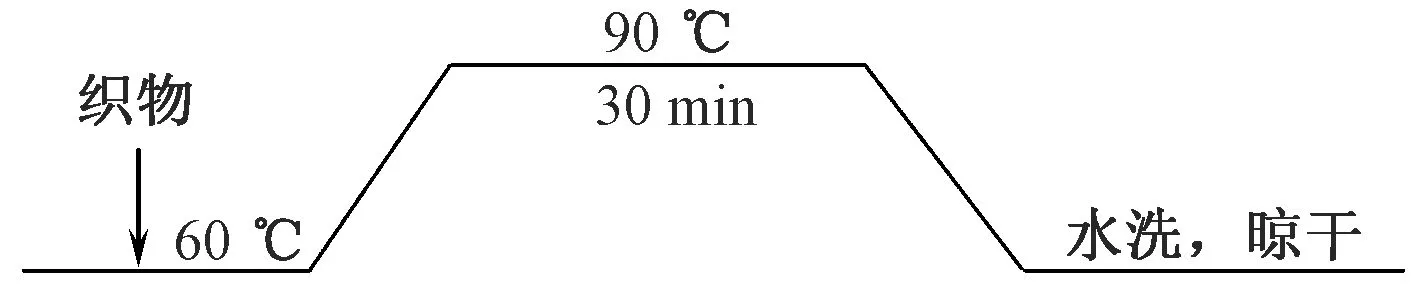
图1 直接染色工艺流程图
将染料配制成染浴,染料用量为5%(owf), 60 ℃时将织物放入染浴,以1 ℃/min的速度升温至90 ℃,保温30 min后,取出,用50 ℃温水清洗并晾干。
1.3.2 前媒染染色工艺
前媒染染色工艺流程图见图2。
配制媒染浴,媒染剂5 g/L,60 ℃时将织物放入媒浴,以1 ℃/min的速度升温至90 ℃,保温30 min后,取出放入60 ℃染浴(染料用量5%(owf)),升温至90 ℃,染色30 min,取出后温水清洗并晾干。
1.3.3 同浴媒染染色工艺
同浴媒染染色工艺流程图见图3。
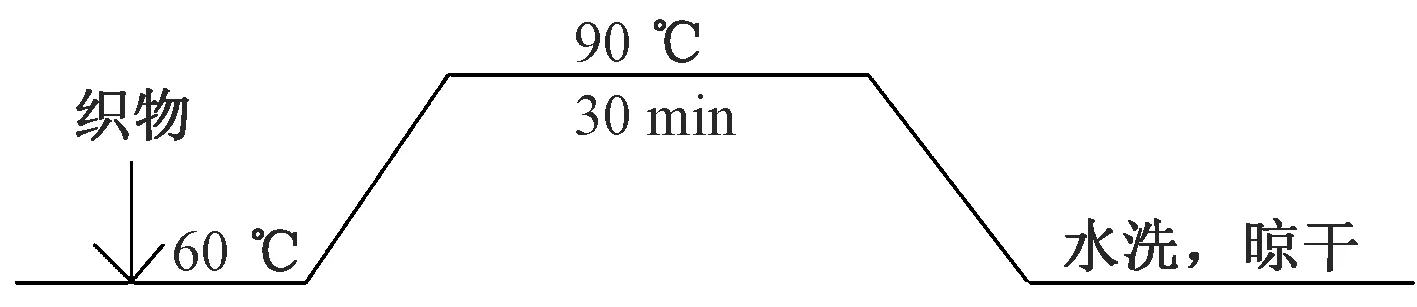
图3 同浴媒染染色工艺流程图
将染料5%(owf),媒染剂5 g/L,一起加入配制媒染浴,60 ℃时放入织物,以1 ℃/min的速度升温至90 ℃,保温30 min后,取出用温水清洗并晾干。
1.3.4 后媒染染色工艺
后媒染染色工艺流程图见图4。

图4 后媒染染色工艺流程图
60 ℃时将织物放入染浴,以1 ℃/min的速度升温至90 ℃,保温30 min后,取出放入60 ℃媒浴,升温至90 ℃,媒浴染色30 min,取出后温水清洗并晾干。染色工艺参数:染色浴比1∶50,用碳酸钠或者柠檬酸调节染浴的pH值,水浴锅升温速率1 ℃/min,60 ℃温水水洗。
1.4 性能测试
用Datacolor测色仪测定织物K/S值,采用D65光源、10° 观察视角,试样折叠成4 层,不同位置测试4 次,取平均值。
UPF 值参照GB/T 18830—2009 《纺织品 防紫外线性能的评定》测试;耐摩擦色牢度参照GB/T 3920—2008 《纺织品 色牢度试验 耐摩擦色牢度》测试;耐水洗色牢度参照GB/T 3921.2—2008《纺织品 色牢度试验 耐水洗色牢度》测试;按照GB/T 250—2008《纺织品 色牢度试验 评定变色用灰色样卡》,GB/T 251—2008《纺织品 色牢度试验 评定沾色用灰色样卡》进行评定。抗菌性能参照GB/T 20944.3—2008《纺织品 抗菌性能的评价 第3部分:振荡法》测试。
2 结果与讨论
2.1 染色方法的选择
天然染料染色可添加媒染剂提高染色效果,采用不同的媒染染色方法会影响织物的性能和染色效果。选择三氯化铁作为媒染剂,分别采用直接染色(无媒染剂)、前媒染染色、同浴媒染染色、后媒染染色4种染色工艺进行讨论,三氯化铁媒染剂媒染方式的影响见表1。
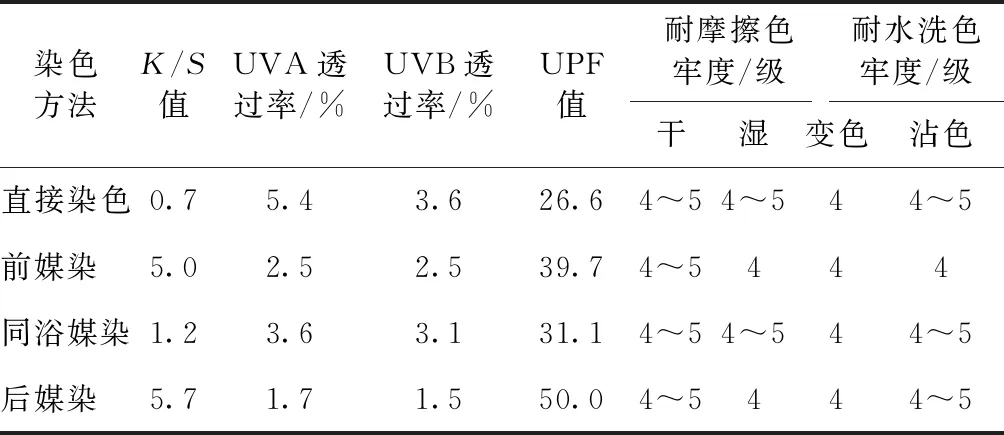
表1 染色方法对织物性能的影响
由表1可以看出,直接染色和同浴媒染织物的K/S值较低,说明桑蚕丝/羊毛织物得色量低,颜色浅。前媒染染色和后媒染染色织物K/S值都较高,织物得色量较高,颜色较深。再通过织物的UVA、UVB透过率及防护系数UPF值可以得出,直接染色和同浴媒染的桑蚕丝/羊毛织物紫外线防护能力稍差,而后媒染染色织物的UPF值达到了50,抗紫外线性能较好。对比4组染色织物的耐摩擦色牢度可以看出,直接染色和前媒染染色的织物耐摩擦色牢度都较好。对比耐水洗色牢度可以看出,前媒染染色织物沾色4级,其他较好。综上所述,五倍子染料采用三氯化铁后媒染染色织物的综合性能最好。
2.2 pH值对织物性能的影响
pH值会影响染料上染的性能,改变pH值进行探讨,同时考虑到蛋白质纤维耐酸不耐碱的特性,测试不同pH值条件下桑蚕丝/羊毛织物的染色性能。按照后媒染染色工艺进行染色。浴比为1∶50,染料用量为5%(owf),媒染剂5 g/L,测试不同pH值时桑蚕丝/羊毛织物的染色性能。pH值对织物性能的影响见表2。由表2可以看出, pH值大于7时,在碱性条件下染色对桑蚕丝/羊毛织物的影响较大,K/S值下降且耐摩擦色牢度也差于在中性和酸性条件下的效果。再对比UVA、UVB透过率及紫外防护系数UPF值可知,当pH值为7、9、11时,UPF值稍低,当pH值为3、5时,UPF值较高,织物紫外线防护性能较好。pH值为5时,织物的耐摩擦色牢度、耐水洗色牢度较好,色深K/S值较大,且抗紫外防护系数UPF值也较大,综合考量, pH值为5较合适。
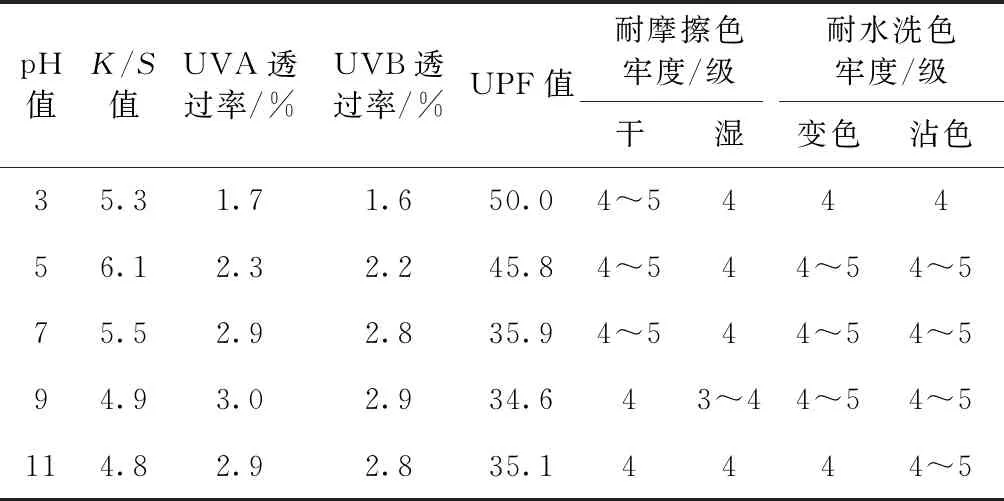
表2 pH值对织物性能的影响
2.3 媒染剂质量浓度对织物性能的影响
媒染剂质量浓度对染色性能也有一定的影响,测试不同媒染剂质量浓度条件下桑蚕丝/羊毛织物的染色性能。染色工艺为:织物质量1 g,浴比为1∶50时,染料用量为5%(owf),pH值为5。媒染剂质量浓度对织物性能的影响见表3。
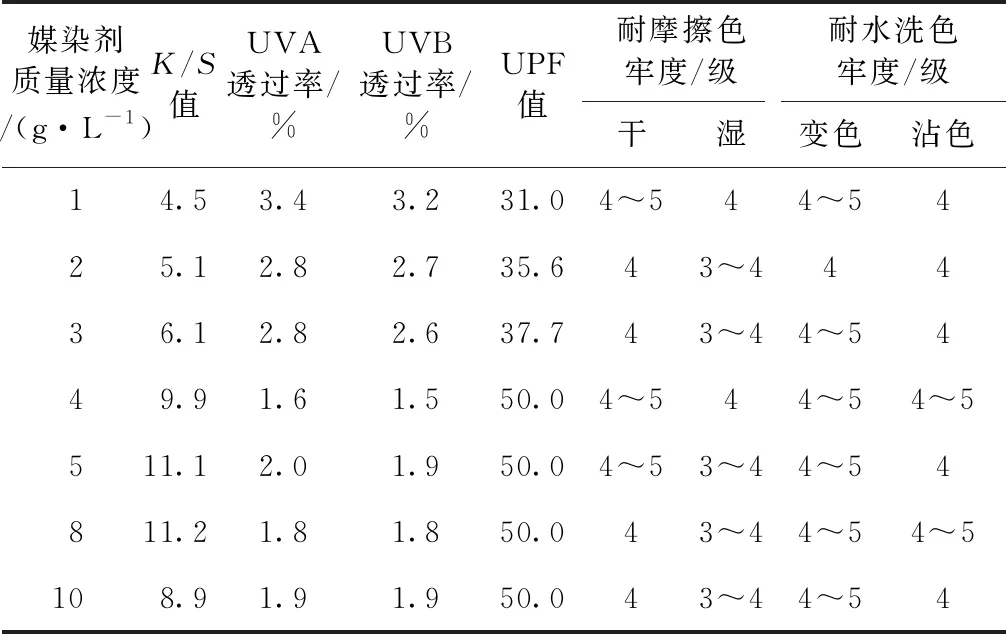
表3 媒染剂质量浓度对织物性能的影响
由表3可以看出,随着媒染剂质量浓度的增加,织物的K/S值呈上升趋势。但当媒染剂质量浓度为10 g/L时,媒染剂质量浓度增加,K/S值反而下降,这可能是溶液中金属离子达到一定浓度时,对五倍子染料的络合配体产生影响,导致色深下降。再对比UVA、UVB透过率及防护系数UPF值可知,当媒染剂质量浓度大于4 g/L时,UPF值都达到了50,抗紫外线性能较好。织物的耐摩擦色牢度、耐水洗色牢度在媒染剂质量浓度4 g/L时最好。本文实验选择媒染剂质量浓度4 g/L。
2.4 染色温度的影响
染色温度的变化对织物上染有较大的影响,改变染色温度在30~95 ℃之间进行试验,测试不同染色温度条件下桑蚕丝/羊毛织物的染色性能。染色工艺为:织物质量为1 g,浴比为1∶50时,染料用量为5%(owf),媒染剂4 g/L,pH值为5。染色温度对织物性能的影响见表4。
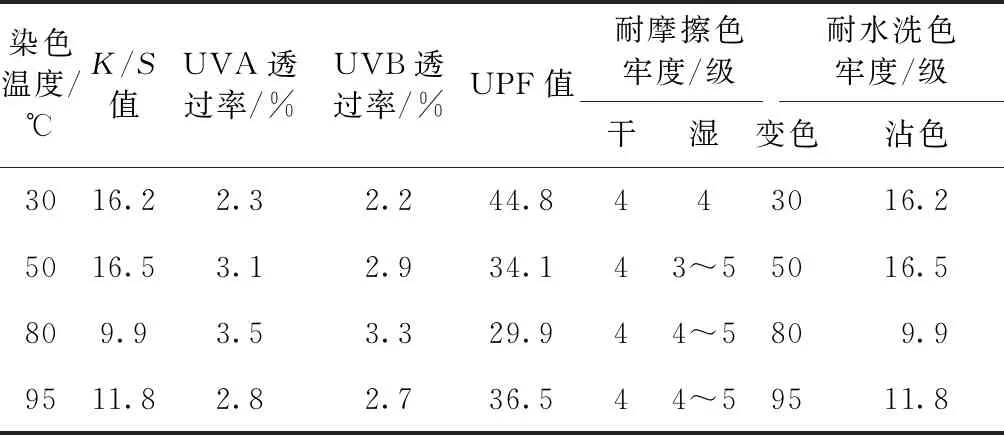
表4 染色温度对织物性能的影响
由表4可以看出,当染色温度为30 ℃和50 ℃时,K/S值较高,织物得色量高,上染效果好。将染色温度升高至80 ℃和95 ℃时,K/S值相对较低,上染效果下降,这可能是温度升高,五倍子染料与桑蚕丝/羊毛织物吸附平衡中解吸更加显著,反而导致色深下降。通过UVA、UVB透过率及防护系数UPF值可以看出当温度为30 ℃时,防紫外线性能最好,80 ℃时最差。30 ℃时耐摩擦色牢度及耐水洗色牢度较好。温度大于80 ℃时,染色织物的耐摩擦色牢度、耐水洗色牢度也较好。综合考量,染色温度选择30 ℃。
2.5 染色时间的影响
为了探讨染色时间对上染的影响,改变染色时间进行试验,测试不同染色时间条件下桑蚕丝/羊毛织物的染色性能。工艺条件选择2.4最优数据,测试不同染色时间下桑蚕丝/羊毛织物的染色性能。染色时间对织物性能的影响见表5。

表5 染色时间对织物性能的影响
由表5可以看出,几种染色时间下的织物K/S值都比较接近,且随着染色时间延长K/S值反而有下降趋势。从UVA、UVB透过率及防护系数UPF值可发现,当时间为30 min时,UPF值为50,紫外线防护性能最好。增加染色时间UPF值反而下降,结合K/S值下降情况来分析,说明时间染色时间的增加反而影响五倍子染料在织物上的吸附,进而影响媒染后的色深值,因此染色时间不宜过长。和其他几种染色时间相比,染色30 min时耐摩擦色牢度和耐水洗色牢度也较好,故实验染色时间选择30 min。
2.6 媒染时间的影响
媒染时间对染料的络合有一定的影响。对不同媒染时间进行探讨,测试后媒染染色时间对桑蚕丝/羊毛织物的染色性能的影响。其他工艺条件选择2.5中最优数据,测试不同媒染时间下桑蚕丝/羊毛织物的染色性能。媒染时间对织物性能的影响见表6。
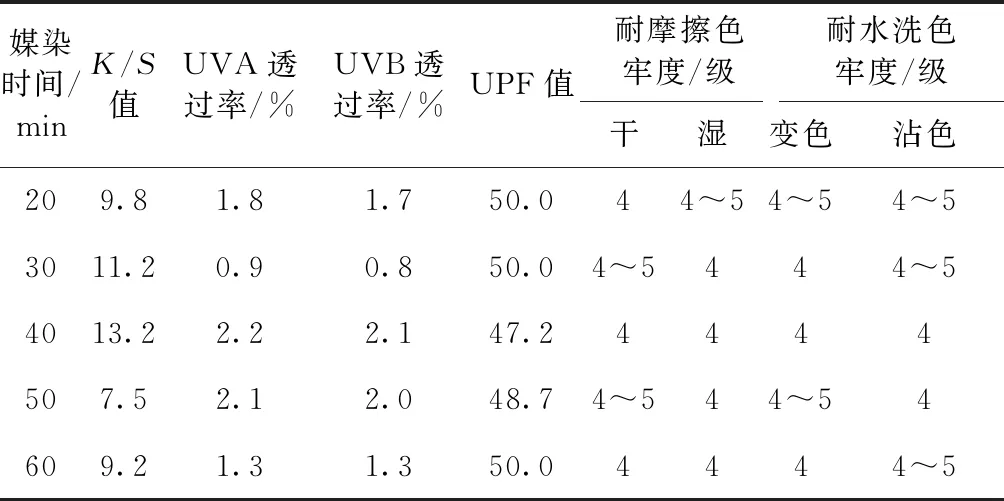
表6 媒染时间对织物性能的影响
由表6可知:织物的K/S值在后媒法媒染时间为40 min时最大,但此时的UPF值相对较小。从UVA、UVB透过率及防护系数UPF值分析,UPF值在媒染时间为30 min时较好,紫外透过率最小,此时的K/S值与最大值相差不大,且耐摩擦色牢度和耐水洗色牢度均达4级以上,综合考虑,媒染时间为30 min时染色效果最佳,桑蚕丝/羊毛织物的性能最好。
2.7 染色后桑蚕丝/羊毛织物抑菌性能测试
五倍子染料对桑蚕丝/羊毛织物在三氯化铁后媒染染色工艺下,浴比1∶50,pH值5,染料用量5%(owf)时,媒染剂质量浓度4 g/L,染色温度30 ℃,染色时间30 min,媒染时间30 min条件下进行染色处理后,除了能够赋予织物一定的色泽,还可以赋予织物一定的功能性。
经测试,五倍子染料染色后的桑蚕丝/羊毛织物的抑菌性能有较明显的提升,金黄色葡萄球菌抑菌率可达到92%,大肠杆菌抑菌率可达到89%。未处理的桑蚕丝/羊毛织物抑菌率均低于75%,没有明显的抑菌效果。说明五倍子染料不但能赋予桑蚕丝/羊毛织物的自然的色泽,还能赋予织物较好的抑菌性能。
3 结 论
①桑蚕丝/羊毛织物采用五倍子染料进行染色时,选择三氯化铁作为媒染剂,使用后媒染染色工艺效果较好,此时织物具有较高的色深值,色牢度较好,UPF值也较高。
②桑蚕丝/羊毛织物采用五倍子染料最佳染色工艺为:后媒染染色工艺,浴比1∶50,pH值5,染料用量5%(owf)时,媒染剂质量浓度4 g/L,染色温度30 ℃,染色时间30 min,媒染时间30 min。此时的染色效果最好,桑蚕丝/羊毛织物综合染色性能也最好,耐摩擦色牢度和耐水洗色牢度均可达到4级或以上。
③五倍子染料对桑蚕丝/羊毛织物染色后,可以赋予织物优异的紫外防护性能,UPF值可达50。还可赋予织物较好的抗菌性能,金黄色葡萄球菌抑菌率可达到92%,大肠杆菌抑菌率可达到89%。
猜你喜欢
浙江纺织服装职业技术学院学报(2022年1期)2022-06-02 13:18:32
纺织科学研究(2021年7期)2021-08-14 01:42:28
丝绸(2020年10期)2020-11-06 05:46:44
锦绣·下旬刊(2020年2期)2020-07-09 10:31:31
丝绸(2020年1期)2020-04-10 06:42:47
丝绸(2020年1期)2020-04-10 06:42:47
毛纺科技(2020年1期)2020-03-16 07:04:40
浙江纺织服装职业技术学院学报(2019年2期)2019-09-10 07:22:44
丝绸(2019年6期)2019-01-08 09:18:41
新疆农垦科技(2014年8期)2014-02-28 19:20:48