小本体聚丙烯粉尘爆炸及防治措施
2020-12-28 21:24司明理
中国化工贸易·下旬刊 2020年6期
司明理
摘 要:本文通过分析小本体聚丙烯粉料加工企业在造粒等环节可能存在的粉尘爆炸问题,探索提出粉尘防爆治理措施,并通过工程实践证明安全防治措施是切实可行的,为国内炼油行业小本体聚丙烯粉料深加工,甚至是工贸行业中的塑料加工企业的粉尘防爆提供有效借鉴。
关键词:小本体聚丙烯粉料;造粒加工;粉尘爆炸
近年来,我国接连发生粉尘爆炸事故,特别是2014年震惊全国的江苏省苏州昆山市中荣金属制品有限公司“8·2”特别重大爆炸事故,共造成146人死亡、114人受伤,给人民群众的生命财产安全造成巨大损失。事故发生后,许多人在痛心疾首、扼腕叹息,惊讶于小小粉尘居然也能引发爆炸,杀伤力巨大。这些事故的发生,引起党和国家的高度重视,相关部门组织开展粉尘防爆专项治理活动,全国的粉尘爆炸事故起数和死亡人数显著下降。但国内的许多企业对粉尘防爆的治理还存在着盲区,特别是国内部分石油炼厂的小本体聚丙烯生产单位,受工艺条件的局限性,决定了一般小本体聚丙烯生产装置的产品绝大多数都是粉料,然后就直接包装外销,转入下游塑料加工行业再进一步的造粒,或者其他的深加工。对国内的这种直接加工小本体聚丙烯粉料的塑料加工企业来说,在聚丙烯粉料造粒环节中,对粉尘的危害性普遍认识不足,粉尘防爆治理投入严重不足。本以新疆天利高新石化股份有限公司小本体聚丙烯粉料造粒生产车间为例,分析在粉料加工环节存在的问题及治理措施。
1 粉尘爆炸的危害现状分析
1.1 粉尘的来源
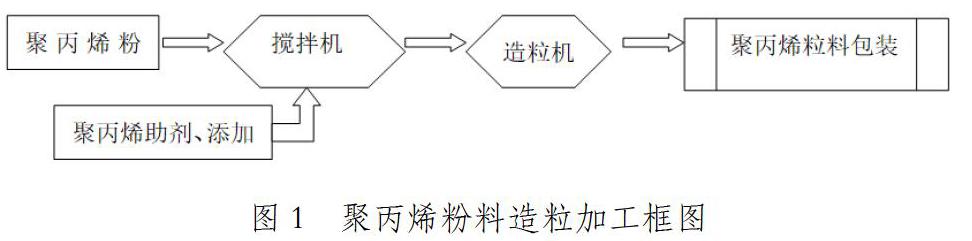
小本体聚丙烯粉料造粒加工的主要环节如下框图:
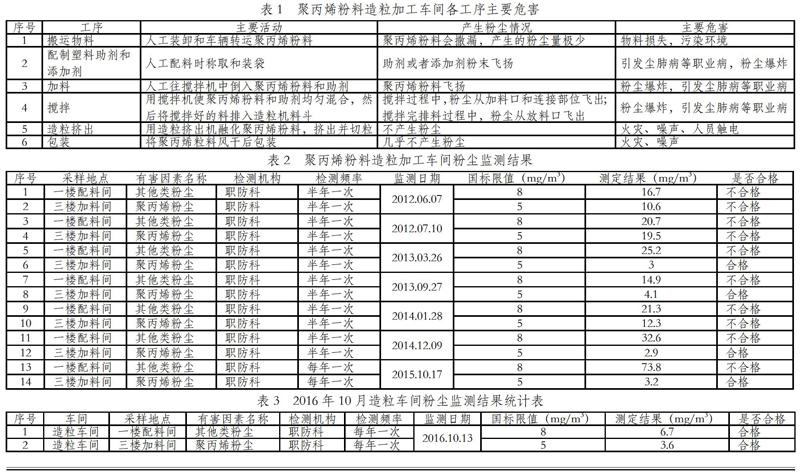
在这几个环节中,主要的危害见表1。
1.2 车间设备设施存在的问题
①造粒车间厂房为三层框架结构,但窗户作为厂房的泄爆口,未经核算在爆炸时能否有效进行泄爆,窗户的结构也不能实现有效泄爆;②造粒车间厂房无防雷措施;③车间的几个主要产尘点,都未设置有效的除尘设施,不仅危害岗位员工身体健康,同时可能形成爆炸性粉尘云;④造粒车间二楼搅拌机使用的是皮带传动,但未安装速差传感器和自动防滑保护装置;二楼搅拌机控制室内安装有搅拌机的配电柜和控制柜,都是非防爆电气;二楼通风用轴流风机为非防爆电气;搅拌机与上部加料口和下部排料口连接部位密封不严,在加料、搅拌或者排料过程中粉尘逸出,且连接部位未作可靠静电跨接;⑤造粒车间原电器线路采用镀锌钢管套管保护,但后来车间增加的电器线路或用电设备布线使用的是塑料槽盒,且三楼有自行增设的非防尘爆多用插线板。
1.3 粉尘防爆管理方面的问题
①车间管理和技术人员对塑料粉尘爆炸风险认识不足,聚丙烯粉尘爆炸的风险识别和隐患排查不全面,对员工的粉尘爆炸知识培训不到位;②未配备工业吸尘器定期除尘,车间清扫除尘制度不完善,车间二楼有员工使用空气线吹扫工作服上粉尘的情况;③动火作业前未仔细清理10m范围内的积尘,没有严密堵塞作业现场10m范围内的全部楼面和墙壁上的孔洞等,没有打开动火作业点所处楼层10m半径范围内的所有门窗,便于泄爆;④检修作业未明确规定不准使用铁器敲击墙壁、金属设备、管道及其他物体,也未配备必要的防爆工具;⑤车间未制订粉尘爆炸应急预案和组织相关的演练。
1.4 粉尘爆炸的风险分析
1.4.1 粉尘云
在聚丙烯粉料造粒生产过程中,从表1可以看出,配制助剂、加料、搅拌这三个环节都存在着粉尘逸出,尤其是人工加料往搅拌机中倾倒聚丙烯粉料,以及用搅拌机混合时和排料时,都会造成粉尘飞扬并悬浮于厂房的有限空间内,可能引发粉尘爆炸。
1.4.2 点火源分析
在造粒加工生产环节中,最可能的点火源就是静电:人工从编织袋内倾倒粉料时,粉料与外包装物编织袋体摩擦、分离时,都会产生高压静电荷;搅拌机的桨叶在聚丙烯料粉中高速搅拌积累大量高压静电荷,在放料时向周围低电荷物体放电;现场人员在作业活动中身上静电荷放电。其次就是明火:主要有现场的不防爆电气设备在开关、启动、闭合或断开时产生的火花;另一种就是维修动火的明火、检修中非防爆工机具敲打设备;还有可能的明火有现场机动车尾气管喷火、工人违章在现场抽烟等。第三种点火源就是雷电,夏季可能因雷击造粒生产厂房而成为点火源。
1.4.3 粉尘爆炸其他因素分析
粉尘爆炸的五个要素:可燃性粉尘、氧气、点火源、粉尘扩散、受限空间,通过上述分析,我们可以看到,在聚丙烯粉料造粒加工的生产过程中五个要素全都具备。聚丙烯粉尘云的引燃温度为430℃,爆炸下极限为20g/m3,最小点火能量为25mJ,粉尘分级为ⅢB,危险性质为非常危险,在车间空气中的允许浓度为5mg/m3,近四年车间现场粉尘监测结果如表2。从表2的监测数据可以看出,聚丙烯助剂等其他粉尘在造粒车间的配料间、聚丙烯粉尘在三楼加料间都有超标的情况,会造成岗位操作工尘肺病,若控制不好,还可能会发生粉尘爆炸。
2 治理思路
造粒车间粉尘防爆治理工作最早开始于2015年,根据国家相关要求,开展粉尘防爆专项治理活动,将造粒车间粉尘防爆治理项目确定为公司级安全隐患项目,请设计院做方案全面治理,但设计院按车间所提粉尘防爆设计委托,经现场勘察后,提出除保留造粒车间主体框架厂房外,将对厂房内的所有电气线路、设备全部拆除,采取电气控制移位和主要设备重新选型的整套方案,改造金额预算为780万元,而且改造期间至少要停产半年。设计院的方案经车间和公司多次讨论后,从原先的被动泄爆、抗爆,调整为主动吸尘、除尘,降低粉尘爆炸危险区域等级和消除引火源的思路,立足对现有设备的改造为主,辅以必要的电气搬迁,最终在2016年投资153万元,完成了造粒车间的粉尘防爆隐患项目,比原方案降低投资80%,对生产也未造成较大的停工影响。
3 具体治理方案
①造粒车间窗户按泄爆要求进行改造,使之满足泄爆面积和泄爆要求;②造粒厂房屋面增设防雷设施;③造粒车间一楼助剂配制间新增一组袋式脉冲除尘器,保障岗位员工职业健康;三楼加料间新增一组袋式脉冲除尘器,在每个加料口附近设置侧吸口,并能实现每个侧吸口单独开关;袋式除尘器所用脉冲气体动力源为氮气,吸尘罩口安装适当的金属网,以防止铁片、螺钉等物被吸入与管道碰撞产生火花,袋式除尘器上安装控爆泄压口、隔爆装置,除尘管道水平段每隔6m设一个清理口;除尘器设在厂房外一楼地面,并与厂房之间增设防爆墙;④造粒车间二楼搅拌机的原有非防爆配电柜和控制柜,全部搬迁到配电室内,只在二楼的搅拌机控制室设防爆操作柱;搅拌机上安装速差传感器和自动防滑保护装置,实现皮带打滑时自动联锁停搅拌机运转;二楼轴流风机全部更换为防爆型;对二楼与三楼之间楼板上孔洞进行密封,防止粉尘从三楼漏下产生粉尘;密封搅拌機与上加料口和下接料斗之间的联接,在连接处增加静电跨接;⑤拆除厂房内的非防尘爆多用插线板,将所有塑料槽盒电气穿线改为镀锌钢管套管保护;⑥在生产现场增配移动式工业除尘器,建立粉尘班班清扫制度,班班交接;严禁在生产现场使用空气线清扫设备和工作服上的粉尘;⑦完善新增的两套布袋式脉冲除尘器安全操作规程,生产之前至少提前10min启动除尘器,系统停机时应先停生产设备,至少10min后关掉除尘器并将滤袋清灰,将粉尘全部从灰斗内卸出;定期检查除尘器工作状态,出现漏尘、漏风和清灰故障立即停机维修,配备防爆工具对除尘器进行检修,严禁用工具敲击除尘器各金属部件;⑧对车间所有粉料输送管线和除尘器管线作可靠的静电跨接,进入厂房的所有机动车辆必须安装防火罩;⑨完善粉尘场所动火作业管理制度,作业前仔细清除现场10m半径内的粉尘、封堵孔洞;⑩形成车间至少每月一次粉尘专项检查,公司每季度至少一次粉尘治理专项督查制度;?开展粉尘危害岗位危害因素辨识与评价,加强岗位员工粉尘防爆安全知识培训;制订粉尘爆炸专项应急预案,并通过不断演练持续完善。
4 实施后效果及经验教训
2016年7月实施完造粒车间粉尘防爆隐患治理项目后,现场粉尘得到了有效控制,年底的车间粉尘检测结果全部合格,从往年的28%合格率,上升到了如今的100%合格率(见表3)。通过对造粒车间粉尘的以除尘、降尘为主线的综合治理措施,不仅根治了粉料造粒加工环节多年存在粉尘超标、危害员工职业健康的顽疾,而且以最安全经济的措施达到了小本体聚丙烯粉料再加工环节粉尘防爆的治理效果。