原油预处理装置不凝气回收再处理技术改造
2020-12-28 11:45黄炳刚
中国化工贸易·中旬刊 2020年6期
黄炳刚
摘 要:随着社会的进步经济的发展,原油市场的进一步开放,原油预处理装置获得了充足的原料,塔顶产出的不凝气也随之增加。本文介绍原油预处理装置自常压塔、减压塔、初馏塔顶产出的不凝气回收C3、C4并且提高石脑油质量的工艺技术改造,通过利用初馏塔顶部产出石脑油为吸收剂,同时提高稳定塔内的温度和压力,把常压塔、减压塔、初馏塔来的不凝气中的C3、C4分离出来,从而得到一定量的液化气并且把石脑油中的轻烃组份分离出来,提高石脑油初馏点,进而达到合格的重整催化原料。
关键词:原油预处理装置改造;不凝气回收利用;不凝气再处理
0 引言
山东垦利石化集团有限公司拥有300万t/a原油预处理装置一套,装置由初馏塔、常压塔、减压塔、加热炉等主要设备组成。因不凝气中含有大量的轻烃组分,通常情况下塔顶产出的不凝气直接到加热炉燃烧,使原本燃烧正常的加热炉炉火出现明显的变化,炉出口温度受到影响,给装置的平稳生产带来了一定的隐患。随着人们物质生活的不断提高,对环保意识的不断增强,不凝气直接到加热炉燃烧不但浪费,还环境造成了污染,并且自初馏塔顶部产出的石脑油初馏点低,无法达到高质量要求。在此上述情况下,本着即追求经济效益的同时对安全、环保的负责,将300万t/a原油预处理装置进行技术改造,增加稳定塔一台。
1 技术改造前的分析
1.1 改造前工艺分析
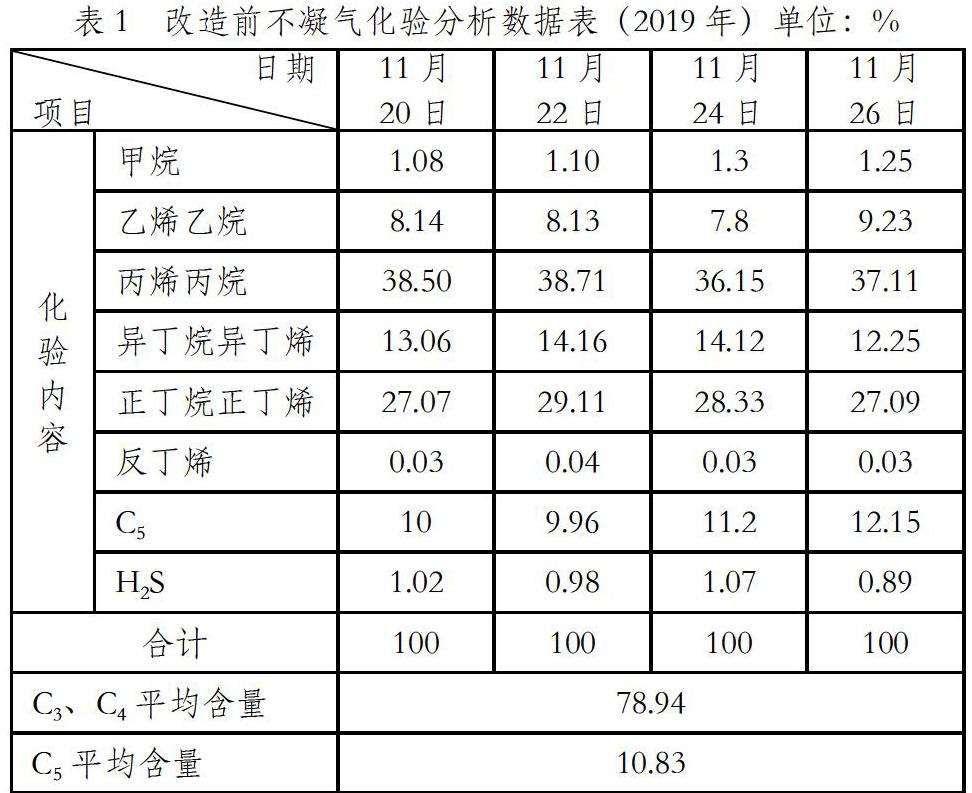
改造前,塔顶产出的不凝气直接接到V101不凝气混合缓冲罐,气体进加热炉燃烧,凝缩油残液压至不合格线送出装置。由表1看出,不凝气中C3、C4含量在70%以上,C5含量在10%左右。这样大量的半成品作为燃料燃烧,对能源是一种极大的浪费。其中不凝气中含有1%左右的硫化氢,对设备造成一定的损坏。
1.2 改造前不凝气对加热炉的影响
①不凝气中含有大量的液化气组分,且存在一定量的C5,不可避免的带有一定量的凝缩油。当这部分凝缩油到达加热炉时,由于短时内含氧量不足,而燃料又过多,致使炉膛出现燃烧不充分冒黑烟的情况,对大气造成一定的污染;
②原料性质的不同,加工量有时也变化,加之外界因素的影响,致使产出的不凝气量不稳定,至炉子燃烧不可避免的影响炉出口温度,炉出口温度的不稳定使后续产品质量无法保障,同时对装置的平稳生产带来了一定的隐患;
③通过表1看出不凝气中含有一定量的硫化氢,燃料在燃烧时,燃烧器大部分又采用蒸汽雾化,使炉子中的烟气带有大量的水蒸气。另外燃料中的硫(H2S)在燃烧后生成二氧化硫(SO2),其中少量的SO2进一步又氧化成三氧化硫(SO3)三氧化硫与烟气中的水蒸气结合生成硫酸(H2SO4)。
含有硫酸蒸汽的烟气露点升高,当受热面的壁温低于露点时,含有硫酸的蒸汽就会在受热面上凝结成含有硫酸的液体,对受热面产生严重腐蚀。在操作过程中,如果受热面与烟灰接触面的壁温低于露点除产生腐蚀外,还会使烟灰附着在受热面上,这种黏性积灰很难用一般吹灰的方法除去。由于积灰的存在,不但影响了传热效果,增加了烟气侧的流动阻力,还会加剧腐蚀严重时金属腐蚀物和积灰堵塞通路。
2 不凝气改造工艺流程及效果
改造增加稳定后,把原直接进入加热炉的三路不凝气直接通过液环泵加压,加压后不凝气进原料缓冲罐,液体经调节阀控制压入原料罐V1026;气体和从初馏塔顶分离出来的石脑油混合也进原料罐V1026。此原料罐V1026平时操作压力在0.3MP左右,不凝气与石脑油在此充分混合接触后,用离心泵作为动力打到稳定塔内。不凝气中的C1、C2和少量的H2S不能被吸收,由罐顶不凝气排空调节阀释放到低压瓦斯中,然后到气柜,从气柜到脱硫装置,然后做为燃料送到各个装置燃烧,这样就减少了加热炉的腐蚀和积灰,同时提高加热炉的热效率。C3以上组分则被充分吸收混合做为原料送入稳定塔内。稳定塔底有加温重沸器,经加温后原料再次分离,塔顶分离出的轻组分经空冷、水冷后得到合格的液化气,塔底分离出稳定汽油经水冷降温后送出装置。
2.1 工艺操作效果
由于减压塔是通过气收子抽取负压,然后再用真空泵抽取,一直效果不是很理想,当改造以后,液环泵再抽取从真空泵来的不凝气,相当于给它加了一个接力,就使减压塔的负压降了下来,装置生产更加平稳。
2.2 产品效果
通过此次改造,不凝气中的C3、C4组分大部分被吸收再分离,初馏塔顶分离产出的石脑油初馏点得到了明显的提高。
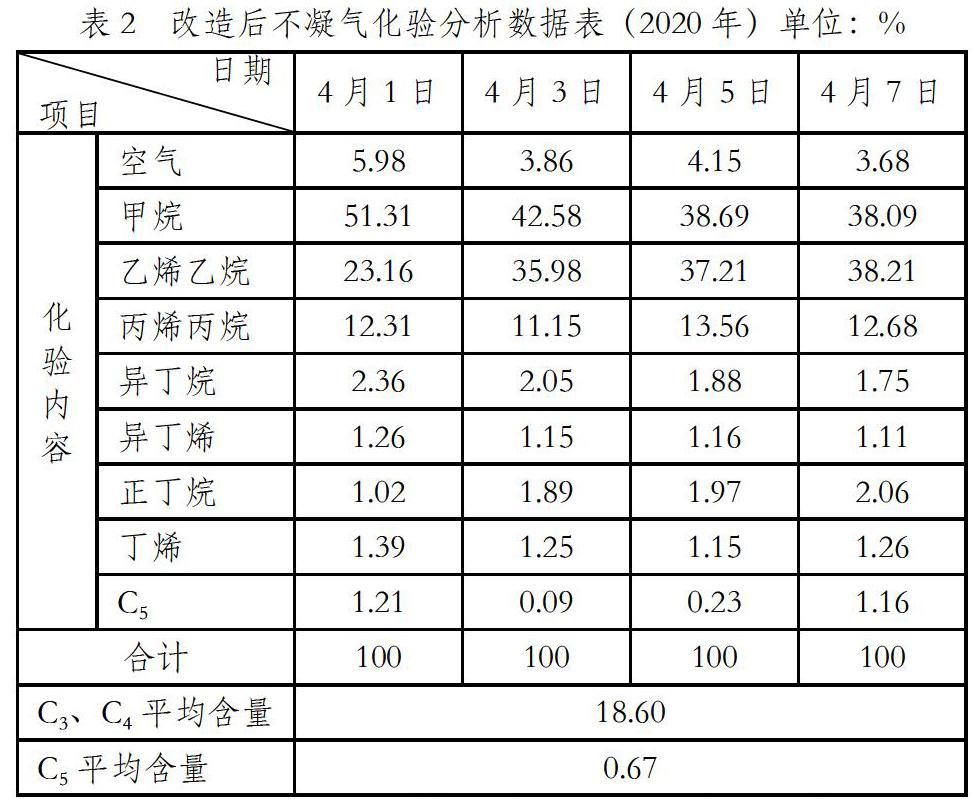
①通过表1和表2数据对比可以看出,不凝气中的C3、C4及C5组分明显减少,不凝气回收利用起到了良好的效果;
②通过化验分析,初馏塔顶石脑油初馏点由30℃± 3℃,经稳定塔后其初馏点提高到43℃±2℃,质量也提高一个档次。
2.3 经济效果
①改造后2020年4月1日至9日统计液化气产量分别为:31t、35t、33t、12t、15t、14t、27t、28t、23t,可以看出每天平均产液化气24t左右,液化气价格按每吨3000元/t计算,一天的收入增加72000元左右;
②改造前2019年11月20日至23日石脑油平均收率为:37.83%。改造后2020年4月1日至5日石脑油平均收率为:38.09%。石脑油收率平均提高了0.26个百分点。
3 总结
综上所述,通过对原油预处理装置不凝气回收再处理技术改造,成功的解决了燃料直接进加热炉燃烧所造成的问题。即降低了能耗损失又提高了经济效益,且使装置的平穩生产得到了保证,降低了安全生产风险系数,环境污染也得到了相应的控制。经过一段时间的操作调试,此改造获得良好的效果,使不凝气中的C3、C4从含量70%多降低到20%左右,C5含量从10%降到2%以下。
参考文献:
[1]徐春明,杨朝合.石油炼制工程[J].北京:石油工业出版社,2009.
[2]林玉珍,杨德钧.腐蚀和腐蚀控制原理[J].北京:中国石化出版社,2014.