游标卡尺零值调整装置的研发
2020-12-22 08:46:28丁洋
设备管理与维修 2020年22期
丁 洋
(天津职业技术师范大学,天津 300222)
0 引言
现代机械加工制造手段众多,但无论使用何种加工手段,产品加工完毕后均须进行质量检测。检测手段和方法也不尽相同。而众多的加工方法中,主要以切削加工为主要手段,产品质量由操作者的技术水平决定,产品的最终精度由计量器具保证。无论高精度零件的粗加工还是零件尺寸中大部分的自由公差尺寸,都需要用游标卡尺检测,它可以测量尺寸精度IT11~14级的工件,是零件加工过程中使用最频繁、最普遍的计量器具。
1 研发背景
游标卡尺零调整装置的研发受托于天津瑞驰船舶机械有限公司,该公司拥有加工设备100 多台(套),并拥有大量量具、验具。由于游标卡尺是一种即经济又廉价的通用量具,被各生产部门广泛使用,导致其磨损的速度比较快,经常会出现零值误差,从而影响测量精度,进而影响产品的加工质量。在此背景下,与该公司共同申请了天津市滨海新区科技小巨人成长计划科技型企业创新发展项目课题(项目编号:12ZXCXGX15300)。游标卡尺零值调整装置属于其中附带的产品研发,已申请发明专利。
2 游标卡尺的零值误差及消除办法
2.1 游标卡尺的零值误差
游标卡尺在使用外卡爪测量外尺寸过程中,零值会随着外测量面的磨损而发生变化。当两外测量面的磨损量超过0.01 mm时,就会造成游标的“0”标记与主尺尺身的“0”标记不对齐,造成游标卡尺的零值不准,游标卡尺的零位就会产生偏差。通常情况是当游标卡尺的两个外测量爪并拢后,游标的“0”标记在主尺尺身“0”标记之前,这个误差称为游标卡尺的零值误差。
2.2 游标卡尺零值误差的消除办法
2.2.1 修正值的优劣势
游标卡尺存在零值误差,会对测量结果产生很大的影响,造成很大的误差。通常的解决办法是在测量结果中加上修正值,以抵消零值误差带来的影响。而修正值的大小与零值误差的大小相等且符号相反。
利用修正值法消除零值误差,带来的问题是每次测量结束后都必须在测量结果中加上一个修正值。在多次或长时间的测量过程中,疲劳操作极易在测量结果中漏掉修正值的代入或将数值算错而造成粗大误差,不仅影响产品质量,还可能使产品成为废品而直接报废。
2.2.2 维修法及“锤击法”的应用
实际应用中使用最多的是维修法,即通过维修游标卡尺来消除零值误差。方法是通过调整游标卡尺上游标尺的相对于主尺“0”标记位置而消除零值误差,使主尺“0”标记与游标尺“0”标记重合。由于游标卡尺活动卡爪与尺框是整体结构,外卡爪和尺身是整体结构,当固定卡爪和活动卡爪的两外测量面接触后,尺身与尺框就在游标卡尺的一个极限位置,这个极限位置是游标卡尺的最小测量极限位置,是游标卡尺的零值位置。游标卡尺游标尺上有螺钉过孔,游标尺通过螺钉联接到尺框上,因此游标尺上的螺钉过孔与螺钉之间的间隙量就是调整游标卡尺的零值调整量。由于锁紧游标尺的螺钉比较小,故一般游标卡尺的调整量为±0.15 mm。当调整量大于间隙量时,应对螺钉过孔进行扩大或二次加工以保证足够的调整量。调整零值时常采用“锤击法”。“锤击法”是用紫铜锤敲击游标尺,敲击方向与游标尺平行。游标尺在铜锤的冲击载荷下发生位移。敲击力量应由小至大,直至游标尺发生移动。当游标尺移动过量时,左右反复敲击直至零值合格。由于敲击过程中游标尺产生移动,会造成联接游标尺螺钉的锁紧力下降,需用钟表改锥拧紧联接螺钉,并观察零值在拧紧过程中是否发生变化,如有变化继续敲击,敲击后再次拧紧,拧紧后确认零值是否准确,确认零值准确无误后才可以使用。
“锤击法”是“敲击→拧紧→敲击→拧紧”的反复过程。造成反复的原因是敲击力度不可控,敲击后游标尺停留位置不确定,且敲击后尺框之间的螺钉预紧力下降,必须重新拧紧螺钉,而重新拧紧螺钉时游标尺和尺框之间可能产生相对运动,因此需要反复敲击及拧紧螺钉,直至合格。正常游标卡尺调整零位时,游标螺钉不可松开,因此当用铜锤敲击时,要求对锤击的力度掌握的要恰到好处。基于以上原因,游标卡尺的零值调整必须在专职人员的指导下进行,否则可能会产生不良后果。因为调整卡尺零值有以上的特点,所以能进行卡尺零值调整的人员非常有限,且必须通过专项培训。
3 新型卡尺调零装置
设计新型游标卡尺调零装置时,为保证使用过程的可靠性,要求卡尺的定位稳定、安全可靠。设计定位装置时,首先要便于操作者的观察,同时还要考虑不同游标卡尺品牌和型号的关系。因此,根据所有的游标卡尺的共性特点,即所有游标卡尺端面与尺身侧面垂直这一共性进行多种方案的验证,最终确定定位槽和尺端挡块结构。该结构最为简单,同时也是定位最可靠的一种方式。尺身座可以根据尺框的大小调整距离,满足300 mm 以内的各种卡尺尺框的定位问题。解决卡尺定位问题后,需要解决固定卡尺的问题,也就是夹紧问题。一般来说,首先要求夹紧装置固定可靠,否则卡尺发生移动达不到调整的目的;其次是操作方便,便于操作者将卡尺牢固地固定在装置上而不能移动。通过反复论证,卡尺的夹紧动作采用机械加工生产上广泛使用的压板夹紧形式,不仅可以夹紧工件,而且还可以限制卡尺上下移动的自由度,而且压板夹紧结构技术成熟、夹紧力可靠、操作简单、便于调整。游标卡尺调零装置结构如图1 所示。
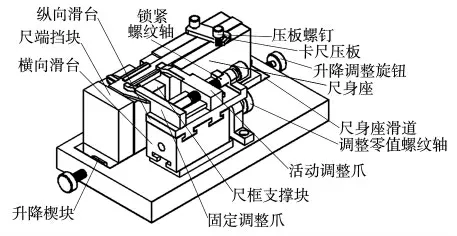
图1 游标卡尺调零装置
4 调零装置应用分析
游标卡尺调零装置的重点在于调零,调整零位的动作即调整游标尺位置的动作是整个装置的重点,它的可靠性决定调整零位是否有效。根据游标尺的结构特点,以抓取游标尺两侧为基础的设计方向,设计出调整爪。调整爪采用一端固定、一端活动的两个调整爪结构,该结构可以方便抓取不同大小的游标。两个调整爪均固定在滑台上。通过横向、纵向的两个滑台带动两个调整爪自由滑动。该装置可以根据卡尺外形结构的大小来调整调整爪的位置。确定调整爪结构后,就应确定联接方式。由于卡尺零位调整的传统方法是采用“锤击法”敲击,有敲击必然有冲击,在冲击载荷的作用下游标螺钉容易折断,不利于游标卡尺的修复,如果造成螺钉折断无法取出,将使卡尺报废,将造成更大的损失。因此,新研发的游标卡尺调零装置必须放弃传统的修复方法,而采用对游标尺施加一个非冲击载荷。采用螺旋传动机构施加柔性载荷,可以人为控制载荷大小,大大降低螺钉折断的概率。同时,还要考虑到零值误差的实际情况,可能“+”也可能“-”,该装置的调整范围是双向的,螺旋传动具有双向施加载荷的能力,无论顺时针旋转还是逆时针旋转均可以传递动力,因此采用螺旋传动方式驱动工作台,同时解决了双向施加载荷的问题,这对调整零值的设计是必要的。因为调整爪要抓住游标,还要将动力传递给游标,而且要方便观察,设计时采用调整爪固定游标两端的方法,且两个调整爪水平放置在整个装置中,观察游标最直观,游标受力变形也比较小,松开后游标几乎没有回弹现象,便于调整零位操作。
调整爪通过横向、纵向两个滑台和升降楔块完成左右、前后和上下6 个方向的移动,实现全方位的移动,可以顺利抓取不同空间位置的游标卡尺的游标,为卡尺调整零位做准备。滑台导轨采用T 形槽导轨,稳定性高。横向滑台和调整爪的移动均采用螺旋传动方式,螺旋传动的特点是传动平稳且传动精度高,可以精确传动和定位,便于调整零位时微小位移的操作,同时可以传递较大的力矩,可以避免冲击载荷,避免卡尺游标螺钉折断。
游标卡尺调整零位装置调零时可以将卡尺的游标螺钉旋松,待调整爪抓紧游标后,通过旋转调整螺纹轴带动整个横向滑台移动,此时观察游标尺“0”标记和主尺尺身“0”标记,待二者重合后,拧紧游标尺螺钉,将游标尺固定。由于卡尺固定,拧紧过程中不必担心游标移动。
为了适应不同规格的卡尺,尺身座、尺端挡块和尺框支撑块应能做上、下移动。尺身座、尺端挡块和尺框支撑块的上下移动采用斜楔机构,该机构的特点是易于自锁,当一侧不动时,另一侧移动可以使整个尺身座倾斜,便于卡尺尺身有挠度变化的情况。
5 结束语
游标卡尺调零装置操作简单、调整方便,可以大幅降低卡尺的修复损坏率,对提高卡尺的重复利用率、延长使用寿命、降低生产成本、减小维修难度、降低维修劳动强度、简化修复卡尺过程具有极其重要的意义。
猜你喜欢
黑龙江科学(2021年20期)2021-10-30 06:47:32
减速顶与调速技术(2020年4期)2020-11-22 07:20:32
无线电工程(2020年6期)2020-05-18 07:31:00
当代陕西(2020年24期)2020-02-01 07:07:12
电脑爱好者(2018年2期)2018-01-31 23:06:44
电脑与电信(2015年9期)2015-04-16 01:30:10
计量技术(2014年10期)2014-04-15 21:00:27
电测与仪表(2014年6期)2014-04-04 11:59:46
四川电力技术(2014年2期)2014-03-19 09:20:14
计量技术(2013年11期)2013-05-14 07:26:48