响应面法优化香蕉叶可溶性糖提取工艺
2020-12-17 03:27张刚赖晓琳王小平
当代化工 2020年11期
张刚 赖晓琳 王小平
摘 要:为了优化香蕉叶中可溶性糖的提取工艺,采用单因素实验考察浸提温度、浸提时间、液料比值对香蕉叶可溶性糖提取的影响,并根据单因素实验结果利用响应面法对香蕉叶可溶性糖提取工艺进行了3因素3水平的优化。结果表明:液料比值对提取量的影响最大,浸提温度次之,而浸提时间影响最小。通过响应面优化得到的最优工艺条件为:浸提温度85 ℃,浸提时间100 min,液料比值60 mL·g-1。
关 键 词:香蕉叶;可溶性糖;工艺优化
中图分类号:TQ424.1 文献标识码: A 文章编号: 1671-0460(2020)11-2431-04
Optimization of the Extraction Process of Soluble Sugar
From Banana Leaves With Response Surface Methodology
ZHANG Gang1, LAI Xiao-lin1, WANG Xiao-ping1,2
(1. Department of Pharmacy, Zhangzhou Health Vocational College, Zhangzhou 363000, China;
2. Zhangzhou State Key Laboratory of Modern Chinese Medicine, Zhangzhou Health Vocational College, Zhangzhou 363000, China)
Abstract: In order to optimize the extraction process of soluble sugar in banana leaves, a single factor experiment was used to investigate the effect of extraction temperature, extraction time, liquid-to-material ratio on the extraction of soluble sugar in banana leaves, and the response surface method was used to optimize the extraction process of soluble sugar in banana leaves based on the single factor experiment results. The results showed that the liquid-material ratio had the largest influence on the extraction volume, followed by the extraction temperature, and the extraction time had the smallest effect. The optimal process conditions obtained through response surface optimization were as follows: leaching temperature 85 ℃, leaching time 100 min, liquid-to-material ratio 60 mL·g-1.
Key words: Banana leaves; Soluble sugar; Process optimization
福建省香蕉产地主要分布在闽南一带,漳州市天宝镇是其最重要的产区之一。天宝镇香蕉种植面积2 000 hm2,香蕉果实年产量约5万t[1]。以香蕉茎叶等副产物与香蕉果实产量1∶2.4的质量比计[2],则年产生香蕉茎叶和香蕉皮等副产物約2万t,这些副产物以往大部分被弃于野外,任其腐烂,不仅影响环境,且无法实现香蕉叶的资源化利用。因此,开展香蕉叶的研究,不仅可以提升香蕉种植业的附加值,而且还可以改善生态环境,减少香蕉副产物对环境的污染。目前,研究者对香蕉叶综合利用的研究主要集中在蛋白提取[3]、多酚提取[4-5]、多糖提取[6-7]、黄酮提取[8]和功能性材料的制备[9-10]等,而对香蕉叶中可溶性糖的提取鲜有报道。可溶性糖主要指在生物组织中普遍存在的能溶于水及乙醇的单糖和寡聚糖,如葡萄糖、果糖、麦芽糖等。本研究利用响应面分析法对香蕉叶中可溶性糖提取工艺进行优化,为香蕉叶综合利用提供一定的参考。
1 实验
1.1 原料
香蕉叶,漳州市石亭镇;硫酸,分析纯,南京化学试剂股份有限公司;蒽铜,分析纯,南京化学试剂股份有限公司;葡萄糖,分析纯,中国医药集团上海化学试剂公司;水为蒸馏水。
1.2 仪器
FA2004电子分析天平,上海精科;SHB-III真空泵,郑州长城科工贸有限公司;离心机,湖南湘仪;YZ-250DB超声波清洗器,上海越众仪器设备有限公司;TU-19紫外可见分光光度计,北京普析;101-4QB苏珀电热恒温鼓风干燥箱,绍兴苏珀;BJ-150中药粉碎机,德清拜杰。
1.3 方法
1.3.1 香蕉叶中可溶性糖的提取
将香蕉叶用蒸馏水清洗干净,在60 ℃下烘干至恒重,用粉碎机粉碎后过80目筛(孔径为 0.150 mm),再次干燥至恒重后保存在干燥器中备用。称取1.0 g 的干燥香蕉叶粉末,装入150 mL带有塞子的锥形瓶中,加入一定体积的蒸馏水后,在水浴中提取一定时间后抽滤,滤液冷却后在 2 000 r· min-1 下离心20 min,上清液作为香蕉叶可溶性糖提取物样液备用。
1.3.2 香蕉叶可溶性糖质量分数的测定[11]
采用蒽酮-硫酸比色法[12]测定可溶性糖:以葡萄糖为标准品,绘制标准曲线,根据得到的回归方程计算香蕉叶中可溶性糖提取率。
可溶性糖提取率=(ρ×V)/(m×1 000)×100%。 (1)
式中:ρ—待测液中可溶性糖质量浓度,mg·mL-1;
V—样液总体积,mL;
m—香蕉叶粉末质量,g。
1.3.3 单因素实验
浸提温度对香蕉叶可溶性糖提取率的影响: 浸提时间为90 min,液料比值50 mL·g-1,浸提温度分别为60、70、80、90、100 ℃。测定香蕉叶可溶性糖的提取率。
浸提时间对香蕉叶可溶性糖提取率的影响:浸提温度为80 ℃,液料比值50 mL·g-1,提取时间分别为10、30、60、90、120 min。测定香蕉叶可溶性糖的提取率。
液料比值对香蕉叶可溶性糖提取率的影响:浸提时间为90 min,浸提温度为80 ℃,液料比值分别为20、30、40、50、60 mL·g-1。测定香蕉叶可溶性糖的提取率。
1.3.4 设计方案
以单因素实验为基础,选取浸提温度(A)、浸提时间(B)、液料比值(C)3个因素,如表1所示。
2 结果与分析
2.1 单因素实验
2.1.1 浸提温度对香蕉叶可溶性糖提取率的影响
在浸提时间为90 min,液料比值50 mL·g-1的条件下,如图1所示,随着提取温度的升高,香蕉叶可溶性糖的提取率呈增大趋势,当温度达到80 ℃以后,提取率变化不明显。考虑到温度过高会增加实际生产中的能耗,因此选取80 ℃為最佳提取温度。
2.1.2 浸提时间对香蕉叶可溶性糖提取率的影响
在浸提温度为80 ℃,液料比值50 mL·g-1的条件下,如图2所示,随着浸提时间的延长,可溶性糖的提取率逐渐增大,时间达到90 min以后,提取率变化不大。考虑到实际生产的经济效益,故选择提取时间90 min为宜。
2.1.3 液料比值对香蕉叶可溶性糖提取率的影响
在浸提温度为80 ℃,浸提时间为90 min,如图3所示。
当液料比值增大时,香蕉叶可溶性糖的提取率呈增大趋势,在液料比值大于50 mL·g-1时增大趋势变小,且液料比值过大对后期的分离提纯不利,因此选择液料比值为50 mL·g-1较为合适。
2.2 响应面分析结果
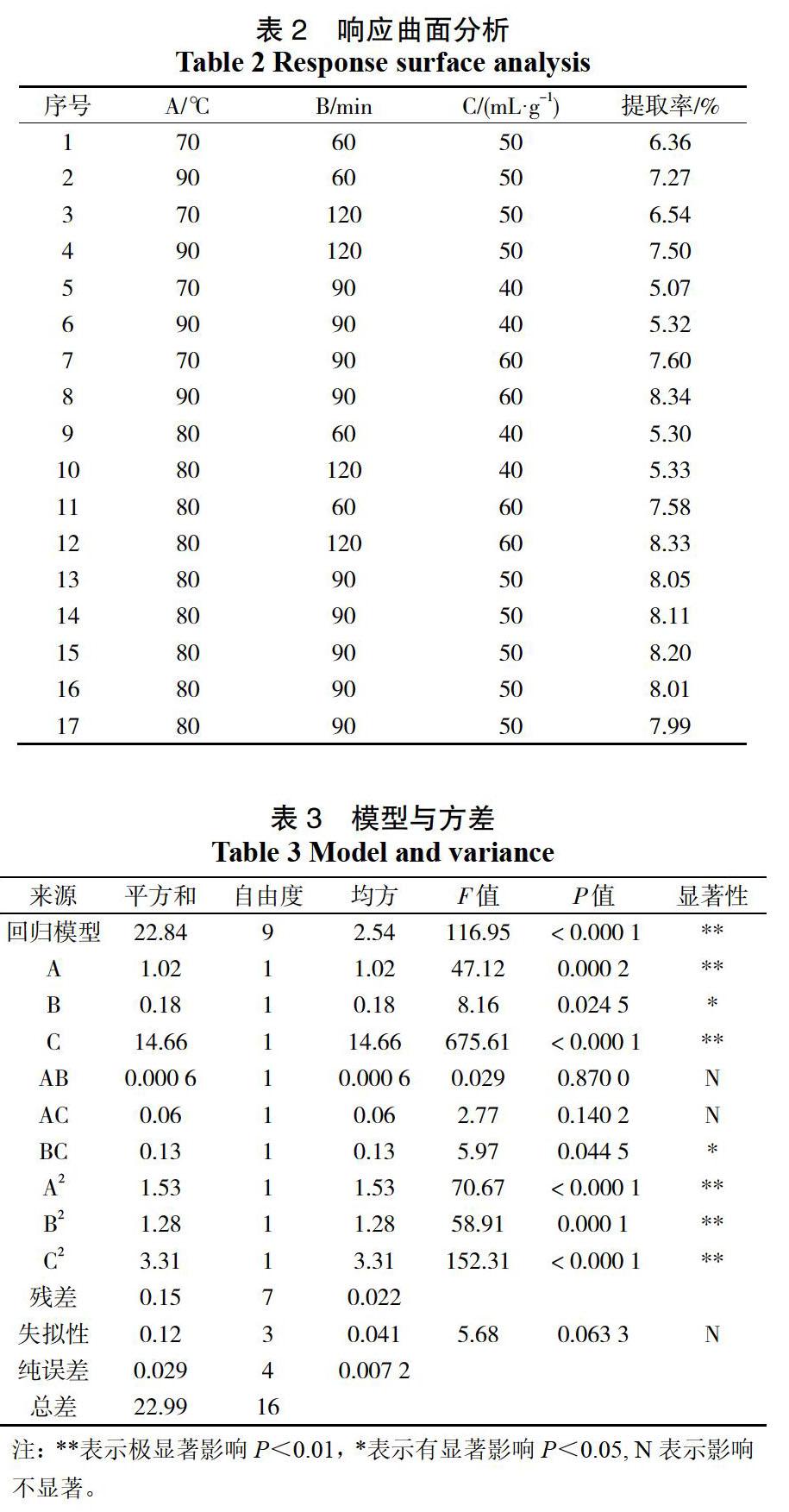
2.2.1 响应面实验设计
根据单因素实验结果,分别选取浸提温度(A)、浸提时间(B)、液料比值(C)3个因素,每个因素3个水平,香蕉叶可溶性糖提取率作为响应值,具体的实验设计与分析见表2及表3。
2.2.2 响应面实验结果分析
通过响应面分析,可得到香蕉叶可溶性糖的提取率(Y)与浸提温度(A)、浸提时间(B)、液料比值(C)的二次多元回归方程为:
Y=8.07 + 0.36A + 0.15 B + 1.35C + 0.012 AB + 0.12 AC + 0.18 BC-0.6A2-0.55 B2-0.89 C2。
由以上的二次多元回归方程可知,液料比值对香蕉可溶性糖提取率的影响最大,浸提温度次之,浸提时间的影响最小。
由表3可知,回归方程模型的P<0.01,表明模型极显著,可用于真实数据的预测;而失拟项不显著(P = 0.0633,>0.05),差异不显著,说明计算数值与实测数值能够较好地吻合。模型的
R2 = 0.993 4,RAdj2 = 0.984 9,说明建立的模型能够解释98.49 % 响应值的变化,且有99.34 %来源于所选变量。表3中数据显示,B、BC影响显著和AB、AC影响都不显著,A、C、A2、B2、C2均影响极显著。
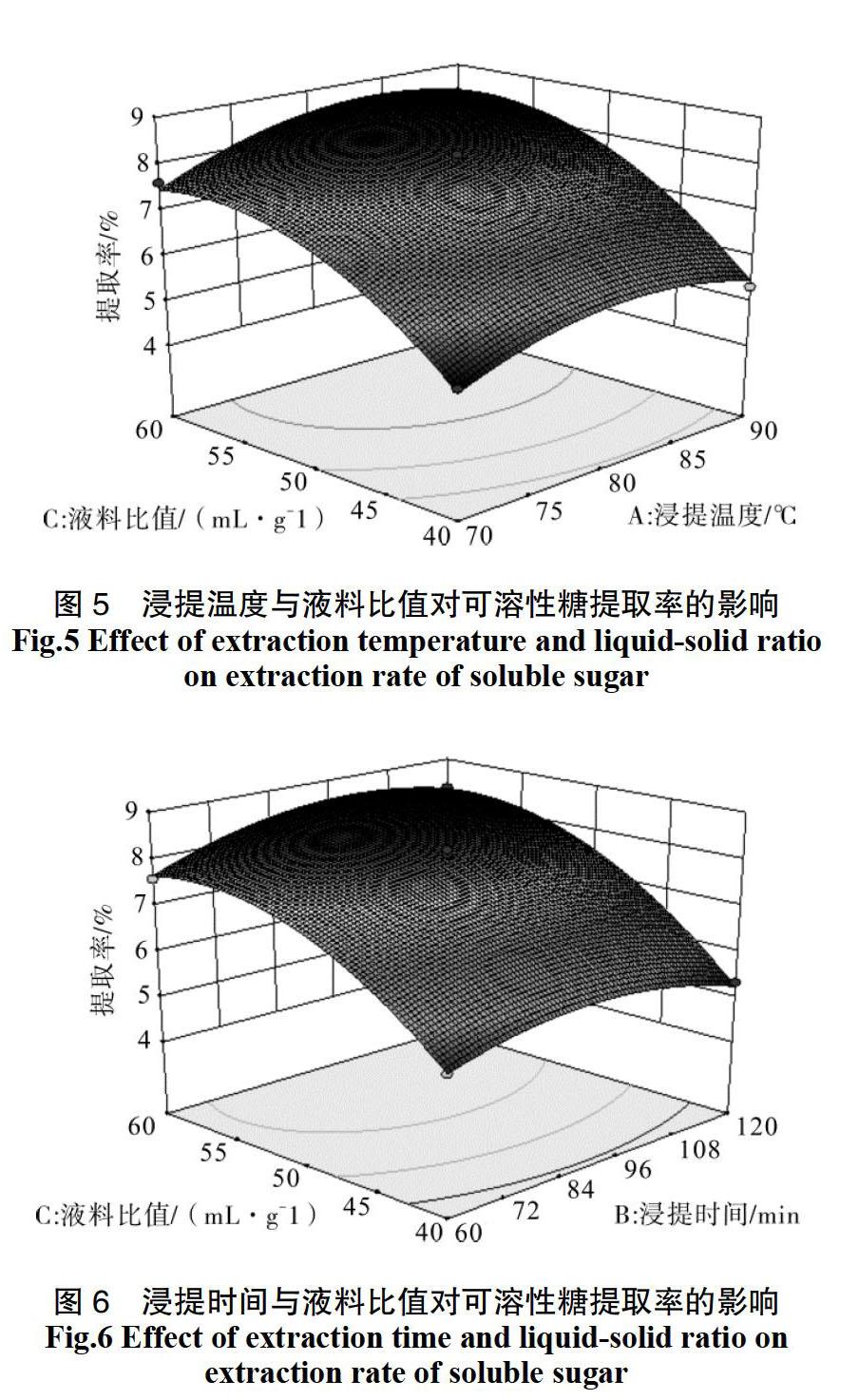
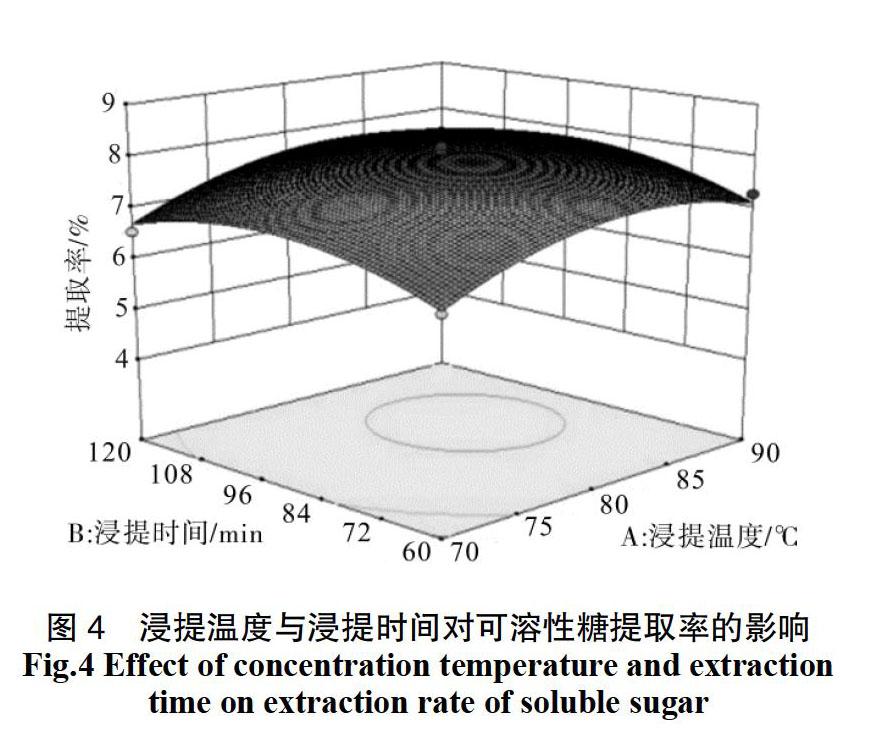
2.2.3 交互作用
响应面可以综合反映出实验中各因素对响应值的影响和两两因素之间的交互作用。平缓和陡峭程度可以反映因素值变化对响应值的影响大小[13]。如图4、图5、图6所示,浸提时间变化幅度平缓,说明此因素对香蕉叶可溶性糖提取率影响较小。液料比值曲面较为陡峭,说明其对香蕉叶可溶性糖的提取率影响较大,因此在实际提取过程中控制好液料比值是十分关键的一个环节。浸提温度对于香蕉叶可溶性糖提取率的影响次于液料比值。通过比较 图4、图5、图6可知,液料比值与浸提时间的相互作用对香蕉叶可溶性糖的提取率影响较大;而浸提温度与浸提时间及浸提温度和液料比值的相互作用对香蕉叶可溶性糖的提取量率影响较小。
2.2.4 最佳工艺参数的确定
通过响应面分析,得到最优的提取工艺参数为浸提温度83.83 ℃、浸提时间98.2 min、液料比值58.19 mL·g-1,此条件下香蕉叶可溶性糖提取率预测值为8.71%。为方便实际操作,将最优提取参数调整为浸提温度85 ℃、浸提时间100 min、液料比值60 mL·g-1。按上述条件进行验证性实验,3次平均提取率为8.5%,与模型所预测的值很接近,说明所建立的回归模型能较好地预测香蕉叶可溶性糖的提取率。
3 结 论
本文通过考察浸提温度、浸提时间、液料比值对香蕉叶可溶性糖提取率的影响,利用响应面法分析获得提取香蕉叶可溶性糖的最佳工艺参数为浸提温度83.83 ℃、浸提时间98.2 min、液料比值58.19 mL·g-1,此条件下香蕉叶可溶性糖提取率预测值为8.71%。实际调整工艺参数为浸提温度85 ℃、浸提时间100 min、液料比值60 mL·g-1,实际提取率为8.5%,与预测值较为接近,验证了最优提取工艺的有效性,为香蕉叶可溶性糖的研究及香蕉叶的综合利用提供一定的参考。
参考文献:
[1]韩裕玲,曾芳芳. 福建省漳州市天宝香蕉产业型特色小镇培育路径[J].农村经济与科技,2020,31(7):298-300.
[2]YAMAGUCHI J, ARAKI S. Biomass production of banana plants in the indigenous farming system of the East African Highland[J]. Agriculture, Ecosystems and Environment,2004,102(1):93-111.
[3]宋明杰,汪珊如,杨闯,等.香蕉叶蛋白提取工艺研究[J].饲料研究,2017(13):16-19.
[4]陈健旋. 响应面优化香蕉叶多酚的提取工艺研究[J]. 东莞理工学院学报,2016,23(5):71-76.
[5]赖晓琳,张刚,黄建军. 香蕉叶缩合单宁超声提取工艺优化[J].绵阳师范学院学报,2020,39(5):24-30.
[6]林士惠,易运红,龙梓,等.超声波辅助提取香蕉叶多糖工艺的优化[J].南方农业学报,2014,45(2):295-298.
[7]YOO D S,SU J J,YUN J P,et al.Antiaging effects of Musa sapientum L. (banana) leaf extract[J]. Korean Society for Biotechnology and Bioengineering Journal,2016,31(2):126-134.
[8]PANIDA Y Y,SUCHADA S,MUENDUEN P. Isolation, separation and purification of rutin from banana leaves (Musa balbisiana)[J]. Elsevier B.V.https://doi.org/10.1016/j.indcrop.2020.112307.
[9]赖晓琳,张刚,陈燕玉.改性香蕉叶/活性炭联合处理天然硬水[J].当代化工,2019,48(7):1449-1451.
[10]VINCENT M(闻森特). 香蕉叶轴纳米纤维及其全纤维素纳米复合材料的制备和性能[D].上海:东华大学,2016.
[11]梁燕妮.响应面微波辅助提取六堡茶可溶性糖工艺[J].食品工业,2019,40(6):34-37.
[12]张莉弘,吴琼,邹险峰,等.超声辅助提取油莎豆可溶性糖[J]. 东北师大学报(自然科学版),2016,48(4):162-164.
[13]张家晨,秦良云,劉怡,等. 响应面法优化西藏金耳多糖提取工艺研究[J].食品研究与开发,2020,41(11):113-117.
猜你喜欢
河南科技(2022年1期)2022-03-11
家教世界·V家长(2019年3期)2019-06-11
广东教育·高中(2018年1期)2018-01-31
小天使·三年级语数英综合(2017年11期)2017-12-05
江苏农业科学(2017年19期)2017-11-22
阅读与作文(小学高年级版)(2017年10期)2017-10-11
中学生数理化·教与学(2017年4期)2017-04-22
农家顾问(2016年7期)2016-05-14
新高考·高一物理(2015年4期)2015-08-20
吉林农业(2015年3期)2015-03-27