
不同饲料原料加工工艺对猪肠道健康的影响
2020-12-11 05:52王同心姚卫磊黄飞若
猪业科学 2020年5期
李 娟,夏 军,王同心,姚卫磊,张 黎,黄飞若
(华中农业大学动物科技学院,湖北 武汉 430070)
在集约化养猪模式中,猪肠道损伤和溃疡是非常普遍的问题,严重影响养殖场的经济效益。因此,猪肠道健康受到越来越多研究人员的关注。猪肠道健康体现在腹泻率低、肠黏膜形态结构正常及菌群稳定等多个方面,这与猪所采食饲料的理化性质有着直接关系。诚然,饲料品质不仅与饲料原料和配方有关,还受到不同饲料加工工艺及参数的影响。饲料加工工艺不仅对饲料理化性质有直接作用,同时对猪生产性能和肠道健康产生重要影响。因此,在养猪生产中,抓好饲料加工调制对猪肠道健康尤为重要。文章主要对不同饲料加工工艺对猪肠道健康的研究进行综述,为养猪生产中饲料加工工艺及参数的选择提供参考。
1 饲料加工关键工艺
常见的饲料加工工艺流程一般为:原料→粉碎→配料→混合→调质→制粒→冷却→筛分→计量包装,其中粉碎和调质是饲料加工工艺流程中的关键工艺。而在乳猪饲料加工中,通常对原料进行膨化加工。
1.1 粉碎
在猪饲料生产中,50%~80%的饲料原料需要被粉碎。粉碎加工增加了饲料表面积,使饲料进入猪肠道后更易于与消化酶接触,从而使得饲料中营养物质能够被更好地消化吸收。但不是粉碎越细越好,粉碎过细会导致加工能耗增高,且猪患胃溃疡的概率增大,并且引起呼吸道疾病。周庆安等(2002)[1]研究报道,在仔猪日粮中,玉米的适宜粉碎粒度为500 μm左右。Bao等(2016)[2]研究不同的小麦粉碎粒度(330, 430, 450, 470, 580,和670 μm)在生长猪上的应用效果,发现当粉碎粒度在430~470 μm左右时,生长猪的平均日增重(ADG)效果最显著。
1.2 调质
饲料调质是指调质器内利用蒸汽对饲料进行水热处理的过程,是制粒前的关键工艺。在饲料调质过程中,调质温度的选择极为关键。较高的调质温度有利于消除饲料中的抗营养因子,抑制大肠杆菌等有害微生物,同时改善饲料营养价值;然而温度过高会导致维生素等热稳定性较差的营养成分损失。研究发现,在仔猪玉米型日粮加工中,当调质温度为65 ℃时,饲料颗粒的品质较好,易于仔猪采食与消化[3]。Wang等(2019)[4]研究发现,选用75~80 ℃作为育肥猪高粱型日粮的调质温度时,淀粉消化率较高,猪的增重效果显著而腹泻率较低。
1.3 膨化
膨化加工即利用高温高压对物料进行处理后再减压,利用物料本身的膨胀特性或水分瞬时蒸发而改变物料的某些理化性质,温度一般为110~130 ℃。膨化加工中的高温高压可促使饲料中营养物质发生改变,如蛋白质变性和淀粉糊化。膨化也有效消除了饲料中部分抗营养因子和有害菌。此外,与普通饲料原料相比,膨化原料具有特殊香味,增加了饲料适口性,有利于动物更好地采食与消化。研究发现,在对玉米膨化加工中,当膨化温度110 ℃,玉米水分为21%时,所取得的膨化效果最好[5]。
2 加工工艺与饲料理化性质
饲料经加工处理后,其营养物质在理化性质及含量等方面会发生一定的变化。粉碎主要改变饲料的物理形态。而调质和膨化加工,由于存在热处理,对饲料营养物质化学性质影响较大,如影响淀粉糊化度、蛋白质空间结构以及维生素活性等。
糊化可提高饲料适口性,促进淀粉在动物肠道内的消化。研究发现,调质或膨化可使淀粉糊化度达到40%~90%,且与调质相比,膨化加工后淀粉糊化度要升高10%~50%。调质和膨化加工中的高温都会导致饲料蛋白质变性,溶解度降低。不过这种变性是有利的,有助于蛋白质被更好地消化。饲料蛋白质含量一般不会受膨化加工的影响,但赖氨酸等氨基酸会受到一定的损失。一般来说,膨化温度越高,原料水分越低,赖氨酸的损失越大,饲料蛋白质的应用效果就越低。同时,饲料中维生素活性也会受到加工影响。Lewis等(2015)[6]研究发现,调质温度和时间都会影响维生素D3、维生素B2及烟酸的损失量。饲料中维生素E、维生素K、维生素C经膨化加工(温度105~120 ℃)后,损失率在10%左右。
3 饲料加工工艺与猪生长性能
饲料加工工艺在体外改善饲料品质的同时,也在体内影响猪生长性能。因此应通过体内体外综合评估不同饲料加工工艺在猪生产上的应用效果,精准优化饲料加工工艺参数体系(见图1)。Bao等[2]在研究不同的小麦粉碎粒度对生长猪生长性能的影响中,发现当小麦粉碎粒度在430~450 μm左右时,生长猪平均日采食量显著降低而日增重增高,料重比最低。Nemechek[7]研究在不同的玉米粉碎粒度下育肥猪的生长效果时,发现饲料转化率在粉碎粒度低于650 μm时能得到显著改善。在不同的调质温度下,饲料对猪增长的贡献率有所不同。在仔猪玉米型日粮中,仔猪的日增重随着调质温度由80 ℃降低至65 ℃至而显著增加,但饲料转化率没有受到调质温度的显著影响[3]。Wang等[4]分别在65 ℃、70℃、75℃、80 ℃和85 ℃温度下对高粱进行调质,发现生长猪平均日增重与调质温度呈二次曲线相关,ADG在75℃时最大,在85 ℃取得最小值,饲料转化率在不同调质温度下变化不显著。膨化饲料在断奶仔猪上的应用效果显著。与仔猪普通日粮组相比,5%膨化大豆组的仔猪取得较好的增重效果和饲料转化率,料重比下降6.95%[8]。
4 饲料加工工艺与猪肠道健康
猪肠道健康可体现在猪腹泻率高低、肠道形态结构及菌群组成等方面。不同饲料原料加工工艺及参数等会使饲料理化性质等发生改变,进一步对猪肠道健康产生影响(见表1)。因此在对不同饲料原料进行加工时,选择不同加工工艺及工艺参数对维持猪肠道健康十分有必要。
4.1 饲料加工工艺与猪腹泻率
腹泻是养猪户极其重视的问题,这是因为猪发生腹泻后,肠道对营养物质消化吸收能力变弱,导致猪生长受阻,同时免疫力降低,增高患病风险。Bao等[2]在对小麦型日粮粉碎粒度对猪肠道健康影响的研究中发现,当小麦的粉碎粒度由670 μm下降至330 μm时,生长猪腹泻率显著提高。在不同调质温度(65 ℃、70 ℃、75 ℃、80 ℃和85 ℃)处理下对高粱进行调质加工时,生长猪腹泻率在80 ℃时取得最低值[4]。章红兵等(2010)[9]在研究膨化玉米对仔猪肠道健康影响时发现,相比普通玉米组,膨化玉米组腹泻率降低了10.59%,腹泻指数降低了2.72%。同样地,用5% 的膨化大豆部分代替普通大豆,可明显降低仔猪的腹泻率[8]。这说明科学选择合适的粉碎粒度以及调质、膨化参数都可以降低猪腹泻率,改善猪肠道健康。
4.2 饲料加工工艺与猪肠道形态结构
正常的肠道形态和结构功能对猪体内营养物质的消化和吸收以及抵御外界病原体是至关重要的。而饲料加工后的物理形态,化学性质等都会直接影响猪只肠道形态与结构,影响肠道健康。研究发现,当生长肥育猪采食粉碎粒度低于400 μm的玉米时,其胃肠道会受到损伤,出现角质化问题[10]。Morel和Cotam[11]研究结果也与此一致,将大麦的粉碎粒径从1100 μm降至400 μm时,猪的生长性能不仅没得到改善,且胃黏膜和小肠结构均受到不同程度的损伤。其中大麦中等粉碎粒度(785 μm)和粗粉碎粒度(1100 μm)组猪的胃溃疡评分较低,分别为0.20和0.25,而精细粉碎(400 μm)组猪的胃溃疡评分最高,为1.87。通过以上结果可总结出猪日粮最适的饲料原料粉碎粒度不宜低于400 μm,以免对肠道健康产生负面作用。
膨化可以减少原料中存在的抗营养因子并且降低饲料蛋白的抗原性,改善猪只肠道形态结构和功能,提高营养物质的消化吸收。郗伟斌等[12]研究发现,膨化豆粕日粮组仔猪小肠上皮细胞和微绒毛发育良好,而普通豆粕日粮组仔猪小肠上皮不成熟细胞增加,微绒毛萎缩,隐窝深度增加。这可能是由于普通豆粕中的蛋白抗原物质引起仔猪小肠上皮过敏性损伤,而膨化加工后的豆粕大大降低了蛋白抗原物质,改善了肠道的形态和微观结构。除了膨化大豆外,仔猪日粮中也常常添加膨化玉米。研究发现,在断奶仔猪日粮中添加膨化玉米来替代普通玉米,14 d后观察到十二指肠的绒毛高度显著提高,各个肠段的黏膜厚度也增加,空肠中段的隐窝深度显著降低[9]。可见膨化玉米可使仔猪不同部位的肠道黏膜形态和结构得到改善。
4.3 饲料加工工艺与猪肠道菌群
猪肠道内微生物种类繁多,菌群之间以及菌群和宿主之间相互作用,构成了一个动态平衡的微生态系统,其在维持动物健康和正常代谢上发挥着重要作用。Canibe等[13]研究表明,肠道微生物菌群会受到饲料的物理特性影响。与粗粉碎的饲料相比,粉碎粒度较细的饲料增加了猪肠道内有害菌大肠杆菌和沙门氏菌的含量。同时肠道厌氧细菌总数增加,各种有机酸浓度增加,胃的pH下降[14]。这是由于粗糙粉碎的饲料由于粒径大而在小肠内消化不完全,淀粉进入盲肠中继续消化,产生短链脂肪酸。而短链脂肪酸可以限制大肠杆菌和沙门氏菌的增殖[15]。Bao等[2]在对小麦粉碎粒度对猪肠道菌群影响的研究中也发现,当小麦粉碎粒度由430 μm增加至470 μm时,生长猪肠道有益菌双歧杆菌和乳酸杆菌数目增加,有害菌大肠杆菌数量减少,有效提高了猪肠道健康水平。
调质、膨化工艺同样会对猪肠道内菌群产生影响。Wang等[4]对生长猪高粱型日粮进行调质时发现,调质温度的升高(由75 ℃到80 ℃)增加了猪肠道和粪便中有益菌双歧杆菌和乳酸杆菌的数量,并且抑制了肠道细菌性病原体大肠杆菌。Durmic等[16]对膨化小麦和高粱在断奶仔猪中应用效果的研究表明,与未膨化的饲料原料相比,日粮中添加膨化小麦或高粱可显著降低仔猪大肠中的大肠杆菌数量,从而促进肠道健康。也有研究报道,饲料膨化加工后可增加仔猪肠道内的乳酸生成,而乳酸可以抑制有害菌的增殖,从而阐明了膨化加工对猪肠道健康改善的机制。
5 小结
不同饲料原料,不同的加工工艺及参数如粉碎粒度、调质温度和膨化温度等对不同生长阶段的猪腹泻率,肠道形态结构以及菌群的影响不尽相同。目前关于不同饲料加工工艺对猪肠道健康影响的研究还不太多。因此进一步研究不同饲料原料加工工艺及参数对猪肠道健康的影响及作用机制,筛选出不同饲料原料最佳加工工艺参数是非常有必要的。
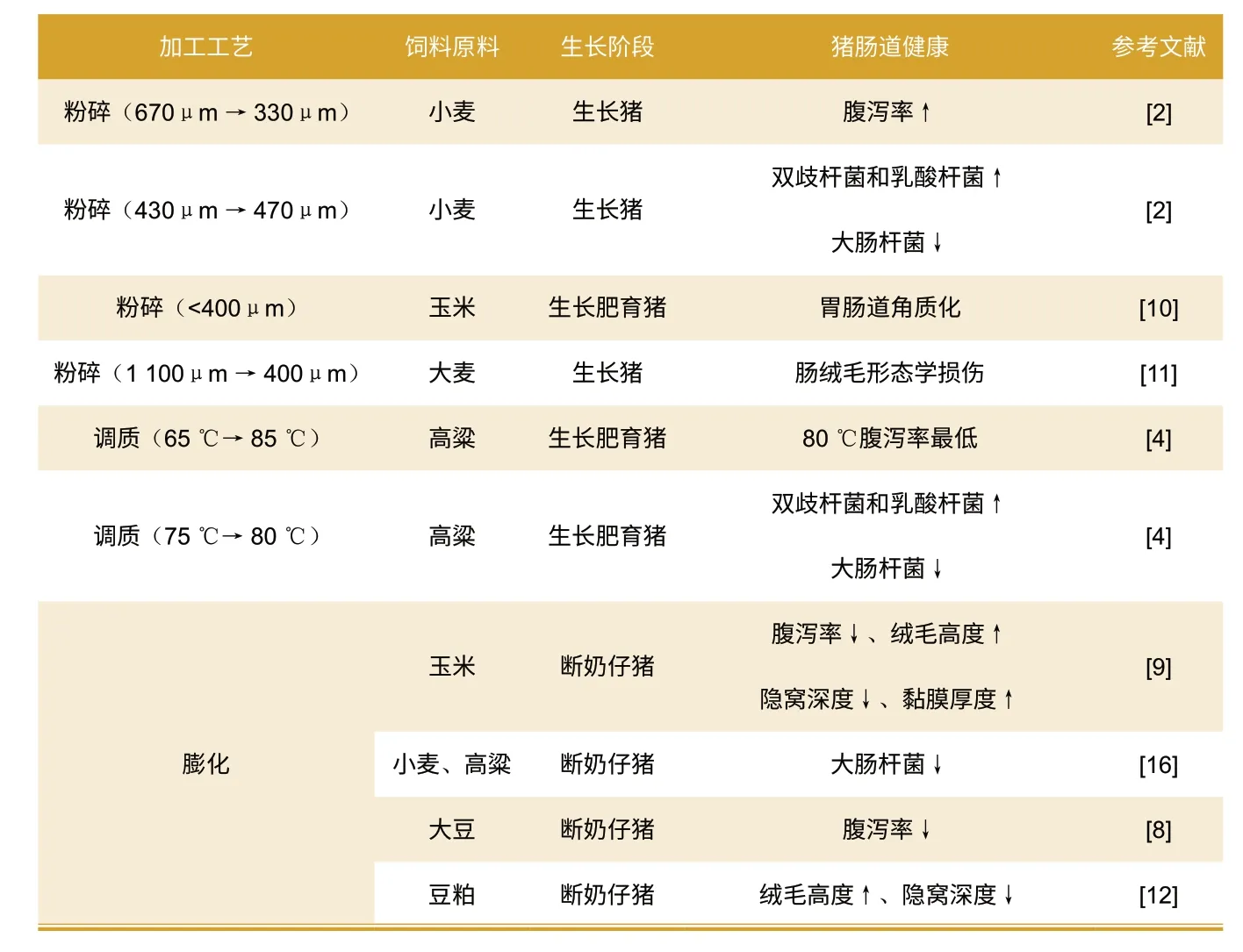
表1 不同饲料原料加工工艺对猪肠道健康的影响
猜你喜欢
佳木斯大学学报(自然科学版)(2022年3期)2022-06-27
今日农业(2021年4期)2021-11-27
粉末冶金技术(2021年3期)2021-07-28
能源工程(2021年1期)2021-04-13
小型微型计算机系统(2020年10期)2020-10-21
宝钢技术(2020年2期)2020-05-15
科技创新与应用(2020年8期)2020-03-13
科学导报·学术(2018年13期)2018-10-21
新作文·高中版(2017年6期)2017-07-06
养禽与禽病防治(2012年3期)2012-08-01
