
飞机装配工艺装备设计创新的探索与实践
2020-12-09 08:30:34王纳新王文晖
工程建设与设计 2020年22期
王纳新,王文晖
(航空工业西安飞机工业(集团)有限责任公司,西安710089)
1 装配工艺装备结构集成化设计
在现代装配工艺装备设计过程中,装配工艺装备结构集成化设计是满足装配现场精益化管理要求、解决装配工作空间紧张的有效途径。通过工装结构的综合布置和协调,将各个分离的工装结构、功能和能源接口等集成到相互关联的、统一协调的系统结构之中,使工装框架、能源接口等资源达到充分共享,实现集中、高效、便利的管理。集成化结构典型设计如图1所示[1]。
在装配工艺装备的结构设计时,除了考虑工装完成装配工艺装备的基本功能要求外,必须统筹考虑送风系统、照明系统、吸尘系统、工装报警系统、移动轮组等的整体集成。为此将送风系统的管路、照明系统及供电系统的线路、吸尘系统的管线、移动轮组结构的接口等采取隐藏式设计,置于框架内部,预留检修操作窗口。对外与厂房电路、气路管线连接,对内根据操作部位进行统一规划布局,设置电、气设备接口,照明设备接口,从而实现生产现场精益化管理要求。
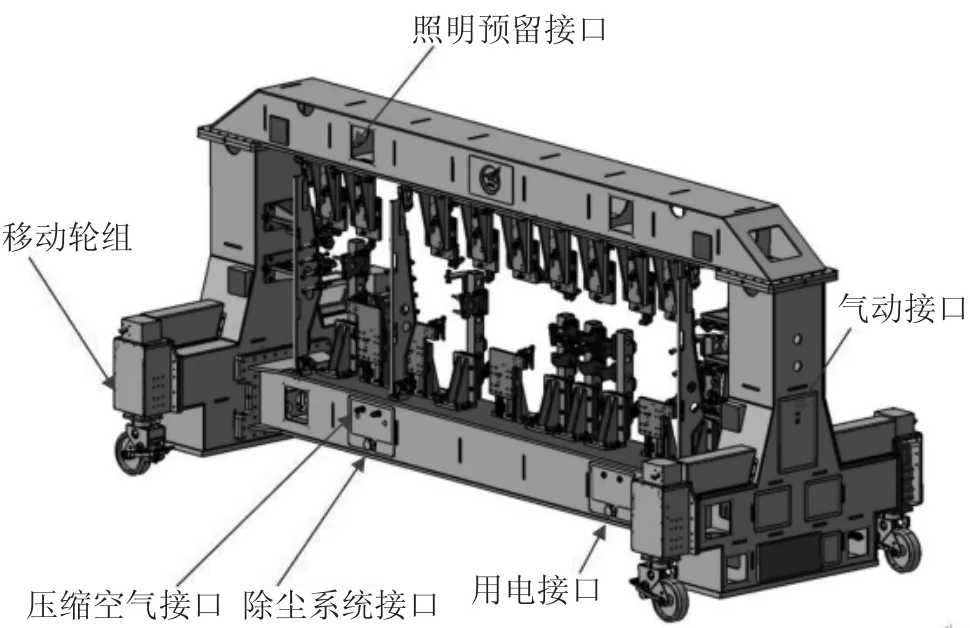
图1集成化结构设计典型示意
2 装配工艺装备结构模块化、标准化设计
装配工艺装备模块化设计则是按工装的功能需求将工装设计成可以组合、分解和更换的子功能单元。模块化是运用“模块”的思路,将复杂结构分解为更利于管理的模块的方式,对于一台复杂的装配工艺装备,将其中具有特定功能的结构部分作为一个特定的子功能,所有子功能按照规律组合起来,成为完整的装配工艺装备,完成装配工艺装备要求所有功能。在装配工艺装备中,各模块是可组合、分解和更换的单元,具有接口、功能、状态和逻辑的基本属性。以工艺装备框架为例,新型工艺装备框架采用板焊组合式结构,框架按照结构形式分成多个模块,每个模块都使用钢板焊接而成,然后整体精加工,整体外观效果好;并且可以根据需求设置电源、气源、照明设备接口和安装维护开口,实现工装风电集成;框架各模块通过精加工的连接面、键槽、孔,实现各模块的定位和夹紧,降低焊接变形影响。除此之外,框架按模块加工,分散工作量,能提高框架装配效率。
标准化设计是在一定范围内,根据实际或潜在的共同特点和规律,实现标准化对象具有统一的、简化的、通用的特性。工艺装备标准化有益于整体结构精简合理,通过精练化,合并多余的、可替换的环节,提升功能效率。结构设计时尽量选用标准件、成品件,增加工装零组件的通用性和互换性。
3 装配工艺装备立体集约化结构设计
飞机从零组件到部、总装的装配制造过程中,除了大型复杂的部、总装装配工艺装备外,还需要更多的如翼肋组件、机身框组件的小型装配夹具。这些小型装配夹具占据着面积巨大的厂房地面空间。小型装配夹具高度又普遍不高,因此,造成厂房高度方向空间巨大浪费。同时,使用每台小型装配夹具装配时风、电,照明系统一样都不能缺少,造成装配现场杂乱不堪,与精益制造、形迹化管理的要求相去甚远。
为解决以上问题,设计了新型立体集约系统。立体集约系统将小型装配夹具按照功能、类型、大小进行整合,提供了各种小型装配夹具接口,接入数量不等的小型装配夹具,形成立体集约架。同时,将风、电、气等设施统一设计,合理布局。为实现形迹化管理,利用集约架合理的空间设立工装中的可卸件、分体件的挂架、放置箱、钻模及其他工具等放置架等。最终立体集约平台将立体集约架及风、电、气设施与工作平台集成为一个完整系统。
4 装配工艺装备新型结构设计
4.1 定位器新型调节结构设计
传统工艺装备定位器与框架之间采用顶丝调节,定位器与工装主体间浇筑环氧水泥固定。调整安装时紧固件孔全部现场配制,定位器一旦固定后再次调装就非常困难。由于框架焊接后不进行精加工,每个定位器与框架之间的调节水泥层薄厚不均,整体外观效果粗糙。新型调节结构设计对定位器与框架之间连接表面以及紧固件孔进行精加工,定位器与框架的精加工表面间改用标准化的金属硬垫调整,这样现场只需进行微量调整即可,省去大量的现场制孔和锉修工作,大大提高了调装效率和质量。另外,在定位器上设计了专用调装结构,专用调装结构可以方便地对定位器进行平面内微调,调装过程定位器状态更加稳定,且便于重复调整。
4.2 形迹化结构设计
工艺装备形迹化结构设计是现代制造企业形迹化管理的重要组成部分。目的在于提高产品装配效率,保证产品装配质量和稳定性,力求避免装配过程中受到人为因素的影响而造成质量缺陷,降低劳动强度,影响操作安全。传统工艺装备定位销、紧固件多为松散件,现场摆放混乱,使用不便。在进行结构设计时按形迹化管理要求,尽量避免存在可卸定位件,定位件收放普遍使用滑轨、气弹簧、气动滑台、旋转阻尼器等成品。这些成品的使用实现了定位器工作状态由定位销定位,非工作状态由成品件保持位置。定位销、紧固件尽量与工艺装备框架或定位器固定连接,对于同一部位有重复定位要求的定位销、紧固件,工艺装备上设计专用固定结构。
4.3 负压式吸盘定位结构设计
飞机装配工艺装备的外形定位结构(如卡板)上通常会设置夹紧、压紧机构,这些机构多为硬式机械压紧,不但数量大、操作复杂时而还会造成飞机产品损伤。为此在设计夹紧、压紧机构时采用了负压式吸盘装置,产品通过工装定位孔定位,外形卡板保形,负压式吸盘将飞机零件吸附在卡板外形上,来实现飞机产品的定位、夹紧。这样解决了产品装配时操作通路不开敞问题,降低了操作难度,提高了装配效率。
5 结语
本文所论述的设计创新在多个型号飞机的工艺装备研制中得到全面实践应用。在飞机研制过程中工艺装备制造和使用的实际情况表明:通过集成化、集约化设计使得现场的工艺装装备与风、电、照明等辅助系统成为一个有机统一的系统,提高了厂房空间利用率,有效改善了现场制造环境;模块化、标准化设计及新结构设计显著提高了工艺装备制造、使用的质量和效率,工艺装备外观变得美观、有序。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
减速顶与调速技术(2021年1期)2021-08-14 01:59:38
装备制造技术(2021年1期)2021-05-21 07:54:52
科技创新导报(2021年33期)2021-04-17 08:38:01
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
制造技术与机床(2017年10期)2017-11-28 05:20:46
电气化铁道(2016年4期)2016-04-16 05:59:46
