
基于异型条烟的条烟计数输出装置的设计与应用
2020-11-30 08:38刘翱
中国新技术新产品 2020年17期
刘翱

摘 要:该文简要介绍了条烟分拣的技术背景和面对异型条烟分拣时现存的问题,通过理论计算,利用速度差和负压抽吸原理,设计了一种条烟计数输出装置。通过科学计算,确定了输送带上吸附孔的排布和孔径,在输送带运动和停止时,确保条烟相对输送带基本无相对滑动,实现计数输出的目的。经过实践验证,该设备可为异型条烟实现自动化分拣提供重要的技术支持。
关键词:异型条烟;速度差;负压抽吸;计数输出
中图分类号: TS43 文献标志码:A
0 引言
由于我国卷烟行业的特点,卷烟生产、销售实行国家专卖体制下的统一集中管理,各省、市卷烟公司负责卷烟的运输、储存,转运,分拣,配送等环节,其中卷烟的分拣简言之就是按照辖区内商户卷烟订单组成,在各地市卷烟配送中心的条烟自动分拣线上进行。基于卷烟管理上的客观需求,必须对每一订单内的条烟进行激光打码,即一物一码。输送线上的条烟经过激光打码机时,要求条烟之间必须有一定的间隔,订单与订单也必须有间隔。
目前在用的分拣线,为了适应激光打码机的需要,订单内条烟必须拉开距离约60 mm,订单与订单之间拉开距离约
1 000 mm,这样就导致分拣线上条烟的承载率很低,不能实现高速分拣,特别是针对异型条烟,订单容量又比较小,其中以许昌卷烟配送中心为例,单条的订单占比15%~20%。另外,在国内的条烟配送中心的标准烟分拣线中,用于实现输出预定数量条烟的装置,基本上都使用上下夹持式的条烟发射机,但上述设备只适用于在高度方向基本无差异的标准条烟,标准烟尺寸为(270-280)mm×(80-90)mm×(35-45)mm,其余尺寸的条烟均为异型条烟。面对在高度方向上跨度大的异型条烟,现有的上下夹持式结构已经不能满足要求。
为了解决上述问题,该文介绍了一種结构紧凑、运行稳定、工作效率高、计数准确,适用于异型条烟自动分拣线的条烟计数输出装置,可以满足按次输出预定数量条烟的目的,解决异型条烟分拣线上无法快速自动化分拣的问题。
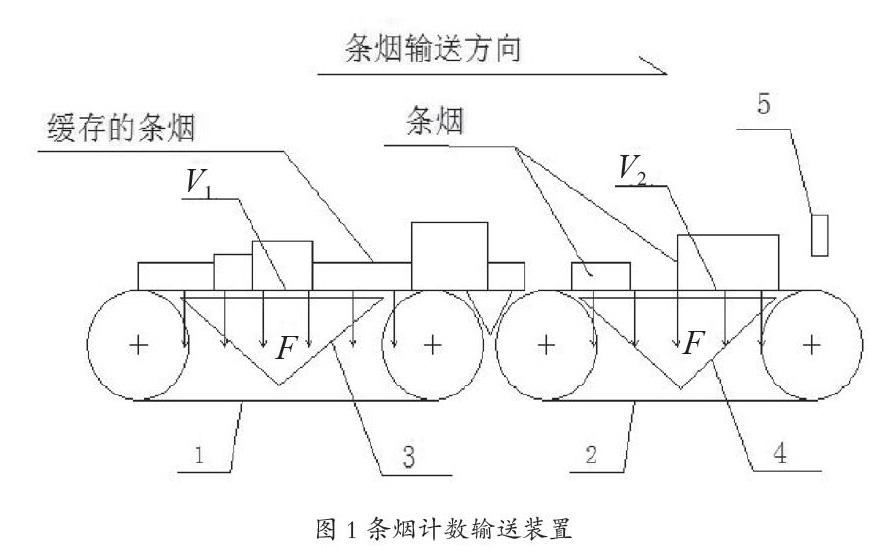
1 装置主要组成和工作原理
该条烟计数输送装置,包括低速输送带1、高速输送带2、负压抽吸装置3、4和计数装置5等部分组成,如图1所示。前后输送带存在速度差,低速输送带上和高速输送带上沿输送方向分别开设有多列气孔,在负压抽吸装置吸附作用,条烟相对皮带基本保持无滑移前提下,使条烟在高速输送带上拉开距离,计数器精确计数,以此达到单位时间内输出预定数量条烟的目的[1]。
2 装置关键设计
2.1 输送带的设计
输送带是该装置的重要组成部分,条烟计数输出装置设计的关键之处在于,如何实现输送带在运动或者停止时,将条烟与输送带之间滑移距离控制在5 mm左右,即条烟基本相对输送带无滑动。
为了使条烟相对皮带无滑动,须增大条烟与皮带之间的摩擦力,即增大条烟相对皮带的摩擦因数,或者增大条烟相对皮带正压力。
查阅资料得知,可以在同步齿形带胶面上加工一层红胶,红胶质地软,且有“发黏”的特性,这就大大增大了条烟薄膜相对同步齿形带的摩擦系数,增大皮带摩擦因数的问题得到了解决[2]。
由于异型条烟在高度方向上跨度较大(24 mm~56 mm),在输送带的带动下,条烟在一定速度运行时,对高度相差较大的条烟施加竖直向下的压力十分困难,几乎行不通。然而,不管异型条烟高度怎么变化,条烟的下底面在同步带表面上随之运动,即异型条烟的下底面均在同一平面上。因此,经过分析,决定采取从条烟下底面施加吸力的方法来达到对条烟增大正压力的目的。在皮带下面设计一负压腔,为吸附条烟提供抽吸力,并在负压腔上平面开设有对应于皮带上小孔的长孔,保证皮带在运动过程中,皮带上的孔时刻与负压腔连通[3],保证其时刻对条烟施加吸附力。
2.2 计算皮带上孔位大小和排布
2.2.1 计算异型条烟允许最大滑行距离
计算异型条烟允许最大滑行距离S滑=5 mm=0.005 m的加减速度a减。
已知:输送带设计运行速度v带=48 m/min。
条烟允许最大滑行距离S滑=5 mm=0.005 m。
条烟在5 mm滑动过程中为匀减速运动,因此,
a减=v带2/2S滑=0.82/2×0.005=64 m/s2。
2.2.2 计算条烟受到的吸附力F吸
已知异型条烟最轻重量为:m烟=300 g=0.3 kg。
设条烟在匀减速过程中受到的合外力为Fa
则 Fa=m烟a减
即Fa=m烟a烟=0.3×64=19.2 N
设滑行距离小于5 mm时,条烟所受到的摩擦力为Ff。
设条烟受到的吸附力为F吸,条烟受到的正压力为FN,条烟与同步带之间摩擦因数μ=0.9。
要使条烟滑行距离小于5 mm,则需要满足Ff≥Fa。
由摩擦力的计算公式可知:
Ff=μFN
FN=F吸+m烟g
即Ff=μFN=(F吸+m烟g)μ≥Fa。
即条烟受到的吸附力:
F吸≥Fa / μ-m烟g=19.2 / 0.9-0.3×10=18.3 N。
2.2.3 计算吸附面积
风机的额定真空度0.29 bar,根据工况,考虑到同步齿形带上的孔以及侧面存在一定的泄漏量,虽然风机流量很大370 L/min,可以在一定程度上弥补泄漏量,但是我们仍然需要考虑工作系数K=0.7。因此,工作时的真空度为P真=0.2 bar。
理论上吸附力大小可由以下计算公式算得:
F=P真×S吸附面积 (1)
式中:F—理论吸附力大小,单位:N(牛顿)。P—真空度,单位:Pa(帕)。S—吸附面积:单位取:m2(平方米)。
即F吸=P真×S吸附面积
则S吸附面积≥F吸/0.2×105=18.3/0.2×105=915×10-6m2=915mm2。
2.2.4 计算吸住一条烟需要的的孔數
同步齿形带背面黏结特制红胶,经验证在这样的组合带子上打孔,当孔径≤附层厚度3.5 mm时,打孔后孔径会产生塑吸,流量通过孔时衰竭20%以上,经试验验证孔5 mm时,流量衰竭约10%,所以孔越大越好,然而孔径大于8 mm时,破坏背面齿型,造成流量泄露较大和同步带寿命减短。
综合考虑,决定孔径φ6 mm。
得到开孔面积S孔
S孔=πd2/4=3.14×62/4=28.26mm2
则,孔数量N孔=S吸附面积/S孔=915/28.26=32.37个
孔数圆整后取N孔=32个。
2.2.5 计算带子上孔的排布尺寸
输入输送带和输出输送带均有两根同步齿形带并行排列组成,带宽为(70±0.2)mm,条烟80 mm(最窄),也就是要在条烟与同步齿型带接触面上均布32个孔。考虑到带宽,在每根同步齿形带上设计两列孔,即在80 mm长度上布置8个孔,孔距为10 mm。同时,为了减少打孔对同步齿形带强度的破坏,同一根同步齿形带上的孔位要在横向方向上错位排布。
2.3 应用效果
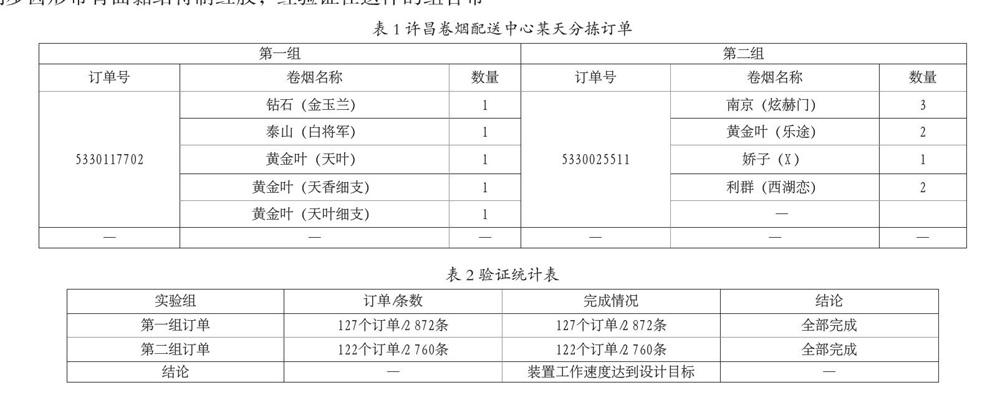
随机抽取许昌卷烟配送中心某天分拣订单,如表1所示,对条烟计数输出装置进行验证,每次验证20 min,分两组进行验证,对验证结果进行了记录,见表2。
结论:经验证,条烟计数输出装置品规适用率达到95%以上,分拣效率可达到7 560条/h,7 500条/h的设计目标实现。
3 结语
经验证,条烟计数输出装置品规适用率达到95%以上,分拣效率可达到7 500条/h,使用条烟计数输出装置之后,异型条烟分拣效率大大提高,工人的劳动强度大大降低,降低了人工成本,取得了较好的经济效益。
参考文献
[1]濮良贵,纪名刚.机械设计 (8版)[M]. 北京:高等教育出版社,2006.
[2]郑文纬,吴克坚.机械原理[M] .北京:高等教育出版社,1997.
[3]吴宗泽.机械设计手册[M] .北京:机械工业出版社,2008.
