
铝合金带隔板机箱真空钎焊装夹方式研究
2020-11-29 14:05张红娟
机电信息 2020年33期
张红娟 罗 锡 乔 平 王 朝
(西安航空计算技术研究所,陕西西安710068)
0 引言
铝合金密度小,导电、导热性能好,在电子设备结构中得到广泛应用,带隔板机箱是设备中常见机箱种类之一。铝合金机箱真空钎焊焊前清洗打磨、工装夹具装夹方式、真空钎焊工艺参数、真空钎焊设备等因素对焊接质量有不同程度的影响[1]。其中,装夹方式对焊接质量影响尤为突出,为提升焊接质量,对机箱装夹方式进行研究改进十分必要。本文通过对比试验研究了装夹方式对带隔板机箱真空钎焊焊接质量的影响,得出带隔板机箱最佳装夹方式。
1 试件选择及研究方法
本文选择原材料为6061-T651的带隔板机箱,机箱形状如图1所示。

图1 带隔板机箱示意图
机箱真空钎焊装夹前采用相同的加工工艺,并对零件和焊料按照真空钎焊工艺[2]要求清洗、打磨后进行装配,然后根据现有夹具随机采用两种装夹方式对机箱进行装夹,最后按真空钎焊工艺对机箱进行焊接,焊接完成后对机箱进行校正,校正完用0.02 mm塞尺对主焊接面焊缝进行100%检测,机箱主焊接面有0.02 mm塞尺能塞进去的焊缝即为不合格;同时,校正后应保证机箱变形量不大于0.5 mm[3]。通过对焊缝和机箱变形特征进行分析,改进机箱装夹方式,采用改进后的装夹方式,按照真空钎焊工艺对机箱进行焊接,验证改进后的装夹方式对提升焊接质量的效果。
2 装夹方式研究
2.1 常规装夹方式焊接机箱
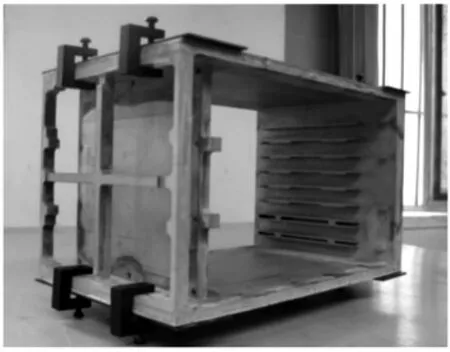
图2 带隔板机箱装夹方式1
机箱零件机械加工完成后,按照真空钎焊工艺要求对需要钎焊的零件进行清洗,清洗后24 h内完成零件组装及工装夹具装夹并进钎焊炉[4]。根据现有经验和夹具,对带隔板机箱随机采用两种装夹方式,装夹方式如图2和图3所示。

图3 带隔板机箱装夹方式2
真空钎焊焊接完成后,对机箱进行校正,校正完成后对机箱主焊接面焊缝和变形量进行检测,主焊接面有0.02 mm塞尺能塞进去的焊缝或校正后机箱各面变形量大于0.5 mm即为不合格。
2.2 常规装夹方式焊接质量分析
经过观察分析带隔板机箱采用常规装夹方式进行真空钎焊后焊接质量发现:采用装夹方式2进行焊接的机箱,焊接缺陷约为采用装夹方式1进行焊接的2倍。经过对焊缝和变形量进行分析,认为产生缺陷的原因是:装夹方式1缺少对零件中间部位的控制,高温下零件发生变形,冷却时变形无法完全恢复,变形导致焊接缺陷;装夹方式2缺少对侧板的控制,高温下侧板变形,冷却时侧板边缘上翘,导致焊缝产生[5]。
2.3 改进装夹方式焊接机箱
根据采用常规装夹方式进行真空钎焊后机箱焊接质量和变形量分析结果,对装夹方式进行改进,新的装夹方式既要对零件悬空部位进行控制,又要对侧板进行约束,防止机箱在真空钎焊高温下变形,冷却时变形无法恢复或边缘翘曲。
根据理论分析和前期经验,改进后的装夹方式(装夹方式3)如图4所示,新的装夹方式综合了装夹方式1和装夹方式2的优点,机箱悬空部位采用夹子限制变形,四角上采用拉条限制侧板边缘上翘。

图4 带隔板机箱装夹方式3
2.4 装夹方式改进效果验证
为了验证改进装夹方式对焊接质量的影响,整个改进过程中对带隔板机箱装夹方式及焊接质量数据进行搜集,改进前搜集了100个数据,改进后搜集了80个数据,将搜集到的数据形成焊接质量时间序列图,如图5所示。
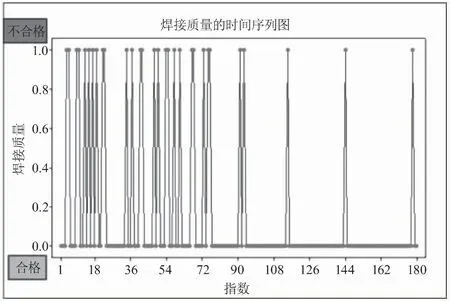
图5 焊接质量时间序列图
从时间序列图可以直观地看出:改进装夹方式后,机箱焊接质量有明显改善。对改进前后焊接流程能力进行计算,改进前长期能力Zlt=0.5,短期能力Zst=1.4,长期能力和短期能力的差距Zshift=0.9,说明该流程有较大改进空间。改进后长期能力Zlt=1.8,短期能力Zst=1.9,从流程能力可以看出,焊接质量有明显提升且质量稳定。
3 结语
装夹方式对铝合金机箱真空钎焊焊接质量有较大影响,选择合适的装夹方式能明显提升真空钎焊焊接质量。通过改进装夹方式,带隔板机箱真空钎焊焊接长期能力Zlt达到1.8,短期能力Zst达到1.9,焊接质量得到明显提升且质量稳定。
猜你喜欢
兰州理工大学学报(2022年1期)2022-03-05
轮胎工业(2021年2期)2021-12-24
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年12期)2018-12-23
航天器环境工程(2018年5期)2018-10-23
橡塑技术与装备(2018年16期)2018-08-27
科学与技术(2018年25期)2018-06-17
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
