打叶框栏与打辊转速对打叶质量的影响
2020-11-25 12:12:02闫铁军周崇健齐菲莉张玉海付贺云陈剑晖
烟草科技 2020年11期
闫铁军,周崇健,王 跃,张 文,齐菲莉,张玉海,付贺云,龙 飞,付 龙,陈剑晖
1. 湖北中烟工业有限责任公司,武汉市东西湖区金山大道1355 号 430000
2. 湖北烟草金叶复烤有限责任公司,湖北省恩施市金桂大道149 号 445000
3. 中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2 号 450001
4. 北京长征高科技公司,北京市丰台区科兴路7 号210 室 100076
随着卷烟工业的不断发展,为了改善卷烟特别是细支卷烟的烟丝结构[1-2],制丝环节对片烟原料提出了新的需求。新版《卷烟工艺规范》[3]中提出打后大片率<45%,大中片率≥80%,叶中含梗率<1.5%的要求,传统的打叶模式按照YC/T146—2010 标准[4]运行多年,难以完成这一目标。孔祥等[5]研究了不同形状打叶框栏对片烟结构的影响,但对框栏形状、框栏尺寸、打辊转速如何科学配置、如何完成《卷烟工艺规范》提出的要求并无更进一步研究。王发勇等[6]研究了不同开口尺寸菱形框栏、复合开口框栏对片烟结构的影响,但降大片、提中片的效果并不能满足新版《卷烟工艺规范》的要求。蔡联合等[7]研究认为,缩小一打框栏尺寸后,大片率有所降低,但整体降低幅度不大。因此,对这一方面开展试验,并通过科学的方法来指导打叶工艺参数配置,以期达到《卷烟工艺规范》“降大片、提中片、降叶中含梗率”的目标。
1 材料与方法
1.1 材料与设备
湖北地区烤烟中部上等烟叶配打模块(湖北中烟工业有限责任公司)。
9 000 kg/h 四打十一分打叶复烤生产线及3 000 kg/h 二打三分打叶试验线(湖北烟草金叶复烤有限责任公司襄阳复烤厂);CA24 型质量控制振动筛、CA14 型叶中含梗测定仪(北京长征高科技公司);RX29 型多层振动筛分器(美国ROTAP公司);LA34001S 型电子天平(感量 0.1 g)、CPA223S 型 电 子 天 平( 感 量 0.001 g)( 德 国SARTORIUS 公司)。
菱形、六边形、圆形、蝶形等4 种典型框栏(湖北烟草金叶复烤有限责任公司襄阳复烤厂自制),在统一尺寸下进行统一化设计,见图1。
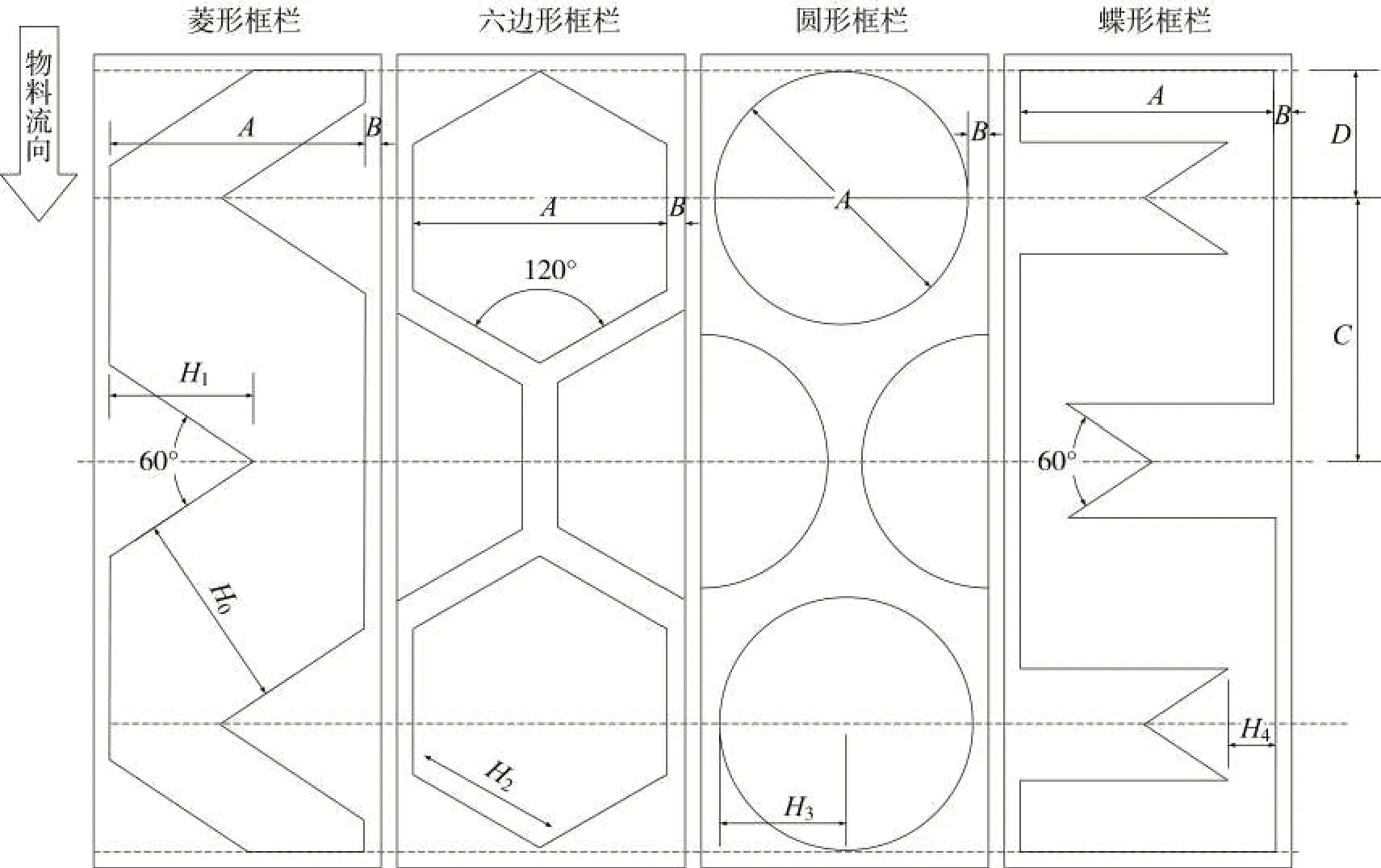
图1 4 种典型框栏统一化设计图Fig.1 Normalization design of four typical frame basket openings
约定描述框栏尺寸大小的特征值为A(以下简称框栏尺寸),大、小两种规格的框栏参数配置见表1。
1.2 方法
在二打三分打叶试验线,按照L8(4×24)进行混合正交试验设计[8],考察框栏形状、框栏尺寸、打辊转速对打叶效率、打后片烟结构、叶中含梗率等指标的影响。为保证试验条件,预处理段设定流量3 000 kg/h,润叶出口温度设定为(55 ± 5)℃,出口含水率为(18 ± 1)%,二级打叶采用固定Φ50 mm框栏,参数不变。试验方案见表2。
2 结果与分析
2.1 检测结果
按文献[4,9-10]中的方法进行打后片烟结构和叶中含梗率的取样和检测,按文献[11]进行打叶效率的检测,采集正交试验3 次数据的平均值,结果见表3。
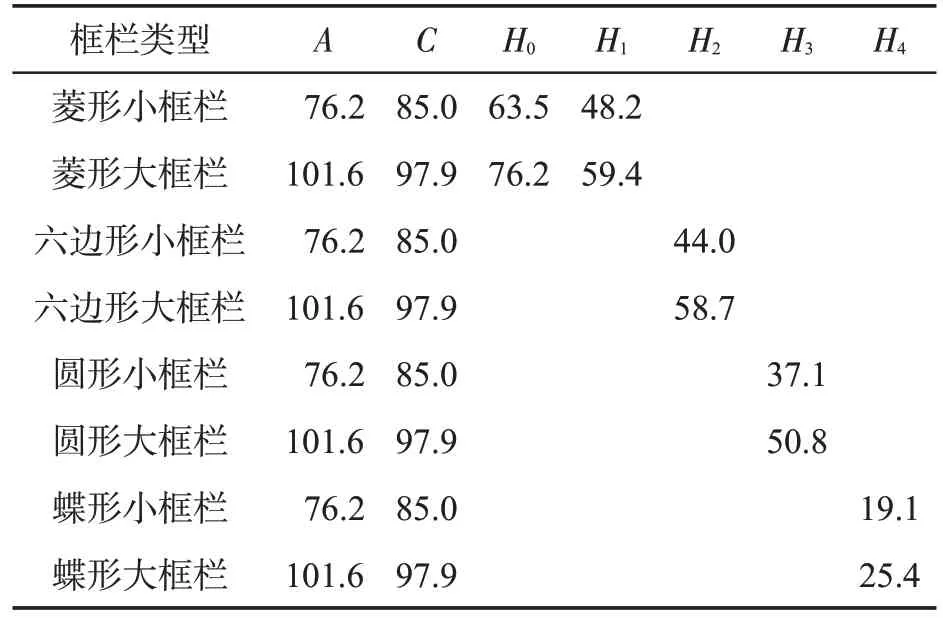
表1 4 种典型框栏尺寸设计表Tab.1 Sizes of four typical frame baskets (mm)
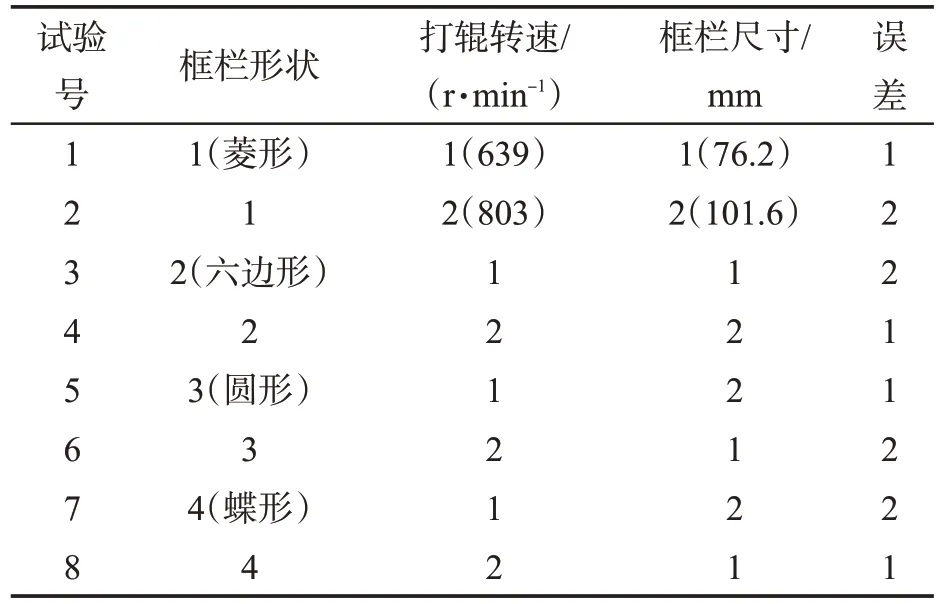
表2 L8(4×24)混合正交试验方案Tab.2 L8(4×24)Mixed orthogonal test scheme
2.2 方差分析
通过方差分析结果(表4)可以看出:框栏形状因子对打叶效率在0.05 水平上达到显著影响,框栏尺寸因子对打叶效率的影响P=0.103<0.2,仍然具有实际意义[12],主效应图(图2a)显示采用A=76.2 mm 蝶形框栏,将会达到最高打叶效率。框栏形状因子对大片率具有一定影响,P=0.194<0.2(表4),主效应图(图2b)显示采用六边形框栏,将会达到大片率最低的效果。框栏形状因子对中片率具有一定影响,P=0.114<0.2(表4),主效应图(图2c)显示采用六边形框栏,将会达到中片率最高的效果。框栏形状因子对叶中含梗率具有一定影响,P=0.153<0.2(表4),主效应图(图2h)显示采用六边形框栏,将会达到叶中含梗率最低的效果。
孔祥等[5]认为,采用六边形框栏后,大片率与叶中含梗率实现有效下降,中片率得到有效提升,与本研究结论一致。陈家东等[13]认为框栏尺寸越大,通过的叶片尺寸就越大,烟叶被打碎的概率就越小,打叶效率降低,与本研究中框栏尺寸减小,打叶效率提升的结论一致。
2.3 回归分析
因菱形框栏x0的取舍与另外3 种框栏存在共线性关系,故不单设为自变量,分别以x1、x2、x3代表六边形框栏、圆形框栏、蝶形框栏的取舍(取值0 代表未选择,1 代表选择),x4、x5分别代表打辊转速和框栏大小(取值数代表正交试验对应的水平),βi为xi的系数。定义片烟结构的各项指标预测值为y,应用以上数据进行回归,得到以下回归方程。

对于片烟结构的各项指标,回归系数表见表5,从表中计算出的决定系数R2可以看出,大片率、大中片率、大中小片率、碎片率、叶中含梗率回归方程的 R2分别达到 0.886、0.863、0.807、0.826 和0.897,回归效果较好。
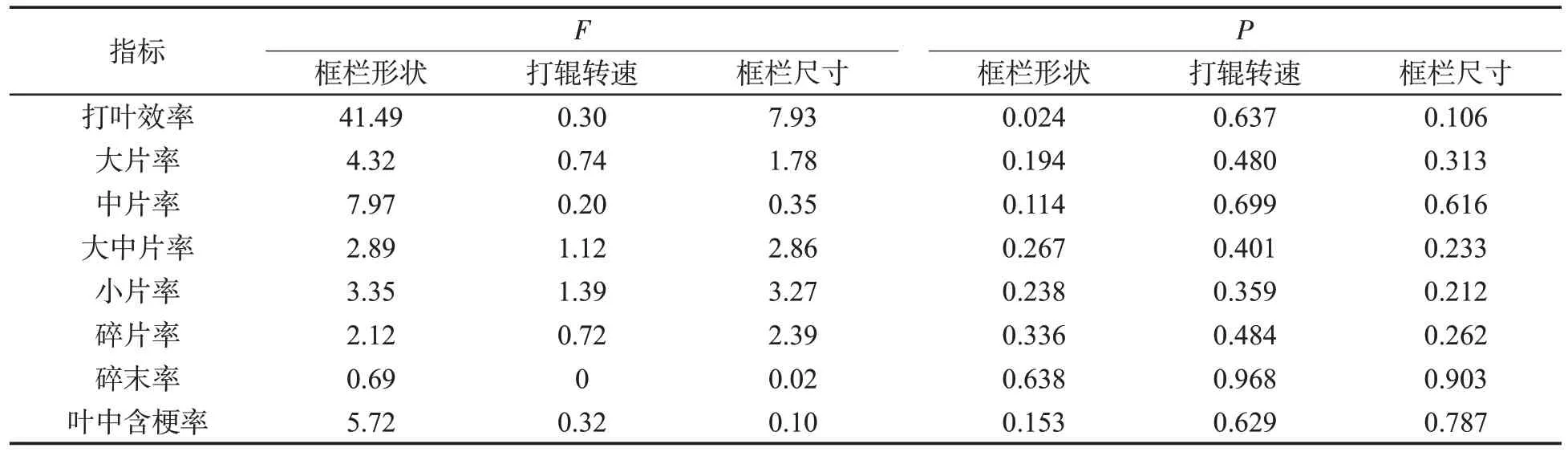
表4 正交试验方差分析结果Tab.4 Variance analysis results of orthogonal test
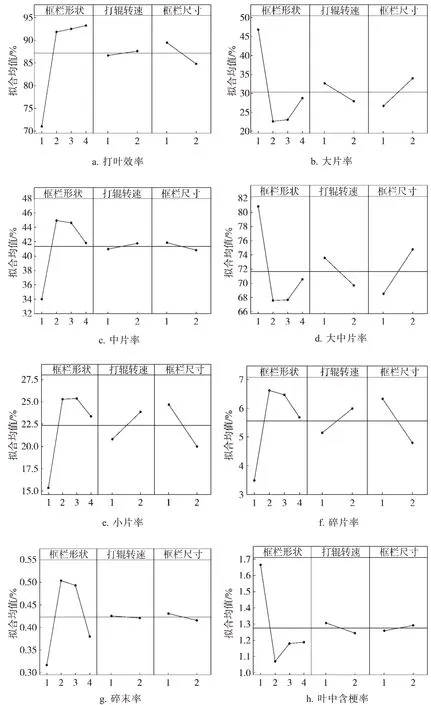
图2 正交试验主效应图Fig.2 Main effect diagram of orthogonal test
2.4 二次规划求解与验证试验
正交试验法只能在进行试验的水平中选取最优水平组合,属于离散型优选方法。为了得到打叶质量多个目标的一组优化参数,单纯依靠正交试验或多元回归分析,不易得到组合的最佳优化参数。为此,采用多元非线性回归结合多目标非线性规划法求解规划约束最优化问题(序列二次规划SQP 算法),根据试验结果求出目标性能与影响因素之间的近似函数关系,进而优化得到最优的因素值,属于连续型最优化方法,其结果优于正交试验法[14]。

表5 片烟结构预测模型的回归系数Tab.5 Regression coefficient of prediction model for strip structure
根据表 5,分别以 y1、y2、y3、y4、y5、y6代表大片率、大中片率、大中小片率、碎片率、碎末率、叶中含梗率的预测值代表质量期望值,yjU代表期望值上限代表期望值下限,采用二次规划SQP 法求解,构建如下优化模型:

wj为大片率、大中片率、大中小片率、碎片率、碎末率、叶中含梗率达到期望值的权重系数,重要目标权重可取较大值,次要目标权重可取较小值,可忽略的目标权重取0,这里wj取值为1,模型(2)简化为:

以新版《卷烟工艺规范》打叶质量要求为验证目标,打叶后大片率要求<45%,大中片率要求≥80%,叶中含梗率要求设置见表6。

表6 二次规划模型期望值的参数设置Tab.6 Expectation parameter setting for quadratic programming model
式(3)解得优化结果:x0= 0.654,x1= 0.346,0.935,由x4=1,取转速639 r/min,x5=1.773,根据表2折算A 值95.7 mm。在襄阳复烤厂利用中部上等烟叶进行主线验证试验,预处理段设定流量为9 000 kg/h,二次润叶出口温度设定为(55 ±5)℃,出口含水率为(18±1)%。因复烤厂一级四联打辊为8 片框栏,每两片框栏组合一个打辊,故取整、取偶数后,一级打叶配置为6 片2.75 英寸菱形框栏(A 实际取值93.1 mm 折算H0=69.9 mm)、2片3.5 英寸六边形框栏(A 实际取值88.9 mm),验证试验结果见表7。由表7 可以看出,采用SQP 优化结果与试验结果吻合较好,而且优化后烤后的大片率、大中片率、碎末率、叶中含梗率等指标均能满足《卷烟工艺规范》的需求,如果试验次数增加,结果的可靠性会越来越高,也将会得到更好的结果。
2.5 应用验证
为了解研究结论对其他等级烟叶的应用效果,对湖北地区中部中等烟、上部上等烟、上部中等烟配打模块进行批次验证,一级打叶配置为6片 2.75 英寸(H0=69.9 mm)菱形框栏、2 片 3.5 英寸(A=88.9 mm)六边形框栏,批次验证统计数据如表8 所示。根据批次均值统计结果,打叶质量指标基本能满足《卷烟工艺规范》的需求。

表7 二次规划求解验证试验结果Tab.7 Validation test results from sequential quadratic programming
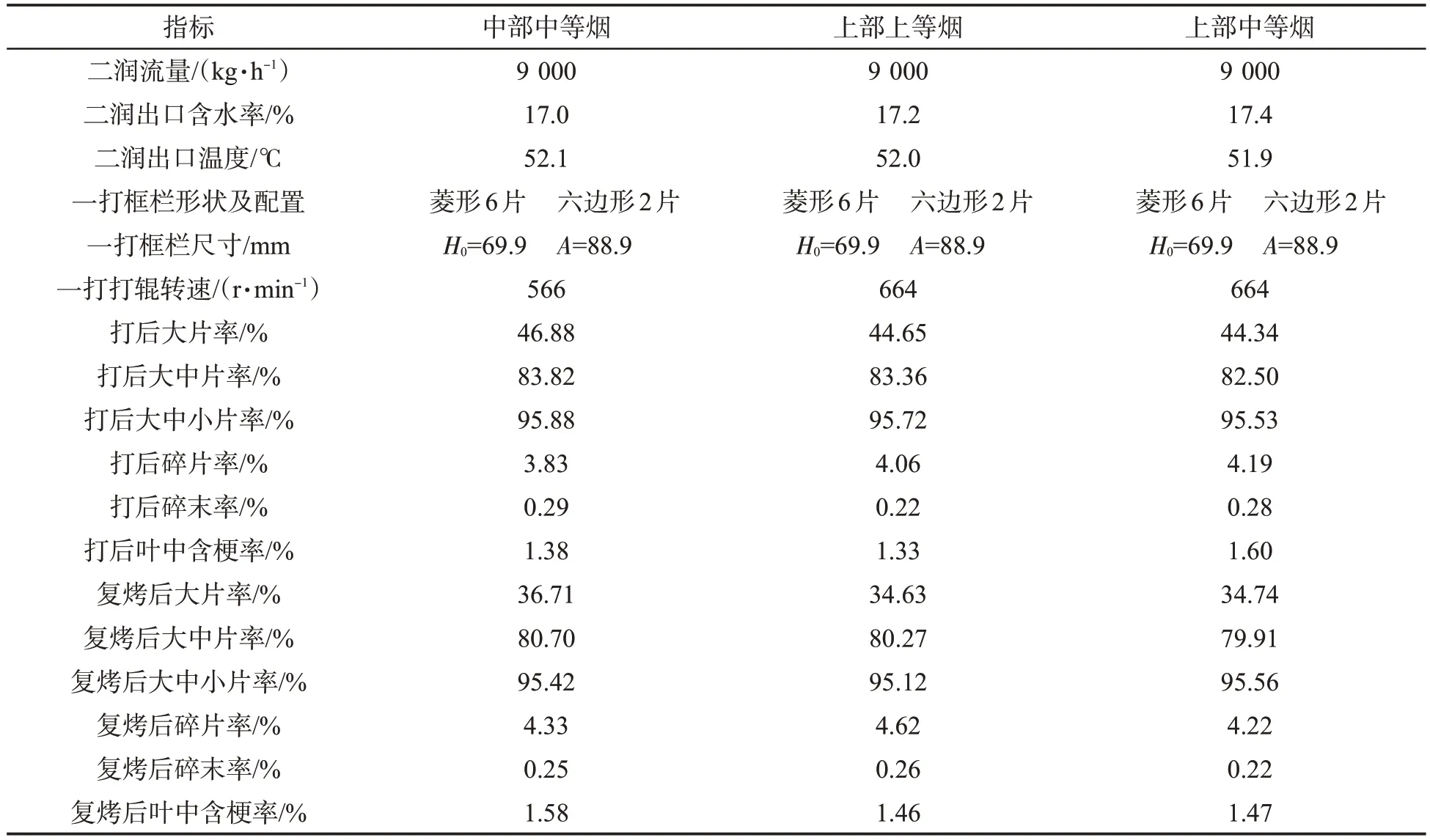
表8 湖北地区不同等级烟叶加工批次均值统计结果Tab.8 Mean values of processing parameters of different grade tobacco leaves from Hubei
3 结论
(1)对4 种典型框栏而言,框栏形状对打叶效率、大片率、大中片率以及叶中含梗率均有一定影响,采用六边形框栏,将会有效降低大片率、提升中片率、降低叶中含梗率。
(2)通过混合正交试验,建立片烟结构预测的回归模型,利用序列二次规划进行求解,结果显示,9 000 kg/h 打叶复烤生产线中,一打打辊采用2.75 英寸(H0=69.9 mm)菱形栏为主(如配置3 套或6 片),辅以3.5 英寸(A=88.9 mm)六边形框栏(如配置1 套或2 片),打辊转速控制在560~660 r/min,可以满足《卷烟工艺规范》对片烟结构的要求。
通过调整框栏和打辊转速来满足打叶质量需求,只是调控手段的一部分,在实际应用过程中,还需要根据工艺流程、设备性能、原料物理特性[15]等,选择合适的流量、二润温度、含水率[16]等加工技术参数,来更好地满足质量需求。
猜你喜欢
小哥白尼(趣味科学)(2021年6期)2021-11-02 05:23:50
童话世界(2018年32期)2018-12-03 05:14:56
学生导报·高中版(2017年23期)2017-09-10 07:22:44
学生导报·初中版(2017年23期)2017-09-10 07:22:44
中成药(2016年4期)2016-05-17 06:07:52
现代食品(2016年14期)2016-04-28 08:10:38
食品工程(2015年3期)2015-12-07 10:20:51
西藏科技(2015年10期)2015-09-26 12:10:27
中国质量与标准导报(2014年10期)2014-02-28 22:26:19
中国烟草学报(2012年4期)2012-04-09 07:11:52