
响应面分析法优化棉粕膨化工艺参数
2020-11-24 04:15倪海球李军国杨玉娟于纪宾马世峰张嘉琦
饲料工业 2020年21期
倪海球 李军国 杨玉娟 于纪宾 王 昊 马世峰 张嘉琦
(1.中国农业科学院饲料研究所,北京100081;2.安佑集团研究院,江苏苏州215437;3.农业部饲料生物技术重点实验室,北京100081)
随着畜牧业的快速发展,蛋白质饲料的需求量越来越大,蛋白质饲料资源也将会严重缺口[1]。所以开发利用新的蛋白质饲料资源并提高其利用率是解决畜牧业现状的途径之一[2-4]。棉粕的粗蛋白含量可达40%以上,仅次于豆粕,是优良的植物蛋白源之一。棉粕作为一种优质的蛋白质饲料原料用于畜禽生产中,在一定程度上可以缓解蛋白质饲料原料紧缺。但由于游离棉酚的存在,使其利用率降低,影响动物的生长[3-7],严重制约了棉粕在畜禽生产中的应用[8-10]。挤压膨化处理不仅能有效降低杂粕中抗营养因子含量,如游离棉酚、单宁等[11-14],改善杂粕的品质,达到脱毒效果[15],还有生产周期短、容易储存、随产随用等优点。棉粕因含有壳和绒毛,使其在挤压膨化过程中阻力增加,不易出料。同时,棉粕中淀粉含量较低,因此,棉粕挤压膨化加工较为困难。所以研究通过改变膨化加工工艺参数来达到降低棉粕中的游离棉酚,使之变成优质蛋白饲料的目的,从而提高棉粕在畜牧业的利用率,对降低养殖业的生产成本,促进养殖业的发展具有重要意义。
响应面法(Response Surface Methodology,RSM)结合了统计学方法和数学方法,运用多元二次方程来拟合试验因素与响应值之间的函数关系,通过对回归方程的分析来寻求最优工艺参数,它是解决多变量问题的一种统计方法。与以往的正交设计与均匀设计相比,响应面法具有精度高,预测性好的优点[16]。依据响应面法建立的双螺杆挤压机的统计模型可用于挤压过程的控制和挤压结果的预测。所以试验采用响应面分析法,采用MY56双螺杆挤压膨化机为加工设备,选取游离棉酚(FG)、蛋白体外消化率(IVPD)、蛋白溶解度(PS)、水溶性指数(WSI)和吸水性指数(WAI)为评价指标,调质后棉粕水分含量、主机螺杆转速、模头温度作为试验因素,通过中心组合设计响应面分析法对棉粕的膨化工艺进行了研究和优化,最终确定棉粕挤压膨化的最佳工艺参数。
1 材料与方法
1.1 材料
棉粕:购置市售的棉粕,其加工方式为浸提法,其营养成分及理化指标如表1所示。

表1 棉粕营养成分及理化指标
1.2 主要仪器与设备
MY56 双螺杆挤压膨化机(江苏牧羊集团有限公司)、pHS-2C pH计(今迈仪器仪表有限公司)、FOS⁃STEC 2010 半自动纤维仪(FOSS)、HH.S-8 电热恒温水浴锅(跃进医疗器械厂)、CR22G 高速离心机(日本日立公司)、FA1004 分析天平(恒平科学仪器公司)、TU-1900分光光度计(北京普析通用仪器)。
1.3 试验设计
试验选取物料水分(A)、主机螺杆转速(B)和模头温度(℃)(四区套筒温度)3个因素为自变量进行中心组合设计,每个自变量设有5个水平,响应值为FG、IVPD、PS、WSI 和WAI 含量,作三因素五水平的响应面分析试验,共有20 个试验点。其他工艺参数保持一致[选用开孔面积为300 mm2/(t·h),喂料速度固定为7.0 Hz,调质温度为95~100 ℃,蒸汽压力0.4 MPa,棉粕统一粉碎过2.0 mm筛]。试验过程中调质后物料水分的控制主要通过前期大量试验的摸索,往调质器中加入不同含量的水,用快速水分测定仪进行测定,摸索出调质后物料不同含水率的水分添加量。本试验共进行20 个批次的棉粕挤压膨化处理,每个批次使用约50 kg 的棉粕原材料,在膨化机设定的参数稳定后2~3 min 采1 次样品,每个试验点采3 次,每次约2.0 kg,放于地面晾干。试验因素水平编码见表2。A、B 和C 是输入因子,即自变量,Yi(膨化棉粕各理化特性)为响应,即因变量,采用响应面分析法来评估各挤压参数相互作用对膨化棉粕理化特性的影响。
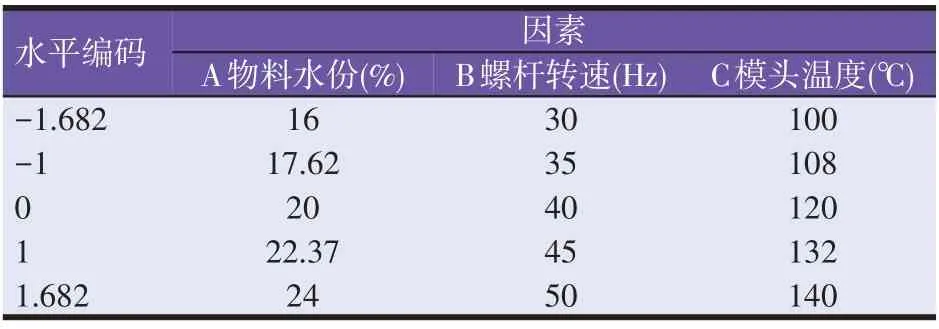
表2 因素水平编码
1.4 物料理化特性测定方法
①水分:GB 50093—2010《食品中水分的测定》;②粗蛋白质:参照GB/T 6432—1994,用凯氏定氮仪测定;③蛋白体外消化率:采用胃蛋白酶-胰蛋白酶复合处理法测定;④氨基酸:采用L-8900高速氨基酸自动分析仪测定;⑤游离棉酚:参照GB/13086—91进行测定;⑥蛋白溶解度:参照国家标准GB/T19541-2004测定;⑦吸水性指数和水溶性指数的测定:水溶性指数(water solu⁃ble index,WSI)反映挤压产品组分对水的溶解能力,是衡量挤压对不溶性大分子的作用效果的重要指标。水溶性指数大的物料在双螺杆挤压过程中淀粉、蛋白质、纤维素等大分子降解转化成可溶性多糖和多肽的越多,这有利于制品的水提取效率和在人体内的吸收;吸水性指数(water absorption index,WAI)反映产品中淀粉、纤维素和蛋白质对水的吸附能力,是产品吸水能力的重要指标。吸水能力强的产品人体食用后易更产生饱腹感,故将吸水性指数作为螺杆挤压产品的指标。
参照Anderson R A(1982)[17]对膨化棉粕WAI 和WSI 进行测定。将膨化棉粕粉碎,统一过60 目筛,准确称取1. 00 g(W0)样品,放入已知质量的50 ml 离心管(W1)中,并加入20 ml蒸馏水,在30 ℃恒温震荡水浴锅中150 r/min 振摇30 min,然后在3 000 r/min 离心15 min。将上清液倒入50 ml 烧杯(恒重值W2)中,105 ℃烘至恒重(W3),再称含有沉淀物的离心管重(W4),分别按式(1)计算样品的WAI和WSI。
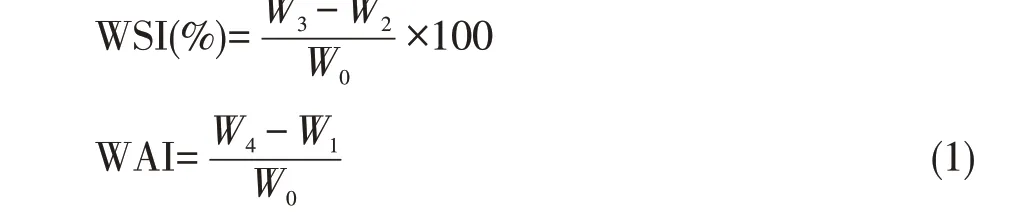
式中:WSI——水溶性指数(%);
WAI——吸水性指数;
W0——取样的质量(g);
W1——离心管恒重(g);
W2——烧杯恒重(g);
W3——烧杯+干物质重(g);
W4——离心管+沉淀物质重(g)。
1.5 数据处理
根据中心组合设计原理设计试验。用多项式回归分析,对试验数据进行拟合。用最小二乘法估计模型参数,得到一个二次多项方程式,如式(2)。

式中:xi和xixj表示一次项和相互交叉对响应值Yi(FG、IVPD、PS、WSI和WAI)的影响,b0,bi,bij分别表示回归系数。采用Design-Expert 8.0 统计软件对试验数据进行回归分析,其中用F检验评价数学模型方程的显著性,回归系数的显著性用t检验,方程的拟合效果由决定系数R2确定。
2 结果与讨论
2.1 响应面设计试验结果
将测得的FG、IVPD、PS、WSI 和WAI 的值输入到Design Expert 8.0.6 软件中进行分析,结果如表3 所示,其中Point type 所表示的是进行各组实验在整个实验组中所起的作用。
2.2 膨化参数对游离棉酚的影响及其响应面回归分析
采用Design Expert 8.0.6 数据分析软件对本试验数据进行分析,该软件不仅可对数据进行线性模型的拟合,还可以对数据进行两因素相互作用(2FI)、二次多项式或更高次项的模型拟合,分别以模型的拟合度(R)和置信区间(P)作为模型判定标准。
根据Design Expert 8.0.6软件分析所得结果如表4所示,对响应值FG 的拟合二次多项式模型拟合度最高,故对FG数据进行二次多项式模型拟合,得到模拟方程YFG=119.11+6.6A+6.68B-5.85C-8.59AB+0.65AC-1.2BC-0.17A2-11.68B2-8.46C2(R2=0.938 3,P<0.000 1),该方程表达了游离棉酚含量与所选3 个因素之间的变化关系。由表4和表5可知,模型的一次项A、B、C,交互项AB,二次项B2、C2极显著(P<0.01),表明膨化加工参数中物料水分、螺杆转速和模头温度对FG 含量有极显著影响,同时也说明3 个自变量与FG 之间具有一定的交互作用。总模型方程R2=0.938 3 极显著(P<0.000 1);失拟性检验P=0.606>0.1,说明失拟不显著,表示该回归模型的实测值与预测值之间的拟合效果好,回归方程具有较高的代表性且能准确地预测膨化过程中FG 的变化情况。R2adj是模型的校正决定系数,即相关指数R 的平方(R 是曲线回归方程一个重要参数,R越大表示所求的曲线回归方程越有效),本试验中YFG方程的R2adj=0.876 5,说明此模型能解释棉粕膨化过程中87.65%的游离棉酚含量的变化,即此模型响应值(FG)的变化87.65%来自所选因变量,这说明实验有较好的精确度和可靠性。因此该模型YFG拟合程度良好,实验误差较小,可以用此模型进行膨化过程中FG含量的分析和预测。
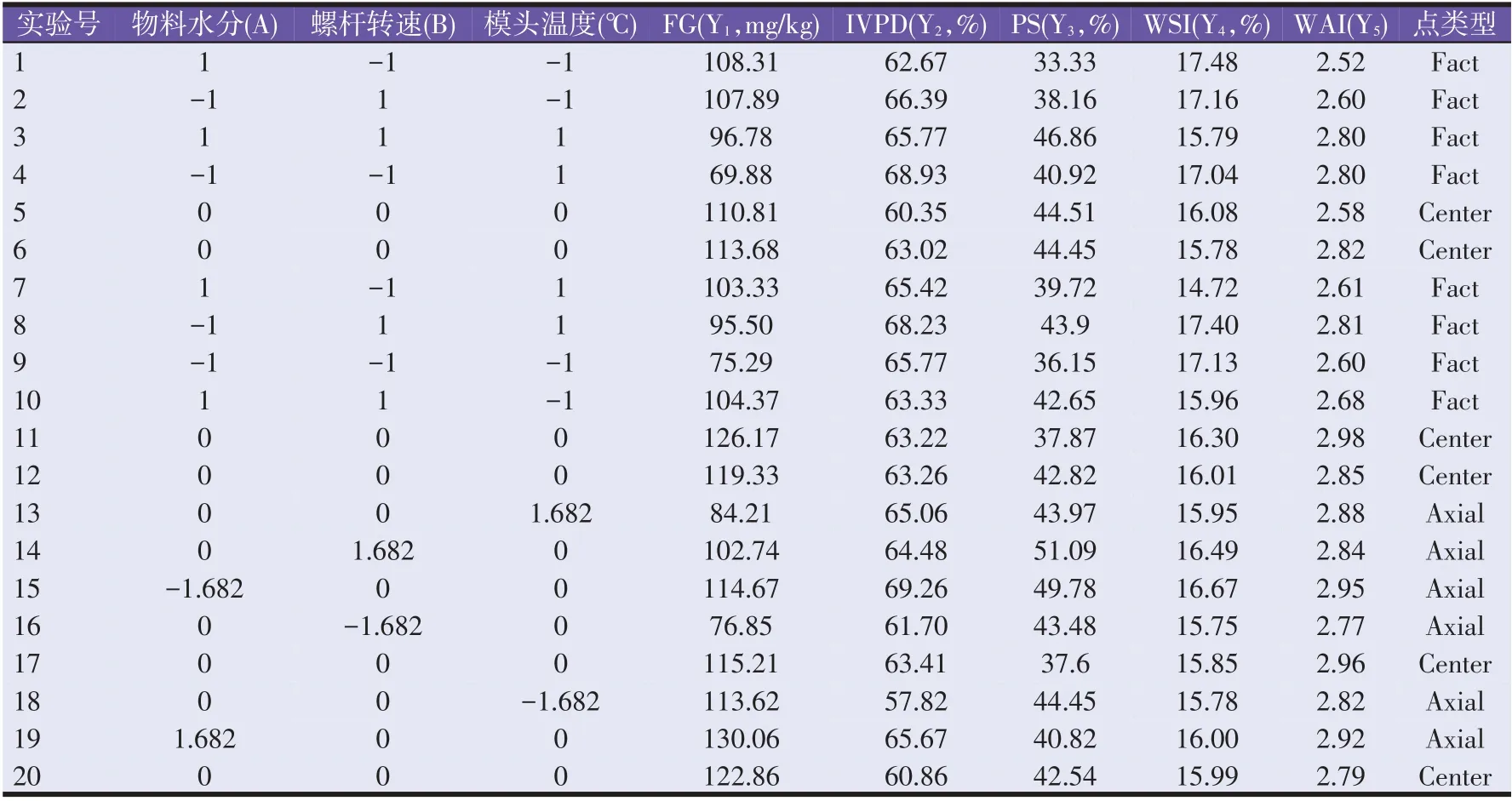
表3 响应面分析实验设计及结果

表4 游离棉酚响应面分析结果
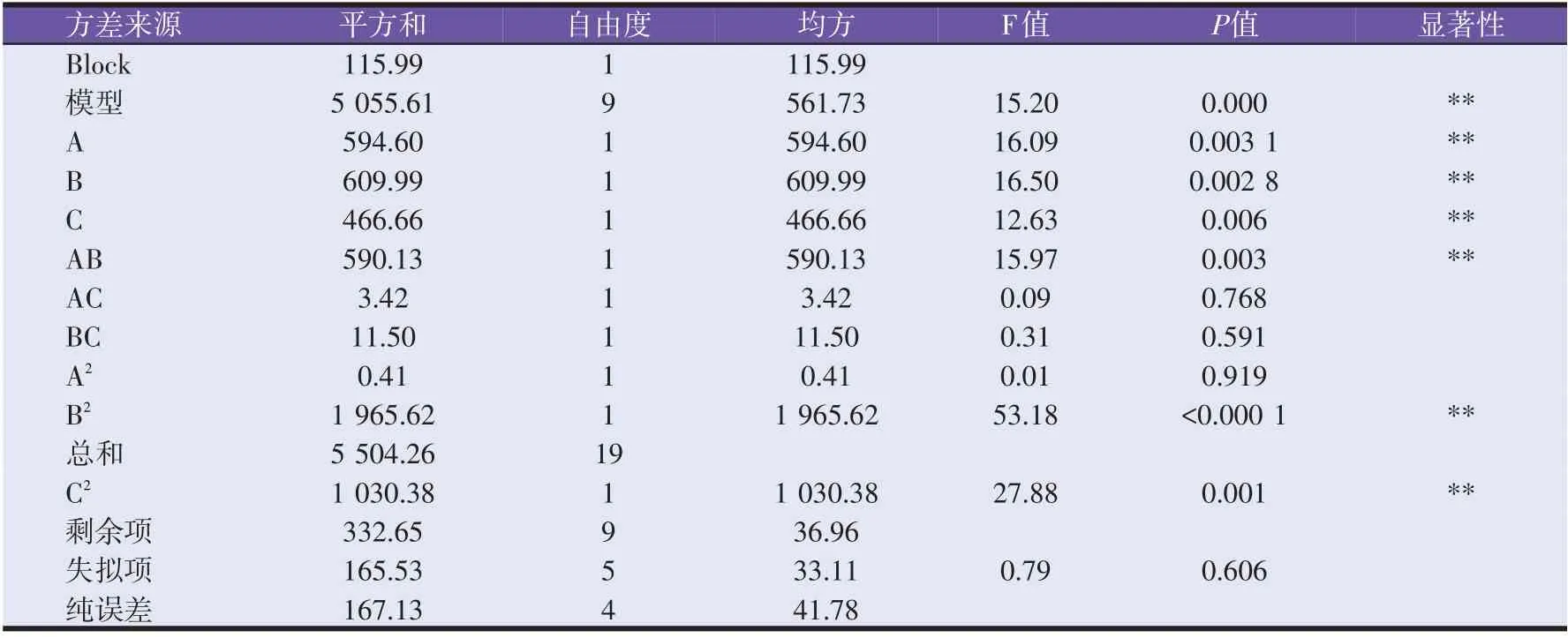
表5 游离棉酚回归模型方程的方差分析
2.3 膨化参数对蛋白体外消化率的影响及其响应面回归分析
采用Design Expert 8.0.6 软件对IVPD 的数据进行分析,结果见表6和表7。
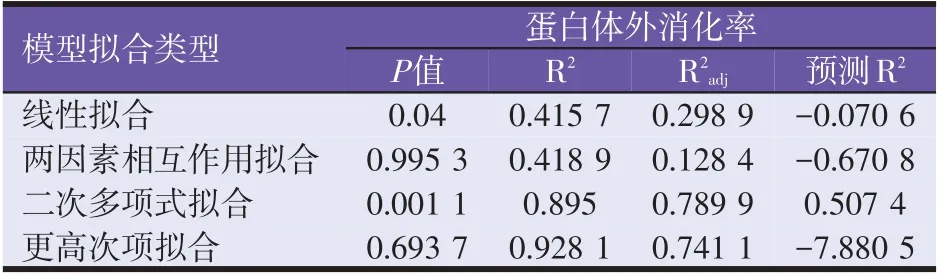
表6 蛋白体外消化率响应面优化数据分析结果

表7 蛋白体外消化率回归模型方程的方差分析
根据Design Expert 8.0.6 软件分析提示对蛋白体外消化率响应值的拟合符合二次多项式模型,故对数据进行二次多项式模型拟合,得模拟方程:YIVPD=62.13-1.33A+0.14B+1.64C+0.14AB+0.024AC-0.2BC+2.19A2+0.64B2+0.06C2,该方程表达了蛋白体外消化率(IVPD)与所选3 个因素之问的变化关系。由表6 和表7 可知,模型的一次项A、C,二次项A2极显著(P<0.01),表明3个自变量与膨化棉粕蛋白体外消化率之间具有很强的交互作用。总模型方程R2=0.895,说明方程极显著(P<0.000 1);失拟性检验P=0.719>0.1 不显著,表明该回归模型YIVPD的拟合情况良好,回归方程的具有较高的代表性,能准确地预测膨化过程中棉粕蛋白体外消化率的变化情况。其校正决定系数R2adj=0.789 9,表明此模型能解释78.99%蛋白体外消化率的变化,即模型响应值(IVPD)的变化78.99%来自所选因变量,这说明本实验有较好的精确度和可靠性。因此该模型YIVPD拟合程度良好,可以用此模型进行分析和预测膨化过程中棉粕蛋白体外消化率的变化。
2.4 膨化参数对蛋白溶解度、吸水性指数和水溶性指数的影响
采用Design Expert 8.0.6 软件对PS、WSI 和WAI的数据进行分析,分析结果见表8。根据Design Ex⁃pert 8.0.6 软件分析提示对PS、WSI 和WAI 响应值的拟合符合二次多项式模型,故对数据进行线性模型拟合,得模拟方程:YPS=42.58-0.85A+2.51B+1.49C,YWSI=16.13-0.43A+0.087B-0.18C-0.1AB-0.38AC+0.37BC,YWAI=2.79-0.018A+0.035B+0.053C;三个方程分别表达了PS、WSI 和WAI 与所选三个因素之问的变化关系。由表8可知,YPS总模型方程极显著(P<0.01),R2=0.404 1,其校正决定系数R2adj=0.284 9;YWSI总模型方程显著(P<0.05),R2=0.64,R2adj=0.460 1;YWAI总模型方程不显著(P>0.05),R2=0.233 4。说明这三个回归模型的拟合度较低,回归方程不具有代表性,不能准确地预测膨化过程中PS、WSI和WAI值的变化情况。其校正决定系数R2adj值均很低,这说明实验的精确度和可靠性不高。因此不建议用这三个模型进行分析和预测。

表8 PS、WSI和WAI响应面优化数据分析结果
2.5 游离棉酚响应面图解析
响应面分析图是特定的响应面对应的因素A、B、C 构成的一个3 维立体图,以及在二维平面上的等高线。其中等高线的形状可以反映3 个因素之间的交互效应的强弱,等高线趋于椭圆形则表明两个因素之间具有显著的交互作用,而趋于圆形表示两个因素之间交互作用不显著,图1 中的3D 图形和等高线图表示,当螺杆转速为中间值40 Hz 的时候,模头温度和物料水分对棉粕中游离棉酚的影响变化。3D图的颜色从蓝色、绿色再到红色表示游离棉酚含量从少到多的变化,坡度越大表示变化越快,即对实验结果的影响更显著;等高线表示在同一条线上所有方案都会得到相同含量的游离棉酚。从3D 图中可以看出,随着物料水分含量的增加,游离棉酚含量逐渐增加,但影响不显著;随着模头温度的增加,游离棉酚显著降低,在模头温度为132 ℃,物料水分为17.6%时,游离棉酚达到最低值69.88 mg/kg。从其等高线图可以直观地看出该两个因素的交互作用显著,当物料水分的编码值为0以下,在模头温度的一定范围内都能得到较小的响应值。
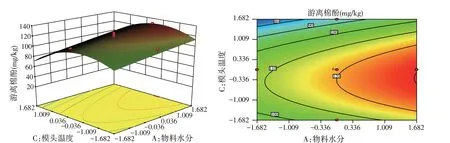
图1 响应面和等高线图——物料水分和模头温度对FG影响
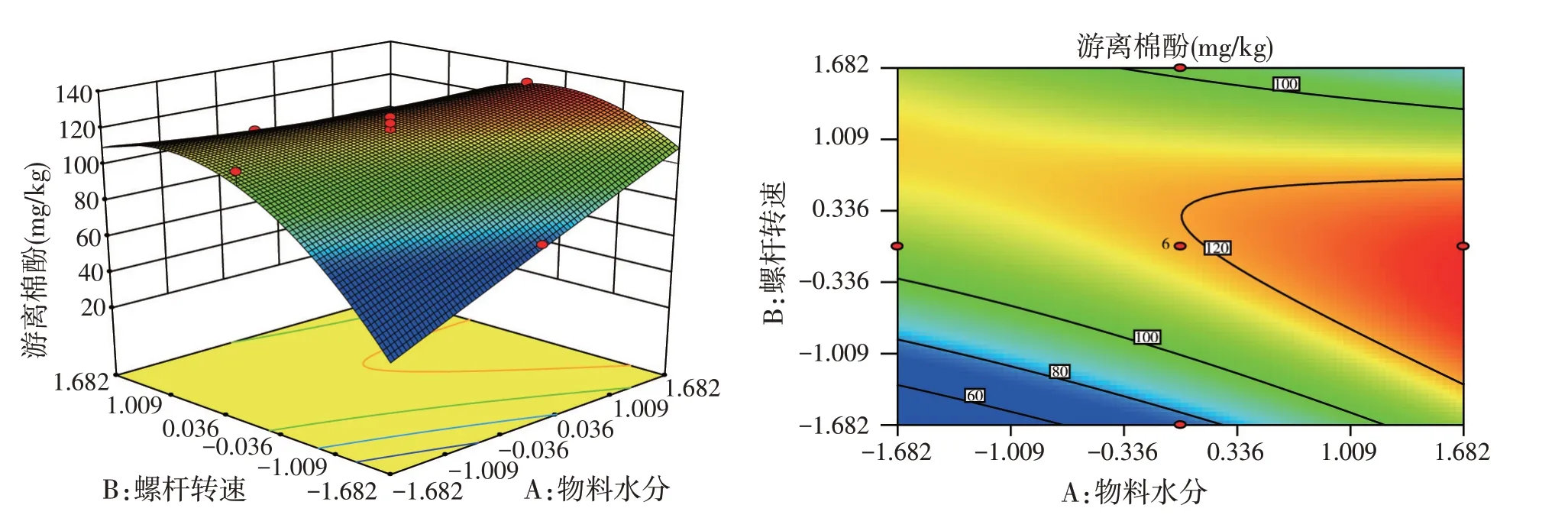
图2 响应面和等高线图——物料水分和螺杆转速对FG的影响
图2 3D 图形表示,当模头温度为中间值时(120 ℃),随着物料水分和螺杆转速的增加,响应值游离棉酚显著增加,当物料水分和螺杆转速的编码值为0以下时,较易得到较低的响应值,棉粕中游离棉酚含量较低。从其等高线图可以直观地看出当物料水分较低时,等高线密度最大,则表示在低水分条件下,随着螺杆转速的降低,游离棉酚降低最快。即物料水分和螺杆转速对游离棉酚含量的影响有较强的交互作用。

图3 响应面和等高线图——模头温度和螺杆转速对FG的影响
图3 中3D 图形和等高线图表示,当物料水分为中间(20%)值时,随着模头温度的升高和螺杆转速的降低,游离棉酚含量逐渐降低;从等高线图可以看出,螺杆转速与模头温度之间交互作用不显著。
综上可见,结合回归模型、3D 图和等高图,各因素对棉粕FG 的顺序为螺杆转速(B)>物料水分(A)>模头温度(C)。
2.6 蛋白体外消化率响应面图解析
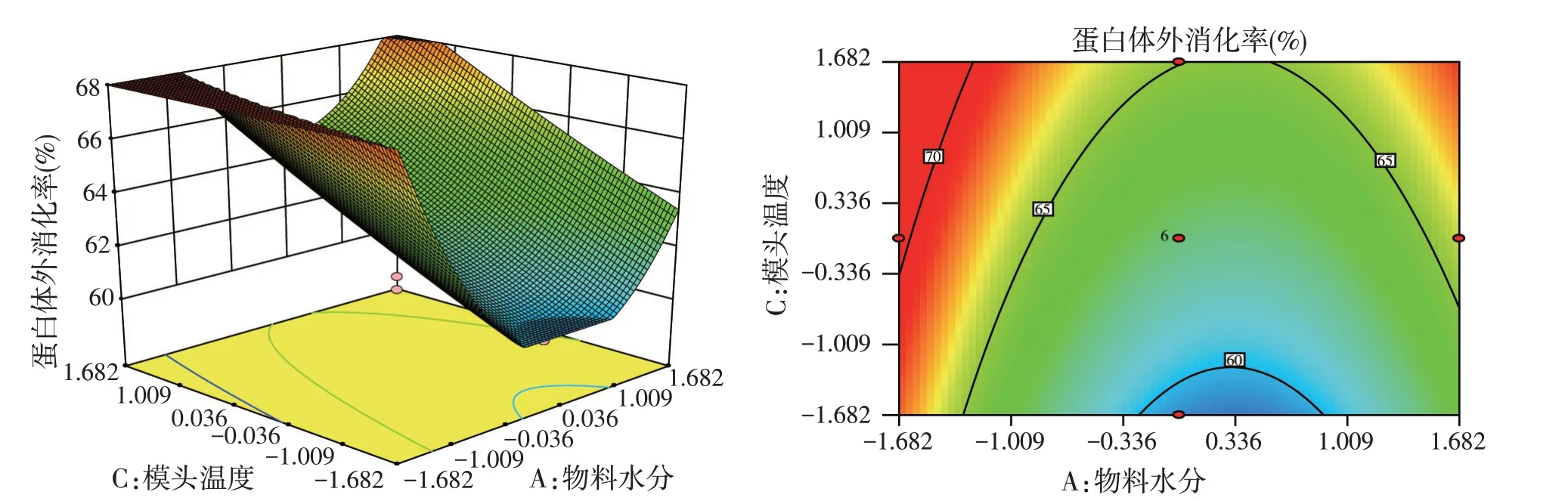
图4 响应面和等高线图——模头温度和物料水分对蛋白体外消化率的影响
由图4中3D图形和等高线图可知,当螺杆转速取中间值(40 Hz)时,随着模头温度的升高,蛋白体外消化率呈现缓慢升高的趋势,随着物料水分的降低,蛋白体外消化率先降低后升高,当物料水分最低为16%,模头温度为140 ℃时,蛋白体外消化率在曲面上取得最大值。从等高线图可以看出,物料水分与模头温度之间交互作用显著。
在图5中整体颜色变化不明显,表明物料水分和螺杆转速作为交互项对棉粕蛋白体外消化率的结果影响不显著,当螺杆转速不变时,棉粕蛋白体外消化率随物料水分的增加呈现先迅速降低然后缓慢升高的趋势;当物料水分一定时,螺杆转速的变化对棉粕的蛋白体外消化率无明显影响。

图5 响应面和等高线图——物料水分和螺杆转速对蛋白体外消化率的影响
由图2~图6 中3D 图形和等高线图可知,模头温度对棉粕蛋白体外消化率的影响较大,而且随着温度的增加,其响应值蛋白体外消化率逐渐降低,螺杆转速对其基本无影响。
综上可见,结合回归模型、3D 图和等高图,各因素对棉粕蛋白体外消化率的顺序为模头温度(C)>物料水分(A)>螺杆转速(B)。
2.7 响应面最佳膨化工艺参数的优化及验证
利用design expert 8.0.6软件,根据二次回归的数学模型分析结果,选取FG 和蛋白体外消化率为模型优化指标,以FG含量最低、蛋白体外消化率最高进行分析,得最佳膨化条件为调质后物料水分17.62%、螺杆转速35 Hz、模头温度132 ℃,此时游离棉酚预测值为71.54 mg/kg,蛋白体外消化率预测值为67.89%。为了验证响应面法的可行性,在响应面二次回归所优化的最佳工艺参数条件下重复试验3次,进行样品测定,求得实测值与模型预测值之间的误差,结果见表9。从表9 中可以看出,三次试验结果与预测值之间的误差均小于5%,说明采用中心组合设计——响应面优化得到的膨化棉粕加工工艺参数较准确,且具有较好的重复性。
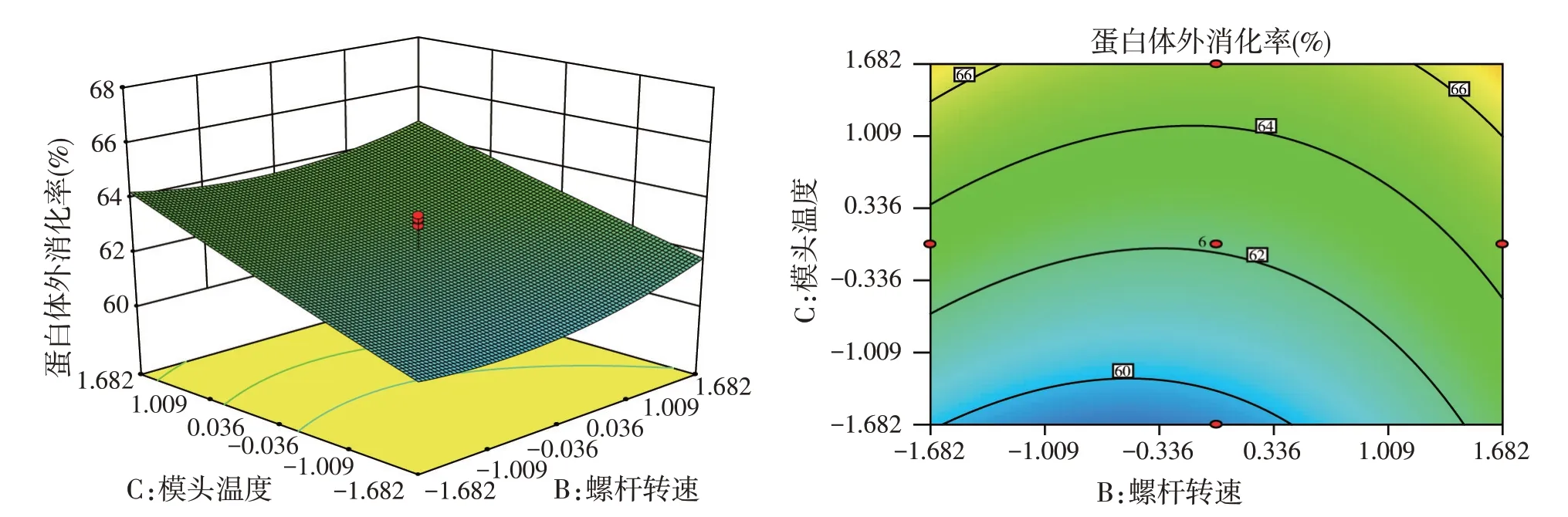
图6 响应面和等高线图——模头温度和螺杆转速对蛋白体外消化率的影响
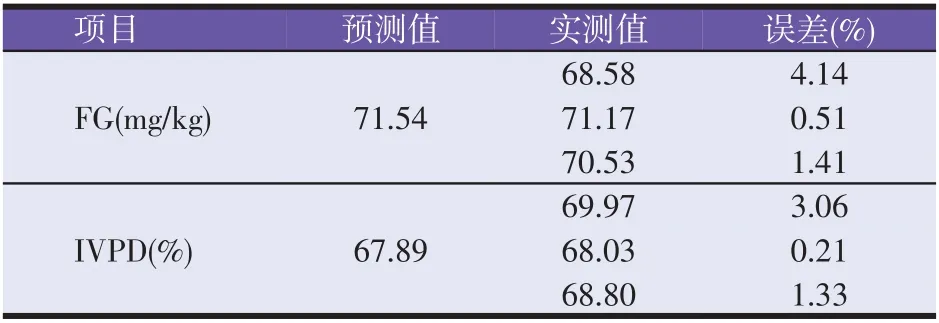
表9 预测值与实测值的比较
3 结论
①试验采用中心组合设计,以游离棉酚和蛋白体外消化率为评价指标,在喂料速度和调质温度不变的条件下,优化了物料含水率、螺杆转速和模头温度3个参数对棉粕质量的影响,得出在保持开孔面积为300 mm2/(t·h)、喂料速度为7.0 Hz,调质温度95 ℃不变的情况下,在调质后物料含水率17.6%、主机螺杆转速35 Hz(210 r/min)、膨化腔温度(四区模头)132 ℃时棉粕膨化效果最好。
②3 个因素对游离棉酚含量的影响强度顺序为螺杆转速>物料水分>模头温度;对蛋白体外消化率的影响强度顺序为模头温度>物料水分>螺杆转速。
猜你喜欢
实用手外科杂志(2022年2期)2022-08-31
橡塑技术与装备(2022年4期)2022-04-27
商品与质量(2021年43期)2022-01-18
防爆电机(2021年3期)2021-07-21
猪业科学(2021年3期)2021-05-21
中国畜牧杂志(2021年5期)2021-05-17
科学导报·学术(2020年29期)2020-10-21
国际种业前沿动态(2020年16期)2020-10-14
三农资讯半月报(2020年16期)2020-09-14
美与时代·美术学刊(2019年9期)2019-11-29
