
斜面火焰切割质量控制研究
2020-11-23 07:32吴俊杰朱征宇张强勇
机电信息 2020年29期
吴俊杰 朱征宇 张强勇


摘要:利用自行设计的圆管自动切割装置进行圆管斜面切割试验,用以模拟现实中斜面位置切割的场景,并对切口质量进行分析。试验表明:向上切割的切口都朝外侧突出,且随着斜面倾斜角的增大,朝外侧突出的倾斜角也随之增大。同向下切割相比,向上切割切口面光洁度以及背面挂渣程度要明显较小。斜面切割时,宜采用割枪和切割面垂直条件,且采用向上切割方向更容易获得倾斜角度较小、表面较光洁且背面挂渣程度较少的高质量切口。
关键词:火焰切割;斜面切割;切口倾斜角;切口面光洁度;背面挂渣
0 引言
火焰切割具有切割钢板厚度大、切割效率较高、切割成本较低等优势,目前在我国各切割下料行业中有非常广泛的用途。火焰切割在实际切割过程中往往会遇到不能进行水平切割而需要带角度斜面切割的情况。
本文利用自行设计的圆管自动切割装置进行圆管切向的斜面切割试验,专门用来模拟现实中的斜面切割场景。
1 切割试验平台及工作原理
切割试验平台主要由气瓶、割枪、专用自动圆管切割平台、气阀、气管等部分组成,如图1所示。实际切割装夹如图2所示。
切割试验平台的工作原理为切割平台带动圆管做圆周运动,割枪从侧面对圆管按照一定角度切割,用以模拟非水平位置的斜面切割状况。割枪高度、角度以及圆管转动方向和转动速度均可以在一定范围内连续调节。切割平台上设计有三爪卡盘,专门用于固定圆管。
2 试验方案及参数
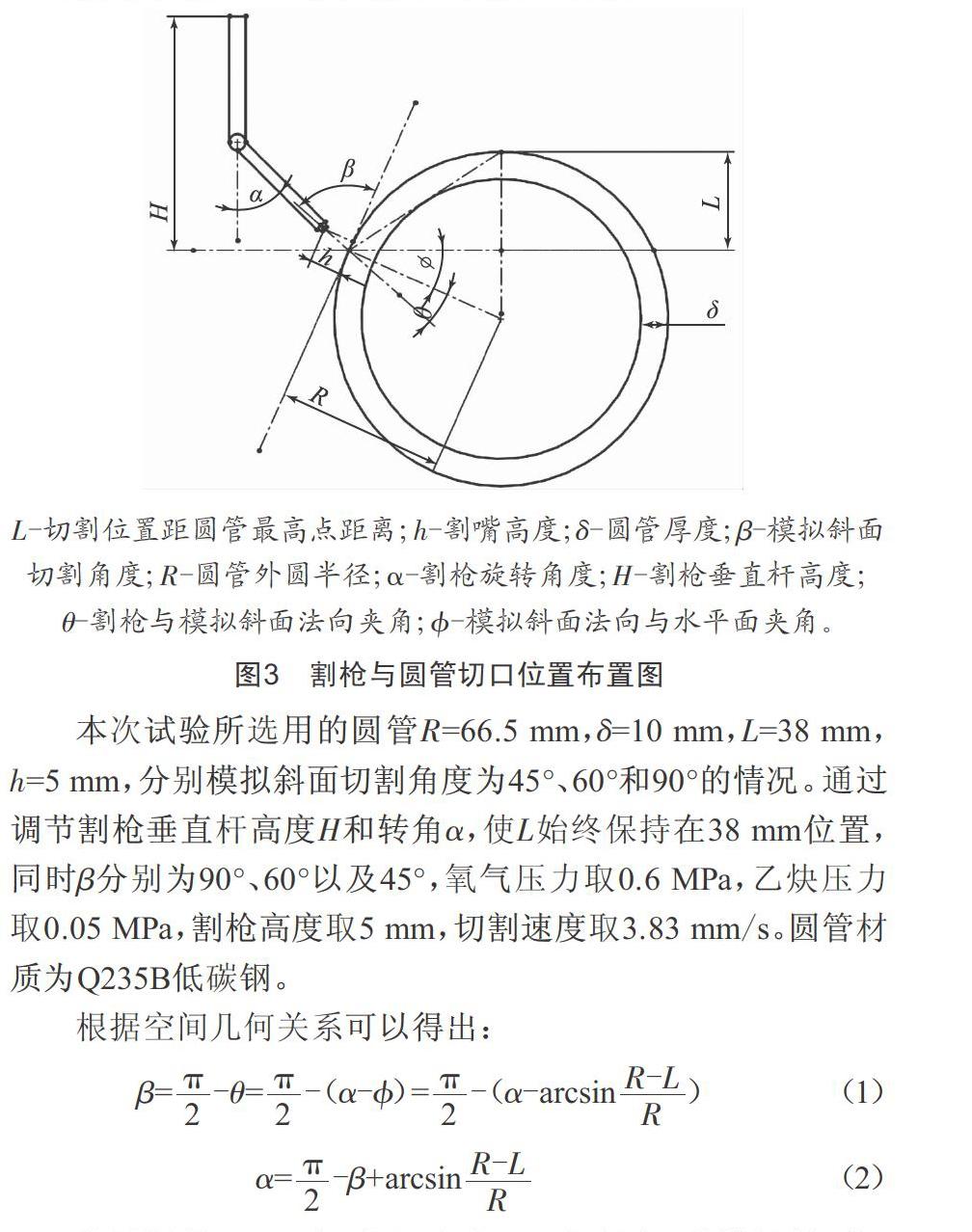
割枪与圆管切口位置布置如图3所示,割枪距离圆管侧面一定距离,并和割枪与圆管外圆面的交点处的切面呈一定角度,用以模拟空间带角度斜面切割状况。圆管顺时针转动时,记为向下切割,逆时针切割时记为向上切割。
本次试验所选用的圆管R=66.5 mm,δ=10 mm,L=38 mm,h=5 mm,分别模拟斜面切割角度为45°、60°和90°的情况。通过调节割枪垂直杆高度H和转角α,使L始終保持在38 mm位置,同时β分别为90°、60°以及45°,氧气压力取0.6 MPa,乙炔压力取0.05 MPa,割枪高度取5 mm,切割速度取3.83 mm/s。圆管材质为Q235B低碳钢。
3 试验结果及分析
切割试验的切口图片如图4所示。
从图中可以看出,45°、60°以及90°斜面下,向上切割的切口都朝外侧突出,且随着斜面的增大,朝外侧突出的倾斜角也随之增大,如图5所示。这是因为向上切割时,割口内熔池的铁水在重力作用下朝着切割火焰的方向流淌,对切割火焰起到了一定的阻碍作用,导致切割火焰的能率降低,因此切口面呈现出一定的朝外侧倾角,且随着斜面的角度增加,火焰穿透割管的厚度以及熔池铁水的厚度增加,吹力减小,所以朝外突出的倾斜角度也随之增大。此外,同向下切割相比,向上切割切口面光洁度以及背面挂渣程度要明显较小,这是因为向下切割时,下淌的熔池未对切口形成阻碍作用,火焰能率较高,切口熔化的铁水较多,当气体吹力不足时,割渣不容易吹除,导致切口面光滑程度下降以及背面挂渣程度增多。
从以上试验结果综合来看,斜面切割时,宜采用割枪和切割面垂直条件,并采用向上切割方向更容易获得倾斜角度较小、表面较光洁且背面挂渣程度较少的高质量切口。
4 结论
(1)向上切割的切口都朝外侧突出,且随着斜面倾斜角的增大,朝外侧突出的倾斜角也随之增大。
(2)同向下切割相比,向上切割切口面光洁度以及背面挂渣程度要明显较小。
(3)斜面切割时,宜采用割枪和切割面垂直条件,且采用向上切割方向更容易获得倾斜角度较小、表面较光洁且背面挂渣程度较少的高质量切口。
[参考文献]
[1] 黄文荣,徐宾,汤光平,等.大角度斜面激光切割加工的工艺研究[J].激光技术,2001,25(4):290-292.
[2] 赵柏霖,魏庆友.浅谈数控火焰切割机切割质量控制[J].中国金属通报,2020(2):256-257.
[3] 覃燕琼.数控火焰切割机切割质量的影响因素及切割工艺探讨[J].装备制造技术,2020(3):146-147.
[4] 马京京,才影.钢管切割的半自动火焰切割机技术改造[J].水力采煤与管道运输,2019(2):120-121.
