
永宏PLC在折页机错页检测中的应用
2020-11-23 09:17张玲玲
湖北农机化 2020年18期
闫 娓 张玲玲
(1.黄河交通学院,河南 焦作 454950;2.河南省智能制造技术与装备工程技术研究中心,河南 焦作 454950)
0 引言
折页机主要用于各种不同尺寸和厚度纸张的折叠,为印后的一道加工工序,适用与书刊、杂志、宣传页等的高速折页。
目前折页机视觉检测系统能够识别的错页包括白页、倒页、错贴等几种情况,而检测系统在检测到不良品后一般只能停机处理,而折页机机速一般在8000~10000。频繁的停机势必会降低生产效率且增加设备“卡纸”的概率,同时通过人工寻找错贴也较为困难,且需要花费不少的时间。
本项目中设计的自动踢废系统,主要实现在线检测的不停机踢废,大大提高了生产效率,降低工人的劳动强度。本系统可以单独使用也可以直接加装在已经有的电气控制系统中,适应各种折页机类型。
1 系统的设计原理
PLC分别对相机触发光电及折页机二、三、四折出口检测光电的触发次数进行记录,实现纸张折页前后的同步计数,即进出纸张统一编号。当检测系统检测到某张为不良品时,假设为第5张,则PLC记录的出口光电触发次数也达到5时,PLC触发踢废机构动作将第5张纸剔除。对于连续多张均为不良品的情况,使用PLC的队列指令,将不良品的编号按先后顺序进行排队,再按照先入先出的原则移出,每执行一次踢废队列上移一次,将移出的序号与折页机出口光电计数进行比较,若一致则执行踢废动作。
2 PLC控制系统
2.1 电气原理图设计
系统选用永宏B1-14MT2 PLC,该PLC具有4个硬件高速计速器和4个软件计数器,4路光电信号均使用硬件高速计数,计数过程不占用PLC扫描周期,同时采用台达的触摸屏系统,和永宏PLC配合实现更多的功能。原理图如图1所示,IO分配表如表1和表2。
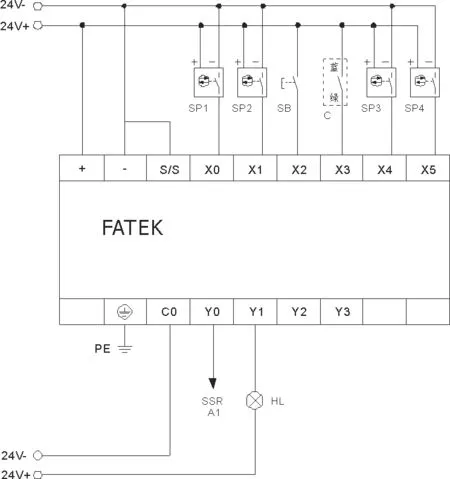
图1 电气原理图

表1 PLC输入信号

表2 PLC输出信号
2.2 部分程序
2.2.1 初始化程序
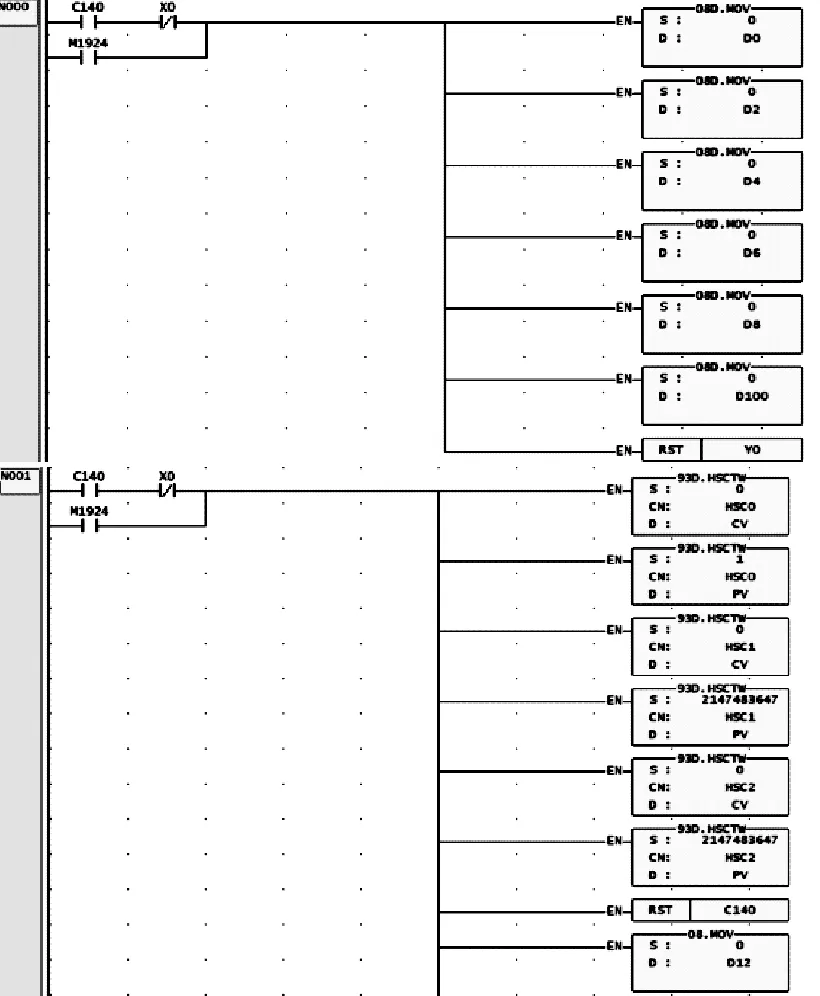
复位各中间寄存器及高速计数器当前值。
2.2.2 判断序号有效性
PLC在接收到相机的输出信号后,读取高计数当前值,并判断其贮列中存储的序号有无重复,若不重复则执行贮列移入。
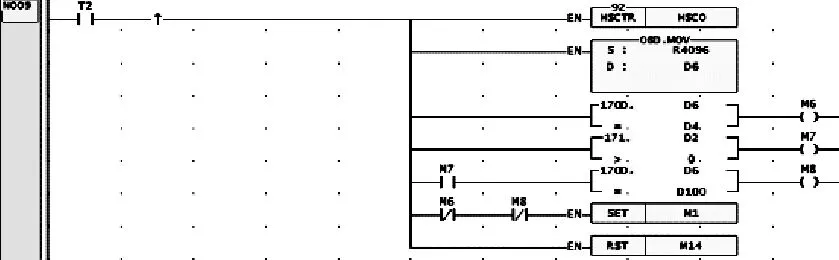
2.2.3 贮列移入与挤出

程序使用永宏内部贮列指令QUEUE,贮列特点为先进先出,寄存器D6存放待挤入的数据,寄存器D4接收贮列移出的数据。程序在执行过程中,当有超过两个不良品需要剔除时,先将等待剔除的不良品序号传送到D6中并执行贮列挤入,待前一个不良品被剔除后,执行贮列移出动作,将下一个待剔除产品序号传送到D4,将D4与出口光电的计数进行比较,如果两值相等即执行踢废动作,实现多个不良品在线连续剔除的功能。
2.2.4 踢废信号输出
将待剔序号与各高计数器当前值比较,若一致则置位Y0,执行踢废动作。
触摸屏显示系统作为一个单独的控制系统,选用台达的7寸触摸屏作为系统的显示与监视系统,以更好地显示系统的联机情况和监控实时的踢废情况。并能更容易地监控主机的各种情况,更方便操作人员操作,并提高工作效率。
3 系统调试
程序下载后,联机进行调试,当PLC接收到废品后,踢废机构动作但不能将废品准确踢掉,主要原因是采用的踢废机构为汽缸挡板,伸缩动作时间较长,后将其改为风刀机构,再次测试,踢废动作正常。
4 结语
通过实际测试运行,折页机视觉检测搭配PLC在线踢废控制系统,能够实现在不停机的情况下将不良品准确分拣出来,该系统具有成本底、可靠性高、节省人力等特点。
猜你喜欢
建材发展导向(2022年1期)2022-03-08
现代仪器与医疗(2021年4期)2021-11-05
商品与质量(2019年22期)2019-11-29
科学导报·学术(2019年44期)2019-09-10
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
科学与财富(2017年29期)2017-12-20
汽车维护与修理(2016年3期)2016-02-28
科学家(2015年12期)2016-01-20
少先队活动(2014年6期)2015-03-18
