
CYTEC电主轴松拉刀故障分析与处理
2020-11-21 08:30昌河飞机工业集团有限责任公司江西景德镇333002
金属加工(冷加工) 2020年10期
■ 昌河飞机工业(集团)有限责任公司 (江西景德镇 333002) 贺 奕
我公司有一台法国优龙KX50机床,采用西门子840D数控系统和C Y T E C电主轴(功率为27kW,最高转速18 000r/min)。CYTEC电主轴松拉刀结构与其他品牌的电主轴结构不一样,采用独特液压拉杆结构,主要依靠检测液压松拉刀脉冲数来判断电主轴松拉刀状态。当电主轴出现松拉刀故障时,需要借助K11软件来调试。
1. 故障现象
KX50机床在自动换刀使用过程中出现“SPINDLE TOOL CLAMPING ALARM”报警,自动换刀时卡刀,刀爪无法缩回,导致机床无法正常运行。
2. 故障原因分析
具体分析可能有以下原因:①松拉刀液压站系统压力不足,导致刀爪无法缩回,拉刀故障。②液压控制回路有问题,导致拉刀故障。③松拉刀液压脉冲信号值超出范围。
3. 故障处理
查找该机床松拉刀液压图样资料,对照找到松拉刀液压系统压力,发现机床当前系统压力值在图样资料要求范围内,并找到该机床松拉刀电磁阀,手动强制电磁阀工作,能实现松拉刀动作。于是,排除松拉刀液压站系统压力不足原因。松拉刀系统压力值要求5.5MPa,如图1所示。
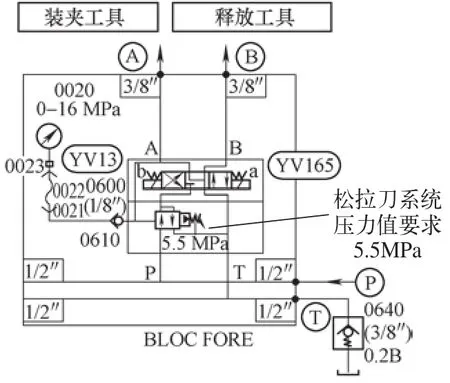
图1 机床松拉刀液压图样

图2 检查电磁阀
如图2所示,用万用表对比测量拉刀控制电磁阀线圈与松刀控制电磁阀线圈阻值,两电磁阀线圈阻值相近,并对换两电磁阀线圈后,测试刀爪还是无法缩回。于是排除液压控制回路有问题而导致拉刀故障的原因。
如图3所示,仔细分析该机床松拉刀控制原理得知,该机床是CYTEC主轴,通过K11-U流量模拟处理器来运算控制松拉刀状态信号。控制原理为:X2.0=1是面板松刀按钮输入信号;X2.0=0是面板紧刀输入信号;X10.3=1是松刀输出信号去控制松刀电磁阀工作;X10.0=1是紧刀输出信号去控制紧刀电磁阀工作;X8.3是松拉刀液压流量检测信号;X3.4=1有刀夹紧状态信号,X3.5是松刀状态信号,X3.6是无刀夹紧信号。
判断可能是由于机床松拉刀液压脉冲信号不对,导致机床无法松拉刀。此问题排查需要借助K11软件来进行调试(见图4)。K11软件调试步骤如下。
1)使用网线或者USB线连接K11软件和调试电脑。

图3 K11-U控制板
2)打开控制软件后,点击configuration 配置→扫描可用接口→点击连接/断开即可建立K11软件和调试电脑之间的通信。
3)检查bios version是否为5.04,如果不是,需升级到该版本。
4)点击左上角parameters→点击右下角的 F6 password→输入密码 cytecoem→点击5,选定调试模式。
5)3和4处的参数可以使用默认值,也可以改为500、150、10 000。
6)点击logdata,进入松紧脉冲调试界面。
7)点击get logdata,就可以读取每次松紧时的脉冲数,一松一紧为一组。
8)如果松刀和紧刀的脉冲相差很大(>10),就说明油路内有气,需要将气放出。直到松紧脉冲基本保持一致,就可以进行下一步了。
9)不装刀具测试,主轴做10次松紧刀,记录10次松紧脉冲的平均值为155。
10)装一把标准刀测试,主轴做10次松紧刀,记录10次松紧脉冲的平均值为99。
11)在刀柄和主轴接触面之间垫0.2mm的垫片(要垫两侧),然后主轴再松紧10次,记录10次松紧脉冲平均值为68。

图4 K11软件调试界面
12)回到parameters界面,取消调试模式。开始设定clamp的short/long/without脉冲值。
13)用加垫片的脉冲平均值减5(68-5=63),设为short值。
14)用带刀夹紧的脉冲的平均值减加垫片的脉冲平均值,所得的差再加上带刀夹紧的脉冲的平均值(99-68+99=120),就是long参数值。
15)用无刀夹紧脉冲的平均值减10(即155-10=145),作为without tool值。
16)点击F4发送参数F8,保存参数。
17)退出K11软件,然后再连接,看参数是否已确实保存。K11软件调试结束后,进行机床松拉刀测试,信号正常,机床恢复正常使用。
4. 结语
当碰到上述主轴松拉刀比较复杂的故障时,需要先从简单的外部排查做起,做到先简后难,一定要从原理上进行分析和判断,列出可能导致问题出现的各种原因,然后对照图样进行分析,找到可能的原因逐一排查和检测,最终才能确定准确的故障点,解决故障。这些经验为以后碰到类似故障时提供技术借鉴。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
武汉工程职业技术学院学报(2022年1期)2022-04-13
数学物理学报(2020年2期)2020-06-02
制造技术与机床(2019年7期)2019-07-22
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
浙江大学学报(工学版)(2016年11期)2016-06-05
文理导航(2015年14期)2015-05-22
