
探究电动机与减速机同轴度偏差的找正方法
2020-11-19 19:44张建军
装备维修技术 2020年10期
张建军
摘要:电动机与减速机的同轴度是保障传动系统正常运行的关键,本文主要研究电动机与减速机同轴度偏差的找正方法,希望通过本文的研究能够更加全面的了解电动机与减速机同轴度偏差问题,同时也为后期更好的找正电动机与减速器的同轴度提供参考。
关键词:电动机;减速机;同轴度偏差
1电动机与减速机同轴度偏差问题分析
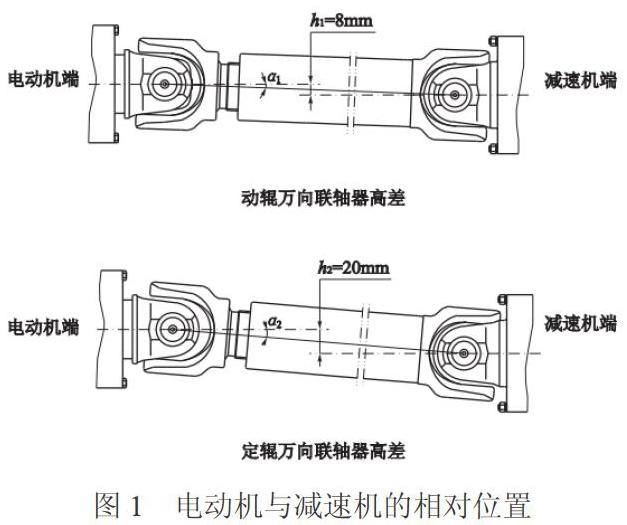
在传输系统中电动机与减速器之间普遍使用联轴器进行连接,两个设备中心轴的轴线应尽量保持在同一直线上,这样才能保障设备运转的质量,避免出现故障。但是对于连续运转状态的设备很难实现绝对的对中,正确的对中状态应该处于对心对中状态,端面同心且平行,而且两个设备的中心轴轴线都位于直线上。在实际运行使用过程中可能会出现多种不同类型的偏差状态,其一是端面平行但是两轴轴线不同心,上下左右存在偏差;其二是端面同心但是不平行,轴线之间存在一定的偏移角度;其三是不同心且不平行,端面不平行而且轴线不平行,在径向存在倾斜和偏移。导致电动机和减速器同轴度偏差的原因较多,一方面是初始安装不到位,设备同轴度精度偏低,另一方面是在设备运行设备发热不均匀、轴承磨损、基础下沉以及设备偏移等。如图1所示为某电动机与减速机的相对位置,从图中的位置可以看出,电动机和减速机的中心轴存在一定的同轴度偏差,经过分析研究发现,设备在运行使用中不存在基础下沉或者垫铁窜动等情况,综合分析研究可知,导致这种情况的原因是由于在初始安装时施工人员未对减速机和扭力板上螺栓孔的位置进行精准的划线加工,进而导致联轴器的安装角较大,设备在运行中会出现较大的振动,零部件之间的磨损加剧,偏差会进一步加大。
2电动机与减速机同轴度偏差的找正方法
电动机与减速机同轴度偏差的找正主要是调整控制径向位移,一般情况下需要在安装时就采取相关措施进行控制,调整找正时需要用到直尺和厚薄规等工具,调整到符合同轴精度后将地脚螺栓拧紧并利用弹性套柱销联结联轴器。对于在使用中出现的同轴度偏差问题,可以根据设备联结使用的实际情况对电动机或辊压机的标高进行提升或者降低,这种找正方法工作量相对较大,需要占用较长的时间。百分表测量法是测量联轴器偏差的重要方法,也是找正同轴度的重要方法,具体又分为双表测量法、三表测量法和单表法三种,然后根据方法的不同计算相应的调整数据进行实际调整操作。近年来随着先进技术的不断发展,激光对中仪逐渐取代了普遍的测量找正方法。这种设备主要包括液晶屏、发射器和接收器三部分组成,在找正模式下能够直接测得当前的同轴程度以及需要调整的具体尺寸数据,直接参照相关数据调整即可。不论采用任何方法进行找正对中,在调整完毕后必须对设备同轴度等数据进行复查,确保调整后符合精度要求。
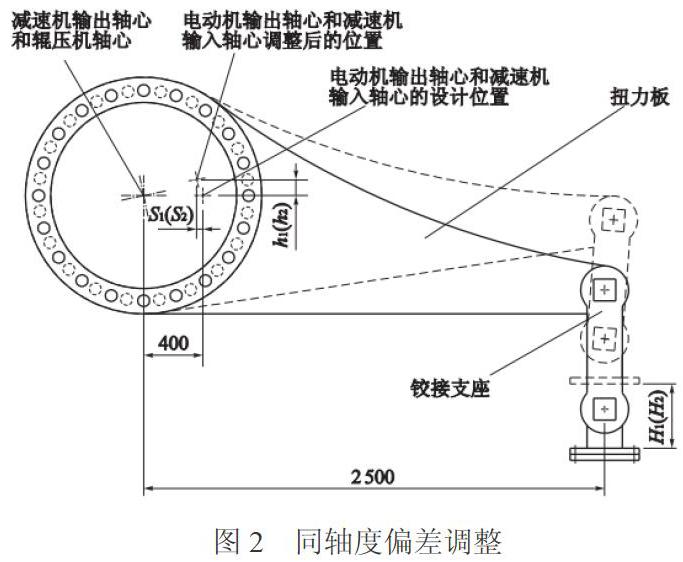
针对本文研究的同轴度偏差问题,尝试使用新方法来对同轴度偏差进行找正,不对电动机或辊压机的标高进行调整,而且调高扭力板铰接支座,其本质等同于将扭力板围绕减速机输出轴的中心旋转,同时抬高减速机的输入轴和电动机的输出轴,然后再水平调整电动机的轴心位置,这样的找正调整操作也能达到降低同轴度偏差的目的。如图2所示为某种同轴度偏差状态下电动机和减速机的相关状态尺寸,其中H1和H2分别表示动辊和定辊支座的垫高,S1和S2则分别表示其中心位移。减速器的输出轴铰接支座的水平距离和其与输入轴的中心距分别为2500mm和400mm。而减速机输入轴的轴心和动辊、定辊电动机轴中心的高度差h1和h2分别为8mm和20mm。结合相关数据可以计算得出动辊电动机和定辊电动机的找正调整位移S1和S2分别为0.08mm和0.5mm,高度上的调整H1和H2则分别为50mm和125mm,高度上的调整可以加工特定尺寸的垫铁来垫高调整。
3结语
通过本文的分析研究可知,需要进一步提高减速器与电动机的同轴度,更好的发挥联轴器等设备在机械传输中的作用,更好的保障工业设备的正常使用,保障生产生活的正常运行。
参考文献:
[1]尹亞南,韩浩.多轴速度同步偏差耦合控制[J].包装工程,2019,40(13):222-226.
猜你喜欢
初中生学习指导·中考版(2021年8期)2021-08-28
装备维修技术(2021年47期)2021-07-12
神州·下旬刊(2017年10期)2018-01-15
中国科技纵横(2017年13期)2017-08-09
军事文摘·科学少年(2017年2期)2017-04-26
科技与创新(2016年2期)2016-01-19
湖南大学学报·自然科学版(2014年3期)2014-12-30
理科考试研究·高中(2014年8期)2014-10-17
中小企业管理与科技·下旬刊(2009年4期)2009-06-30
