
工业机器人在包装行业的应用研究
2020-11-10 09:17上海杉达学院机电工程学院李磊磊
上海包装 2020年10期
文/上海杉达学院机电工程学院 李磊磊
引言
作为制造大国,我国的机器人行业已经取得了跨越式的大发展,国产机器人技术也已日趋成熟并得到了广泛的应用。在国内人口老龄化加速与劳动力成本不断攀升的背景下,建设智能制造工厂将是大势所趋。消费品种类不断增多,包装需求急速增加,这也加速了包装机器人的普及进程。随着智能包装技术在制造业包装场景下逐步的发展,依托大数据、人工智能、IOT(Internet of Things)等核心技术的进步,包装机器人产品也在加快迭代升级。技术的进步和不断完善不仅促进了包装行业的快速发展,还给行业带来了更加丰厚的经济价值。
一、智能包装机器人市场占有率逐步提高
市场需求推动技术进步。改革开放以来,特别是我国加入世界贸易组织之后,面对琳琅满目的商品,人民的需要也在逐步提升。随着收入的增长,人们更关注产品的包装质量,而不仅仅是产品本身。
包装机器人主要集中应用在食品、医药、服装、生鲜等这些物料质量较小、数量巨大、要求更严格的使用场景。随着新兴技术的不断出现、人们环保意识的提高和特殊包装材料对包装技术要求逐渐提高,如何更好地满足特殊物料的包装要求,保护好产品的安全,成为行业目前急需攻关的课题,而机器人则成为了解决问题的关键[1]。
20世纪中叶以来,智能包装机器人在西方发达国家得到政府的高度重视和行业内广泛的应用,西方国家得益于包装自动化生产线技术的领先和率先应用,出现了数量庞大的行业巨头,甚至形成了行业的垄断。比如可口可乐、宝洁、卡夫亨氏、联合利华、雀巢等公司都成了行业内的巨头,占据全球大部分市场份额。相比之下,我国本土公司的包装机器人产业发展较晚,跟发达国家的技术相比,还有很大的差距。众多种类的包装机器人在我国的研发和应用仍处于发展阶段,我国的商业公司仍需要进口国外的先进设备来满足生产包装的需求。
随着全球一体化进程的加快,中国公司的质优价廉的产品受到全世界人民的喜爱。面对来自全球的巨量订单需求,先进的包装机器人成为行业发展必不可少的有力引擎,包装机器人市场份额也在不断扩大,特别是能够满足更多使用场景的智能包装机器人有着更广阔的发展前景。
二、包装机器人的关键技术
包装机器人硬件主要由光源、气动设备、工业相机和镜头、线缆和控制柜组成。光源的应用,可以提高识别区域目标的对比度,有利于提高机器人视觉系统的识别正确率。在机器人系统部署之初对机器人视觉系统的校准和训练进一步提高了识别精度,机器人运行过程中由机器视觉系统来进行定位和图像识别与处理,优化自动包装码垛正确率,如图1、图2所示。
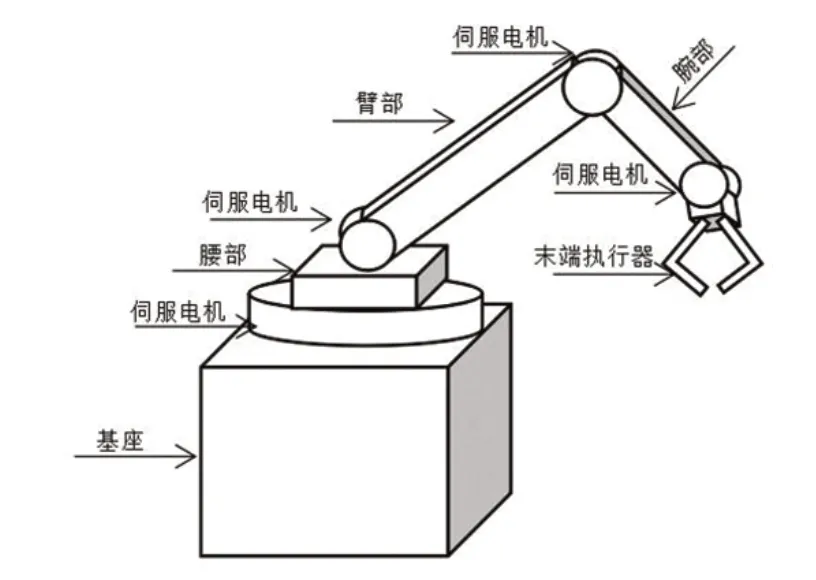
图1 机器人结构图
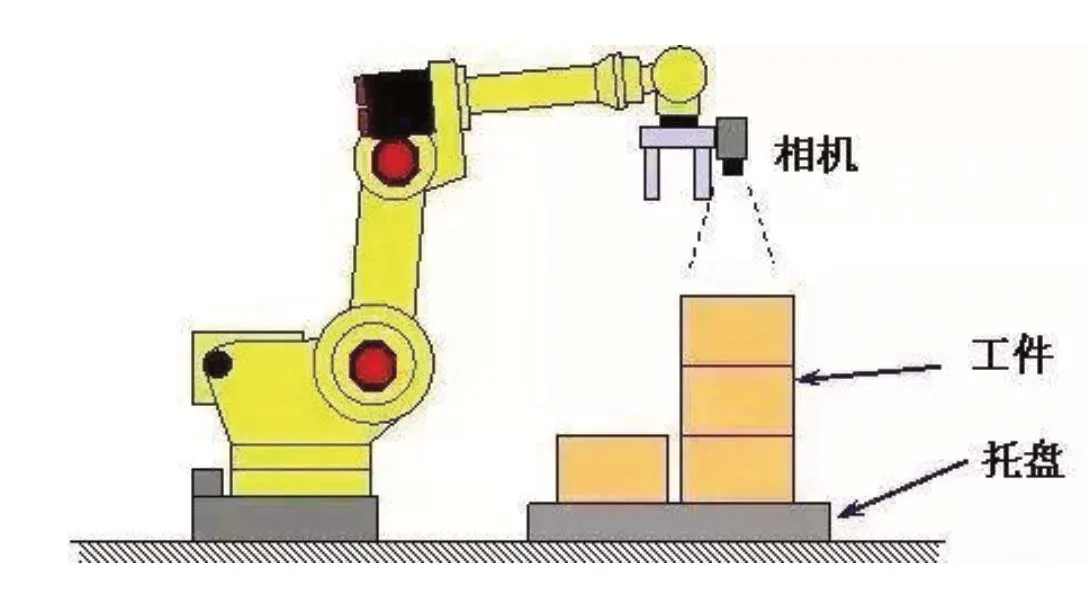
图2 机器视觉系统工作图
(一)机器视觉定位技术
使用机器视觉系统的包装机器人,在投入使用前首先要进行相机标定。通过旋转和移动机械臂来调整相机与工作台的相对位置,使相机与机器人建立通信。机器视觉系统将相机的像素坐标与机器人的世界坐标系进行转换[2],并自动计算偏差,系统算法会将相机坐标与机器人坐标进行统一,将机器人的世界坐标系转换为相机的坐标体系,标定好的相机则在以后使用过程中基本不需要再做调整。
机器视觉定位技术主要是结合标定好的相机坐标,通过相机拍摄的图片进行图片识别,提取图像记录的像素坐标并自动计算出工件空间坐标,再结合空间模型成像的技术来进行相应的定位。
(二)图像处理与目标识别技术
图像的获取是至关重要的第一步。一般选用灵敏度高、功耗低、具有较高成像质量的图像传感器。光源的作用是提高亮度,使需要被观察的目标特征与周围的区域特征产生最大的对比度,帮助图像传感器获取更清晰的图像。图像处理系统对相机和传感器获取的图片进行数字处理。主要方式为去噪、复原、提取特征等,将图片信息转换成数字信息,通过工控机做进一步处理。研发人员利用图像处理技术对获取的图片进行二值化。(图像二值化是将图像上的像素点的灰度值设置成0或255,将256个亮度等级的灰度图像通过适当的阈值选取而获得仍然可以反映图像整体和局部特征的二值化图像)。经过图像二值化过的图片数据量大大减少,更有利于进一步处理。
根据处理过的样本图像特征,机器视觉系统通过相机实时拍照获取未知目标,将未知目标群落与样本特征进行比较并快速做出决策,具有相同特征的目标会被系统判定并标记为同类目标,即实现目标识别。
三、包装机器人在食药行业的应用
目前国内食药安全形势十分严峻。作为与人们健康息息相关的两个重要方面,如何保证食品与药品的安全已经成为全民讨论的话题。
这些年来,社会上报道的食品安全事故层出不穷。国家出台了相应的国家标准,要求生产厂家按照国标进行生产和包装。政府有关部门也在完善更多规范条例,加强对食品生产、包装以及运输等各方面的监管。如使用安全认证体系,二维码和条形码等电子标签实现对生产包装过程的溯源,食品包装内无毒安全气体的填充以及使用对人体伤害更小的外包装材料等等。市场上也出现了针对不同物料包装用途的包装机器人。如在吐司小面包的包装场景下,生产好的吐司小面包在自动化传送带上被传送到自动理料线。在自动理料线上,吐司小面包会被分流到各个包装区。包装机器人将包装袋撑开,吐司小面包被推杆推到包装袋内,并由包装袋下面的支撑传送杆送到下一个工位。气调包装机器人的气阀控制包装袋内气体填充速度,填充足够的保护气体,封装部件会自动扎紧包装袋,包装好的吐司面包会被送到码垛区,由码垛机器人进行装箱和封箱。各个部分相互协作达到高速处理效果,全程采用包装自动化高速处理技术极大地提高了食品安全性和产量。从生产到销售,产品可在更短的时间内到达消费者手中,消费者能吃到新鲜安全的食品。同样,如广受消费者喜欢的三只松鼠每日坚果礼盒,该产品采用新型干湿分离式包装机器人操作,实现一个包装袋内可以分别装坚果和果干两部分,封口操作后仍是一个完整的包装袋。
随着全球医药市场需求的不断扩大,包装机器人在医药行业的应用也越来越广。作为关系人们生命安全的救命药,为了保护药品的安全和功效,同时也为了减少人工装瓶装箱带来的细菌感染,无菌医药包装机器人陆续投入到药品的包装装箱过程中。多数药品属于化学物质,对保存环境要求很高。药品的包装主要是保护药品的功效,避免感染或者变质,如果包装不当,很容易发生质变,致使患者病情加重甚至失去生命,酿成惨剧。由于要经过生产、运输、储存等多个环节,到患者使用的时候,会经历相当长的时间,因此保护药品在各个环节的安全至关重要。
有的制药设备企业研发了装瓶操作线上的机器人[3],例如针对某些过敏药片,机器人可以自动进行无菌分装,装好的药瓶会被传送到下一个工位进行保护气体填充和瓶口保护膜密封处理。过敏药片可以存储更久的时间并能最大程度的保护药品的功效。这种智能协作型药品包装机器人相较传统自动化解决方案在效率上有非常大的提升,更为重要的是在安全保护上有着不可替代的保障。随着医药包装行业的快速发展以及包装设备的高端化发展需求,智能化、超级计算机及5G技术等先进技术正在催生新一代智能医药包装机器人的出现。
四、制约我国包装机器人发展的因素
智能包装机器人涉及到机器视觉、传感器、通信、机械、控制和芯片等领域,而这些核心技术还很大程度上依赖国外技术和关键零部件。虽然有些零部件已经实现了国产化,但是性能和质量还存在较大差距[4],从而只能应用在一些低端机器上。国内集成公司大多从国外直接进口智能包装机器人及配套自动化生产线,消化吸收后再次进行组装。但是受制于进口技术的高额费用,一台智能包装机器人的成本仍然居高不下。因此只有盈利能力强的行业巨头如蒙牛、达利园、青岛啤酒、农夫山泉等公司才会愿意采购价格昂贵的智能包装机器人大规模用于自动化生产及智能包装,而这些国内行业巨头也基本都处于行业垄断地位。中小型企业考虑设备成本和人工成本的控制问题,会选择技术含量低售价不高的包装机器人。机器人核心技术壁垒和高昂成本是制约包装机器人发展的主要因素,另外,随着新兴产业的快速发展,制造业对特殊用途包装机器人的需求也越来越严格,现有技术跟不上市场需求也是一大重要因素。
五、结语
应用智能包装机器人大大提高了包装效率,企业产值快速提升,包装行业对智能包装机器人的需求也在不断增加。国内企业选择在国外设立研究所或者与西方智能自动化解决方案提供商进行合作研发,如工业机器人四大家族之一的德国库卡机器人集团被我国的美的集团收购,库卡转型进军用于电子制造,物流运输和包装等领域的机器人,国产包装机器人发展加快。
我国在5G、物联网、人工智能等方面的技术已经领先其他国家,且国家也已经出台了支持高新技术发展的多项政策。建议企业间相互协作,将最新技术引入智能包装机器人技术研究,尽快制造出具有自主知识产权的国产高端智能包装机器人,加快推进包装市场的发展。未来,随着包装机器人技术门槛降低,包装机器人会越来越智能,包装产业将会迎来革命性的变化,我国的经济发展动力将更加强劲。
猜你喜欢
花火·绘阅读(2021年1期)2021-09-10
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
作文小学中年级(2020年6期)2020-07-24
学苑创造·C版(2019年4期)2019-05-09
学苑创造·C版(2016年12期)2017-01-17
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
自然资源遥感(2014年3期)2014-02-27
