
大板热压机检修
2020-11-06 06:05郭纯正
科学与财富 2020年22期
目前,随着冷链运输业的发展,冷藏保温车产量越来越多,2018年达到了40000多台,其生产制作需要大板热压机设备,同时,方舱的生产也需要大板热压机设备,大板热压机设备社会保有量约1000台,这种设备体积大,价值高,是生产过程中的关键设备,由于原材料性能和人工操作的影响,长时间使用易出现精度超差、温度场不均匀的问题,这样造成制造产品质量问题,严重影响生产和销售,如何检修是目前生产企业面临的一个共性问题。
一、大板压机平面度检测
大板平面度检测方法有几种:1、塞尺测量法;2、打表测量法;3、液平面法;4、水平仪测量法;5、激光测量法。
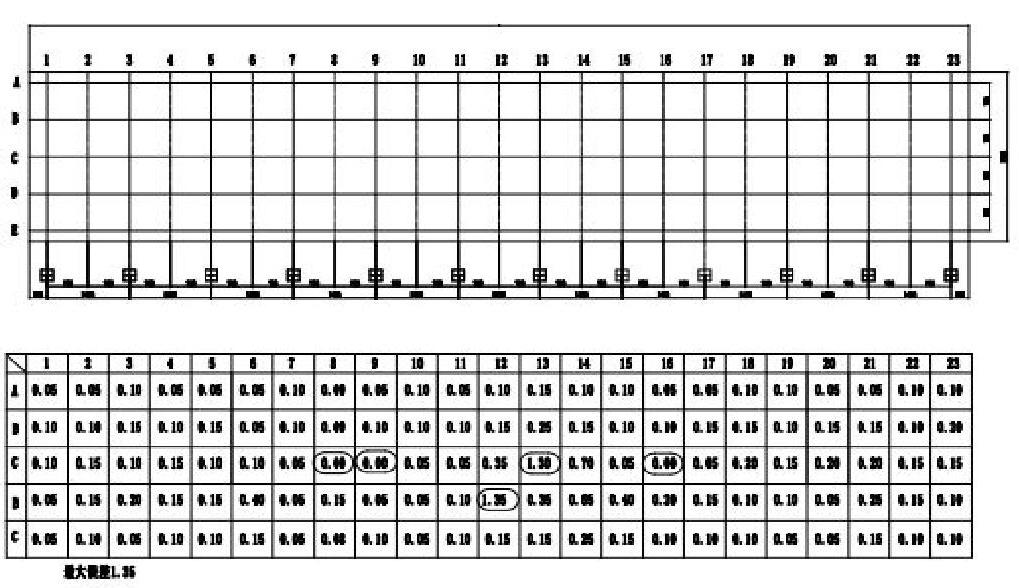
本次大板压力机上模板尺寸大,为16000㎜*3200㎜,且已经知道模板变形,平面度误差大,所以平面度測量采用简易塞尺测量法,在模板上长度方向取23个坐标,在宽度方向取5 个坐标,形成115个交点,测量这些交点到标准平面的距离,他们的差值作为平面度误差;标准平面采用宽度120,刚性大的铝型材,移动铝型材,作为近似标准平面。检测结果如下表:
二、大板压机闭合精度检测
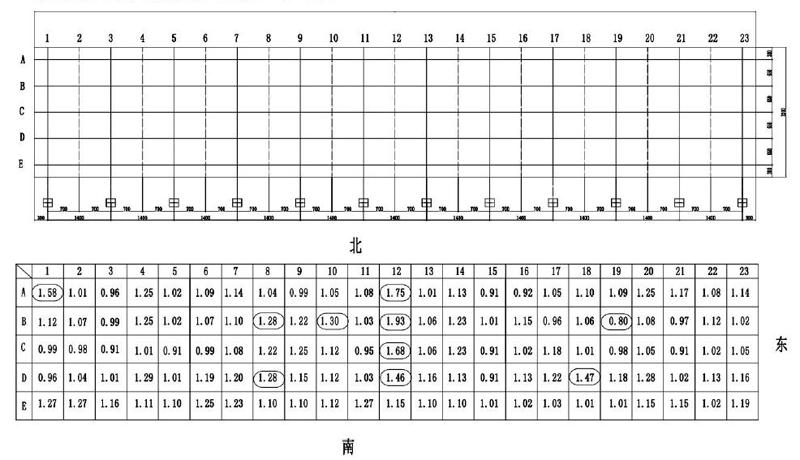
大板压机制成品的精度是靠压机上下模板闭合精度来保证的,对模板平面度误差已经检测,最终反映在制品上的质量问题要靠检测模板闭合精度来保证,闭合精度采用压铅法检测,上模板平面度误差为1.35㎜,同时考虑下模板平面度误差叠加,选取铅丝直径为ф3毫米,选取压铅丝位置如下表,西侧活动模板检测结果如下表:
三、大板压机模板修复方法:
根据上述检测结果,压机上模板平面度误差为1.36㎜,压机上下模板闭合误差1.13㎜,超过了厢板误差要求0.5㎜,要进行修复,加工方法用精密龙门铣床,将模板固定在平台上,通过龙门铣床导轨的精度保证铣削平面的平面度误差。
参考文献:
[1] 赵文冲.美国Buehler标乐SimpliMet1000自动热压镶嵌机故障维修[J].物理测试,2019,37(3):56-59.
[2] 李荣都.热压机的操作维修和保养[J].中小企业管理与科技,2019,(8):187-188.
[3] 杨铮.热压机的操作维修和保养[J].中国设备工程,2017,(5):52-53.
作者简介:
郭纯正,男,河南人,本科学历,研究方向:冷藏保温车工艺装备设计制作。
猜你喜欢
建材发展导向(2023年4期)2023-03-14
石材(2020年4期)2020-05-25
山西电力(2019年3期)2019-07-24
幼儿教育·父母孩子版(2018年5期)2018-11-25
浙江工业大学学报(2017年5期)2018-01-22
国际木业(2016年2期)2016-12-01
测绘科学与工程(2016年4期)2016-04-17
中国房地产业(2016年9期)2016-03-01
机械工程师(2015年10期)2015-02-02
压缩机技术(2014年5期)2014-02-28
