小型玉米初加工厂控制系统改进
2020-11-02 04:50:16李国印
粮食加工 2020年5期
李国印,黄 威*
(1.海宁美景海绵有限公司;浙江 海宁 314400;2.河南工学院,河南 新乡453003)
目前国内一般小型的玉米初加工厂设备控制较简单,很多都是断路器直接控制,不但不能实现设备的顺序开停,而且设备操作相对比较繁琐又有很大的触电风险,同时作业过程中也很容易出现粮食从缓冲仓冒出、皮带机被粮食堵死的情况,总体设备使用故障率较高,使用效率偏低,因此对玉米加工厂的控制改造就显得非常有意义。
1 存在的问题
某玉米加工厂年加工玉米约1万t左右,以前很多设备都是通过配电箱中的断路器或接触器控制,控制比较简单,不能实现设备的自动顺序启动、自动逆序停止功能,总体自动化程度不高,设备故障率和设备的使用效率偏低,不能有效地保证公司生产线正常运行及设备的产能正常发挥,严重阻碍了加工厂的健康发展,因此考虑采用PLC对该工厂的设备控制系统进行升级,提高设备的可操作性、安全性和连续化生产要求,对提高该加工厂产能降低设备维护成本具有很高的经济效益。
2 改造方案及实施
综合考虑进粮设备的控制我们选用西门子LOGO A6控制器,出粮设备的控制选用三菱可编程控制器FX-3GA PLC实现玉米从进粮入仓到出粮进入打包机的全部自动化程序控制。
2.1 生产工艺流程图
玉米进粮及出粮工艺流程图见图1。
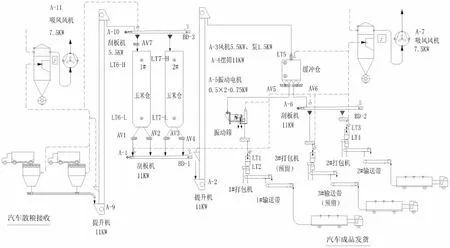
图1 玉米进粮及出粮工艺流程图
2.2 设计实施
2.2.1 进粮控制系统
(1)开机顺序进粮选一号原料仓时:电动闸门→吸风风机→刮板机→进粮提升机→进粮入原料仓,设备启动间隔时间10 s。
(2)进粮选二号原料仓时电动闸门关闭,其它设备同上。
(3)关机顺序:进粮停止→提升机→刮板机→电动闸门。
(4)高料位器(阻旋式)显示料满报警(旋转警报器),不停设备。低料位器显示料少报警指示灯亮。
(5)总控制柜里增加一个总断路器250 A,打包总电柜增加1个分断路器160 A,另外增加智能电表1个、互感器250/5三个。
2.2.2 出粮控制系统
(1)一号打包机高料位器灯亮时振动筛上气动闸门关闭,仓下气动闸门关闭一半,可以手动控制仓下闸门选一号仓或者二号仓。
(2)二号打包机高料位器灯亮时刮板机上气动闸门关闭,仓下气动闸门关闭一半,可以手动控制仓下闸门选一号仓或者二号仓。
(3)提升机下缓冲仓料位器灯亮时仓下气动闸门全部关闭,然后延时10 min左右(时间可调整)关闭刮板机。
(4)每个设备要有运行指示灯,并另设手动开关按钮。
(5)开机顺序:一号打包机→吸风风机→振动筛(出杂,振动、摆动,吸风)→气动闸门→提升机→刮板机→原料仓下闸门,每个开机顺序间隔10 s左右,关机反之。
二号打包机→吸风风机→刮板机→气动闸门→提升机→刮板机→原料仓下闸门,每个开机顺序间隔10 s左右。停机反之。
(6)打包机自带料位器仪表输出信号灯。
(7)选择单仓时,如果打包机上高料位灯亮时,关闭仓下两个阀门。
(8)缓冲仓高料位时,原料仓下面阀门全部关闭,延时30 s后,仓下刮板机停止运行。
2.2.3 电气原理图
玉米进粮改进控制原理图见图2。玉米出粮改进PLC控制接线见图3。

图2 进粮西门子LOGO控制原理图及程序

图3 出粮PLC控制接线图
3 效率分析
改进前皮带机等设备开停机都靠空气开关控制,有时候玉米缝包机出现故障,或是工人的打包速度慢了、皮带机忘记关了都会出现打包机缓冲仓冒仓的情况,现在通过在打包机上增加一个大点的缓冲仓用料位器控制原料仓下启动阀门,缓冲仓高料位时关闭原料仓下阀门,缓冲仓低料位时打开仓下阀门等程序改进控制措施,有效地减少了粮食的冒仓次数,提高了设备的使用率和连续生产效率,经过统计每年节省设备维修费用和电费约5万元。
4 结语
通过对进仓控制系统和玉米仓出仓控制系统PLC控制改进和在打包机上增加大的缓冲仓后,有效减少了异常情况下玉米的冒仓次数,同时增加了工艺设备的可操作性和设备工作的连续性,极大程度降低了设备的故障率,有效保证了该加工厂玉米初加工的产能,对提高设备生产效率,减少设备开停机次数和维修、节约用电综合成本都具有一定的现实意义,值得推广。
致谢:本文得到河南工学院自动化171班黄威的大力协助,在此深表谢意。
猜你喜欢
山东冶金(2022年4期)2022-09-14 09:00:00
蜜蜂杂志(2022年2期)2022-04-15 03:08:30
电子乐园·上旬刊(2022年5期)2022-04-09 21:19:35
机械管理开发(2022年1期)2022-03-24 06:46:28
作文大王·低年级(2021年8期)2021-09-14 19:12:16
建材发展导向(2021年6期)2021-06-09 05:56:48
作文小学中年级(2021年4期)2021-05-07 01:17:28
矿山机械(2021年3期)2021-03-25 07:12:34
智慧少年·故事叮当(2019年8期)2019-09-03 02:04:59
经济技术协作信息(2018年28期)2018-11-22 05:27:06