一汽大众涂装车间滑橇锁紧站项目研究
2020-10-30 09:19杨寿宏
电力与能源系统学报·上旬刊 2020年2期
关键词:自动化控制


摘要:一汽大众佛山分公司涂装车间底漆滑橇锁紧站,引进德国涂装设备巨头EISEBMANN公司具有世界先进水平的电控技术,采用西门子$7-319F安全型PLC,通过STEP7软件编程,实现整个锁紧站工艺的全自动控制,在中控室安装工控机,在现场安装触摸屏,通过Emos系统实现中控室和现场两级操作和监控。
关键词:一汽大众;涂装锁紧站;自动化控制;PROFINET
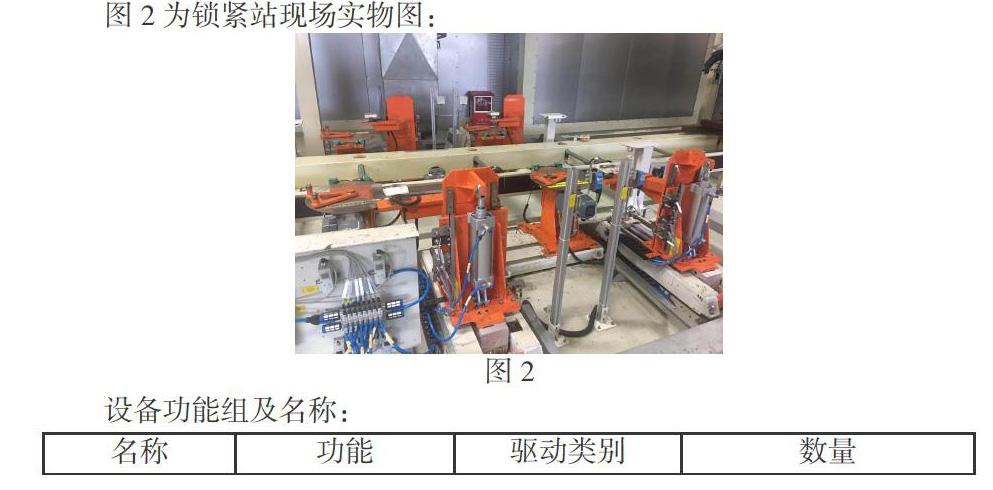
底漆滑橇锁紧站由传输滚床、滑橇定位装置、滑橇锁紧装置、锁紧检测机构组成。系统由西门子$7-319F安全型PLC控制,通過STEP-/
软件编程,PLC和变频器及从站之间通过PROFINET通讯,通过SEW变频器驱动执行电机,锁紧检测机构的推进和举升通过SMC八组气缸实现。
控制方式:
(1)自动模式:设备自动运行,无需人工参与
(2)手动模式:按照工艺流程,在HMI上选中设备通过钥匙授权
和操作按钮控制设备,受程序逻辑保护
(3)维修模式:通过维修钥和手动钥匙授权,在HMI上选中设备操作按钮控制设备,此操作脱离程序逻辑保护,需谨慎使用
操作箱按钮布置如下图1示:
工艺流程:
1、锁紧站滑橇RB036处于空车状态,定位机构FX036处于中间位置(阻挡误出车兼待定位),推进机构在初始位置(BACK位),举升气缸在低位,带车滑橇从前一个滚床RB034输入,感应到减速开关减速,慢速到位后停止,定位机构伸出到上位,进行定位,定位完成后,进行车型识别,对应相应的车型,后续举升机构将举升到不同的高度。
2、锁紧检测开关检测锁紧爪位置是否在解锁状态,在解锁状态进行锁定,在锁紧状态不进行锁紧动作(属于人工干涉过车辆)
3、4台锁紧机构DE36、DE37、DE38、DE39同时运转,确认锁定后,锁紧检测机构的四台推进气缸VP038A、VP038B、VP038C、VP038D将举升机构推进,推进到位后,四台举升机构VP037A、VP037B、VP037C、VP037D同时举升,举升到位且稳定后,在举升机构顶部的托块上的压力传感器检测四角压力值,压力值回传到PLC,进行相对应车型的压力匹配,在所对应的车型压力值范围则认为检测成功,记人车橇锁紧合格标志位。若压力检测值不符合车型规定,则举升机构下降,延迟2秒后,进行第二次检测。若两次检测都不合格,则记人车橇锁紧标不合格标志位。
5、举升机构下降,到位后,推进机构后退,回到原始位。
6、定位机构下降到下位,放行车辆,车辆床送到下一工位,定位装置上升到中间位。
至此,一个完整的检测过程完成。此外,在触摸屏上设置空滑橇按钮,如果是空滑橇,不参与检测,直接放行到下一滚床。如果现场出现紧急情况,可以拍下急停按钮,停止设备,保障人员安全。
系统架构配置如下:CPU选择319F-3PN/DP,从站为IM 151-3 ET200S,变频选择SEW MOVIFIT驱动,电机为SEW电机,推进和举升机构为SMC气缸。现场IO信号部分进ET200S输入输出模块和SEW变频器输入输出通道,压力传感器输出4-20mA电流信号到模拟量输入模块,PLC运算后,输出控制。
此检测站实现多种车型的车橇锁紧,锁紧二次检测,对锁紧合格与不合格的车橇组合进行分流等自动化,生产节拍为54秒一辆车,在现场实现目视化操作和远程画面与程序编程。针对现场设备的报警,维修班组能第一时间知悉并及时处理,减少设备故障时间,保障车间的连续性生产。
作者简介:
杨寿宏(1983)男汉族河北廊坊现供职宜科(天津)电子有限公司,担任电气工程师,多年来参与建设多个电气自动化项目。
猜你喜欢
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技传播(2016年16期)2017-01-03
电子技术与软件工程(2016年22期)2016-12-26
青春岁月(2016年22期)2016-12-23
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年10期)2016-04-26