离相封闭母线在热带沿海环境下的安装方法
2020-10-27 19:24雷振常鹏李星亮
中国电气工程学报 2020年9期
雷振 常鹏 李星亮

摘 要:离封闭母线在热带临海的环境下,容易造成母线接口的腐蚀,而高温多暴雨的天气对母线的密封性又提出了更高的要求。在这里通过增加支撑螺栓的密封圈、密封垫片,采用了350℃ 耐高温硅酮密封胶环形封堵螺栓间隙和采样引出口间隙,并使用了耐候、耐高温灰白漆涂刷封闭,起到了增加母线密封性,降低母线内部结露的风险,尤其在室外的部分,面对高温高盐度条件下,可以降低太阳光的照射,形成光的反射作用,也降低母线内外温差,在母线内部微正压保压方面带来良好的效果,为封闭母线提供一个良好的密闭环境。
关键词:封闭母线;密封性;耐高温;微正压
引言:现在针对国内环境下,目前市场上常使用微正压装置来降低离相封闭母线内外温差,这样比之前使用的热风吹扫、硅胶呼吸器、热风保养装置已经起到一定的效果,但是在微正压装置充入微压气体后,有时候受制于难以保压,或者气源不够纯净,还是达不到很好的封闭效果,尤其在在一些热带气候地区,高温高盐度并时常连续暴雨的临海环境下,效果更是大打折扣,所以在现场实际安装过程,如何保证母线的密封就显得更为重要了,为此需要制定科学合理且可行的安装方法,在安装过程中要严格执行。
1、安装前准备工作
(1)准备并熟知离相母线安装所需的技术图纸和资料,例如:离相封闭母线安装布置图、离相封闭母线部件详图、母线相关标准、母线技术规范书、母线安装说明书及安装规程、铝母线焊接规范等等。
(2)安装工具准备:离相母线安装所需的工具主要有:吊车、电动/手动葫芦、软质;绳具或套有橡胶管的钢丝绳、力矩扳手、普通扳手、内六角扳手、螺丝刀、木锤、铁锤、卷尺、水平仪、线坠、纱布、喷漆用的喷枪、钢丝刷吸尘器、清洗剂(酒精)、干净的白软布、耐火石棉布、氩弧焊机、各种焊条(铝焊丝、电焊条)、防水布、锉刀、扁铲、安全带、安全帽、角形磨光机、弹丝、氩气、电源等。
(3)各接口、设备尺寸和高程校核:检查土建及主要接口设备(发电机、变压器)基础中心标高、测定发电机、主变压器、厂高变、PT 柜、中性点柜的纵向和横向的中心线、测定封闭母线基础构架的基础及标高。确定以上各高程标高、中心线准确无误后,作出母线B 相中心线并弹上墨线,并由地面反馈到母线支撑架上,确保主变低压侧B相套管中心线、厂高变高压侧B相套管中心线与封闭母线B 相中心线一致,修正误差不大于± 3mm/m,整体误差不大于±5mm。
(4)设备的检查:主要检查和试验项目:设备尺寸核对、外观质量检查、母线绝缘件检查、母线相间和相对地安全距离检查;产品在就位前是否有需现场装配的部件(如电流互感器等);对每段母线进行绝缘电阻试验和干式工频耐压试验。
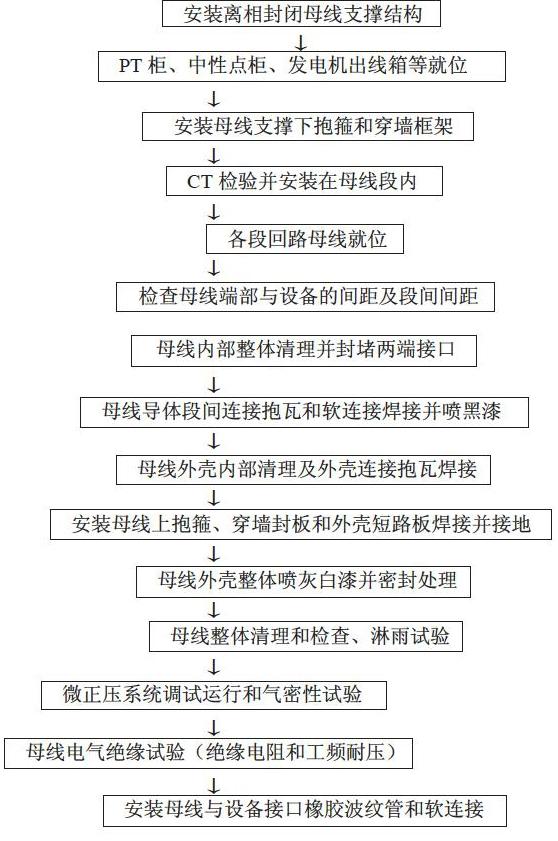
2、离相母线的过程安装
(1)按照先室内后室外的顺序进行安装,即按照母线总装配圖先将发电机出线箱、发电机中性点柜、PT 柜、封闭母线的分段安装。
(2)离相母线吊装和搬运:在这里离相母线是由纯铝板制成,该材料具有很好的电气性能,但机械性能较软,因此母线在搬运时应避免由于吊车动作过快而引起振动,使绝缘子破裂或外壳变形,另外选择吊挂点时为防止弯曲过大损坏绝缘子,必须用软质绳具,避免碰坏封闭母线表面油漆或擦划伤母线外壳表面影响密封性和防水性。
(3)电流互感器安装:电流互感器在安装进母线前需要重新进行试验,以验证高温高盐度环境下与出厂时的试验结果。在热带沿海地区的环境下,电流互感器支撑螺栓采用了密封圈和密封垫片,并采用350℃ 耐高温硅酮密封胶环形封堵螺栓间隙和引出口间隙,以增加其密封性。电流互感器配装完毕后,将装有电流互感器的母线段吊装就位,再将电流互感器端子箱与电流互感器就近布置。
(4)离相母线就位:为了让母线支架准确地安装与就位,打上墨线来表示母线B相的中心线,并根据该线确定支撑架焊接位置,然后焊接支撑架及工字钢横梁,并调整及确保其标高与设计误差不超过±5mm,再根据母线支撑架安装图,焊接母线抱箍支架(先点焊,以便母线就位后的尺寸调整)、安装母线支撑外壳下抱箍。待以上工作结束后,将母线各段按次序吊装到支撑抱箍上,仔细测量各段母线的尺寸,沿着发电机向主变压器侧开始进行尺寸方向调整,并保证母线绝缘子布置方向与设计相符。再就是测量每相邻两段断口的尺寸,如果出现误差,按比例均匀地分配在各断口上,其误差不超过±10mm;测量母线端部与设备接口间距,其误差不超过±5mm,并确保此处软连接长度满足要求;调整母线同心度,其误差上下/左右不超过5mm。母线在就位后,在尺寸调整过程中,同时进行母线清扫工作,用酒精、棉布、干燥的压缩空气将母线外壳内表面、绝缘子表面清扫干净后封口,以减少母线开焊前的工作量和保护母线导体及绝缘子的腐化。
(5)母线内部清理:在封闭母线焊接前对母线内部进行清扫,并将各母线段外壳两端临时封闭,等待焊接。封闭母线外壳内壁、绝缘子表面、内部导体均用干净的棉布擦除油污和杂物,并用干燥的压缩空气吹扫封闭母线内部,确保内部清洁无尘。人员进入封闭母线内部进行清扫时,穿无扣工作服,戴防止头发落下的工作帽,穿软底鞋,所带清扫工具做好记录,进出相符。断口封堵打开后保护母线导体和绝缘子,防止雨水、灰尘及其他杂物进入母线内。
(6)母线段间焊接:该步是母线安装中的关键步骤,焊接要保证电气和机械性能是高质量的,而且,母线外壳的焊缝必须达到耐高温、防雨、防尘、防腐蚀等要求。选用具有一定经验的焊工,并均通过焊接培训、考试合格,且先用试块进行试焊,完成现场焊接工艺评定程序,以确保母线焊接一次性完成。根据焊接计划,打开即将实施焊接断口的临时封口,再次检查母线内部是否有积水、灰尘等杂质,确保清洁后选择在无风的天气下进行焊接作业,并在焊接场地周围搭设防风棚、防雨罩,检查外壳与导体之间的安全距离。
①导体抱瓦焊接:在焊接导体双抱瓦时,用耐火石棉布遮住导体焊接区两侧以防止焊渣飞溅进入母线内部和损伤绝缘子。焊接区表面用砂纸或不锈钢丝刷将漆层、氧化层刷除,并用酒精擦净后再进行焊接。根据焊接规范和要求进行导体抱瓦焊接,在导体抱瓦焊接完后,再用不锈钢刷刷去焊缝氧化膜。现场采用超声波探伤或渗透探伤的方法检验焊缝质量,焊缝检验合格后,现场在焊接区域涂上相应的无光黑漆。清理母线内部和绝缘子表面在焊接过程中产生的焊渣等杂质,待所有检查完毕后进行母线外壳抱瓦焊接,焊接方法和工序跟导体抱瓦焊接一样。
②母线伸缩节焊接:封闭母线配套的伸缩节一般都设在土建基础有差异、沉降处,主要用于现场土建调节。在这里母线伸缩节导体采用多层薄铝皮软连接,外壳采用铝波纹管。多层薄铝皮软连接的一端已经在生产工厂内部与导体焊好,另一端在现场与相邻段导体搭接焊接;外壳铝波纹管已在生产工厂与母线外壳焊接,在这里采用外壳抱瓦与相邻段焊接。这里的焊接方法和工序与母线导体、外壳抱瓦焊接方法一致。
(7)外壳接地与外壳支撑抱箍固定:母线在靠近发电机、主变、电压互感器柜等接口设备连接处,均设外壳短路板并装有可靠的接地装置,且与接地网相连接,而短路板与母线外壳进行满焊,在这里离相母线采用多点接地,每处短路板都进行了可靠接地。在母线导体和外壳焊接完成后,采用槽型抱箍的结构对外壳支撑抱箍进行最终的固定,将支脚与支撑横梁进行满焊处理,安装并紧固上抱箍。
(8)母线外壳整体刷漆与密封处理:在所有焊接工作完成后,对整个母线外壳进行清理,查看焊接口是否完整,焊纹饱满等,然后对母线外壳进行整体涂刷灰白色耐候、耐高温油漆。根据高温高盐度地区的环境要求,需要参照海洋环境下M级要求,整个结构外层油漆厚度不小于3mm,这样处理的涂层一方面可以降低40%~70%太阳光照射,有效形成阳光反射,从而降低母线内外温差防止内部结露;另一方面可以起到防水、防油渗、耐化学品腐蚀、绝缘的效果,最重要的是对母线内部形成一道保护膜、密封膜,尤其是对接口焊接处起到良好的密封性,这两方面的显著效果在高温高盐度环境下尤为重要。
(9)整体清理和检查与淋雨试验:①母线内部的焊渣、灰尘、积水等杂物清理干净;支撑绝缘子、盘式绝缘子表面是否有裂纹、缺口等缺陷。②母线外壳和导体表面是否有锤痕、划伤、凹坑、裂纹或由于焊接变形而产生的影响母线正常运行的缺陷。③母线导体对地空气间距符合标准规定要求。④母线外壳涂漆层密封性和厚度检查。⑤支撑钢构件表面防腐层是否有脱落,钢构件现场焊接部位进行防腐处理。⑥母线外壳接地线与现场接地网可靠连接。⑦淋水试验:根据GB/T8349-2000《金属封闭母线》第6.3.3 条要求对室外部分封闭母线的外壳进行淋水试验,试验时从两个侧面和上面淋水24 小时,流水量不小于3mm/min,降水角度与水平面成45 度。在热带多雨地区,可借助下雨进行淋雨试验,外壳内部没有进水痕迹为合格。
(10)密封試验与微正压试运:在微正压装置充气、取样管路与封闭母线外壳相连处,加装一手动阀门,并采用橡胶软管连接,橡胶软管两端采用喉箍双道紧固,以保证气密性,这样起到隔振和方便检查单相母线密封试验的效果。气密封试验:进行外壳气密性试验时,用微正压对每相母线内充以压力为1500Pa的压缩空气,同时用肥皂水检查外壳焊缝及外壳上的其他装配连接密封面,试验中所有排水口和间隙都密封好,母线漏气点极易出现在外壳焊缝、盘式绝缘子密封结构、绝缘子支撑结构、电流互感器支撑螺栓孔和电流互感器出线口等处。持续保压24小时且没有明显的气泡出现,试验结果判定为密封合格,母线通过气密封试验后,即可投运母线微正压装置。
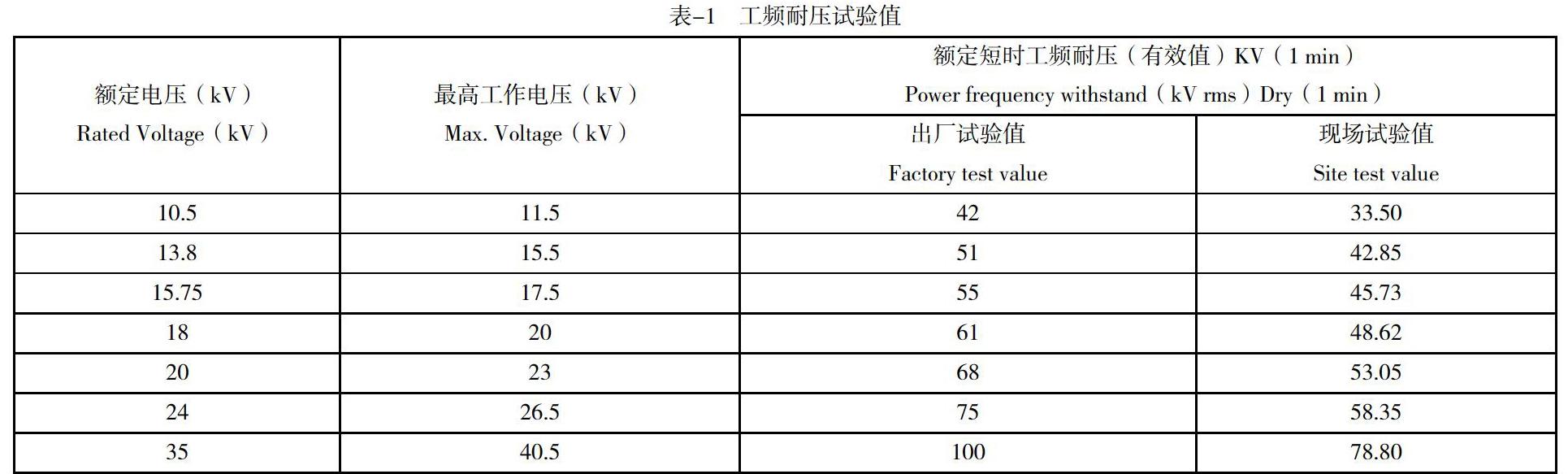
(11)电气试验与连接各接口设备:绝缘电阻试验,采用5000V 兆欧表,母线整体绝缘电阻测试值不低于200 MΩ(相对地)。工频耐压试验,根据GB/T8349-2000《金属封闭母线》标准规定,现场试验的工频耐压值为出厂设备试验值的78%左右,现场实际工频耐压试验值见表-1。在离相母线通过现场绝缘电阻试验、工频耐压试验和气密封试验后才进行母线与接口设备的连接,而母线导体与接口设备端采用的是铜编织线软连接,外壳是通过橡胶波纹管与接口设备升高座连接。导体软连接在这里是采用螺栓连接结构,并采用力矩扳手紧固,螺栓紧固后进行标识确认。
以上就是整个离相封闭母线在高温高盐度环境下的安装方法,从安装前的准备、安装具体过程到检查与试验,每一步都详细阐述了如何在高温高盐度环境下避免对母线导体和绝缘子的损害和影响,在现场实际中取得了良好的密封性,提高了抗腐蚀性、防水性、耐高温性等。
结束语:根据国内外的经验和实例来看,离相封闭母线密封效果不佳,主要出现在外壳焊缝、盘式绝缘子密封结构、绝缘子支撑结构、电流互感器支撑螺栓孔和电流互感器出线口等处,一旦这些地方处理不佳,造成母线内部绝缘子的绝缘效果降低,极易造成单相接地事故,给发电机组安全可靠运行带来隐患;另外一方面,如果密封不严,发电机出线套管漏氢,氢气就会进入母线内部,当氢气浓度达到一定比例,在母线内部高温环境下,容易发生“自鸣”反应,引发母线的爆炸。从这几方面来看,母线密封不严,都可以给发电企业带来安全运行隐患,并造成重大的经济损失,甚至直接影响整个机组的运行,因此,母线的安全可靠性是需要着重考虑和关注的地方,未来随着技术的发展,母线的安装技术和密封技术将会更加完善和成熟。
参考文献:[1] DL/T 754-2013《母线焊接技术规程》
[2] GB/T 8349-2000《金属封闭母线》
[3] GBJ 149-90《电气装置安装工程母线装置施工及验收规范》
[4] IEEE C37.23-2003
[5] GB50683-2011《现场设备、工业管道焊接工程施工及验收规范》
猜你喜欢
上海医药(2022年9期)2022-07-15
科学与财富(2022年10期)2022-07-04
中国建筑金属结构(2018年4期)2018-05-23
吉林农业·下半月(2017年10期)2017-10-18
棉花科学(2017年3期)2017-07-04
科技与创新(2017年7期)2017-05-13
河北渔业(2015年5期)2016-03-01
科技与创新(2015年16期)2015-08-19
中国高新技术企业(2015年16期)2015-04-30
中国高新技术企业(2014年17期)2014-10-28