
大流量针阀体导向轴孔超声振动钻削加工工艺
2020-10-23 09:16陈建军李全平曹宇轩马丹胡守琦
工程建设与设计 2020年18期
陈建军,李全平,曹宇轩,马丹,胡守琦
(山西柴油机工业有限责任公司,山西大同037036)
1 引言
随着高速重载柴油机功率的大幅度提升,对高压供油系统燃油喷射能力提出了更高的需求,大流量高压共轨系统要求燃油压力≥180MPa,循环供油量220mm3、喷油持续期≤1.25ms,而传统机械式直列泵燃油压力仅约为100MPa。针阀偶件作为共轨喷油器中最为核心的精密零件,对加工精度、灵活性、耐磨性及表面完整性提出了更高的要求,传统的加工工艺以及控制策略,仅依靠操作者经验技能和机床功能进行保证,极易造成零件尺寸超差和异常磨损,影响整机使用可靠性[1]。本文针对高压共轨喷油器针阀体导向轴孔机械加工精度提升问题进行了研究,开发了基于超声振动钻削加工控制策略,通过反复多轮次试验验证,使针阀偶件高频高速运动灵活性和稳定性得到较大改善。
2 针阀体导向轴孔表面完整性对针阀偶件使用性能的影响
2.1 针阀体导向轴孔表面粗糙度对偶件灵活性的影响
针阀体导向轴孔采用分级台阶梯度结构,工艺方法主要采用钻削、铰削等多工序机械加工方法,根据导向轴孔尺寸梯度结构,刀具方面通常采用成形复合刀加工,针阀体油腔附近极易产生微观飞边、毛刺、机械划痕及行刀轨迹,以及由于材料去除引起的加工微变形,偶件耦合工作运动时产生的轴/孔往复滑动,针阀体导向孔表面凸凹不平。只有峰谷接触,微观全表面接触需要经过长时间磨合才能消除。为此,针阀体导向轴孔表面粗糙度对针阀偶件工作运动的灵活性影响起到了至关重要作用。
2.2 切削加工冷作硬化对偶件使用性能的影响
针阀体材料12CrNi3,针阀引导孔径公差仅为0.002~0.006mm,圆柱度φ0.001 5mm,在钻削加工过程中,受材料与钻头挤压和摩擦作用,钻削温度极高,材料加工表面受切削高温作用,残余应力趋于松弛,使合金元素加速氧化和晶界层软化,冷作硬化将使加工孔沿冷作硬化层晶界萌生表面微观裂纹,持续切削高温下,微观裂纹进一步发展,超过材料疲劳强度后将形成疲劳裂纹,严重影响偶件耐磨损性能,最终将产生偶件耦合研伤、卡死[2]。
2.3 残余应力对偶件使用性能的影响
残余应力是金属材料的固有属性,其产生原因也具有多面性,包括材料成形、热处理过程、机械加工等,均有残余应力参与材料变形作用,钻削加工虽然是一种去除加工方式,但微观状态下,切削刃部仍会对材料本身形成塑性挤压与撕裂,而切削力、切削热、切削液等均对材料晶格排列、组织体积等产生影响,钻削加工撕裂过程将产生拉应力、挤压过程产生压应力,切削温度传到至工件本身使温度升高,待工件全部冷却后,表层冷却收缩,表面产生残余拉应力。研究表明,加工表面的残余应力可通过减小切削变形量和降低切削温度进行控制。为此,零件的使用性能与残余应力的有效控制具有直接关系,形成残余压应力提高表面耐磨性是针阀偶件精密加工的目标。
通过以上切削基础技术分析,通过工艺方法改善针阀体导向轴孔质量,对提高偶件使用性能、延长使用寿命十分重要。控制针阀体导向轴孔的加工方法,可以在实际加工过程中根据不同的钻削方法合理选择刀具的几何参数及材质,切削参数和冷却液,在制孔后,增加挤压研磨、滚压加工等工艺方法进行补充加工,改善零件加工表面完整性。此外,应用一些新的切削加工技术,如振动切削、低温切削、激光切削等,也能达到提高加工表面质量、改善加工表面完整性的目的。其中,振动切削在加工过程中,具有实现快速断屑、快速带走切削温度的优势,具有较好的应用效果。
3 针阀体导向轴孔超声钻削加工机理分析与设计
高速重载柴油机高压共轨供油系统喷油器针阀体材料采用12CrNi3钢材料,属于高强度合金渗碳钢(GB/T 3077—1999《合金结构钢》),具有较高的抗腐蚀、抗冲击、高耐热特点,受针阀体导向孔封闭或半封闭孔系结构限制(见图1),加工产生的大量金属切屑难以迅速排出,且切削热不易传递出去,其加工难度高、排屑难是本工艺的技术重点。本工艺方法利用振动钻削原理设计了振动钻削装置,解决了深孔加工的工艺问题,通过在钻柄处加装高频轴向微动装置,使钻头切削过程沿轴向微动进行切削深度控制,有效控制钻削加工切屑形态,使切屑顺利排出,实现针阀体导向轴孔精度和表面完整性综合控制。

图1 针阀体导向孔示意图
3.1 针阀体导向轴孔振动钻削机理分析
针阀体导向轴孔振动钻削实现的基本原理是,通过在钻柄端设置的轴向振动装置,使钻头沿一定方向、频率和振幅形成可控振动,在钻头作用于被加工材料过程中产生规律的间歇性接触和断开,形成传统的接触钻削为高频啄钻形式。
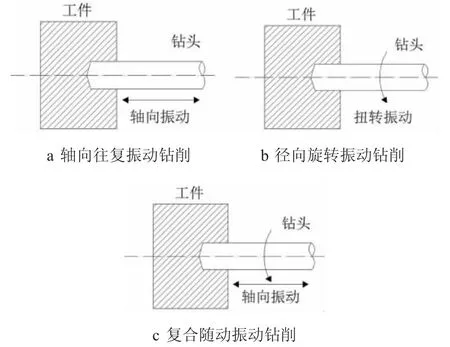
图2 振动切削类型形式
根据针阀体导向轴孔结构形式,实现该孔系加工的振动钻削类型,大致可分为轴向往复振动钻削、径向旋转振动钻削、复合随动振动钻削等3种类型如图2所示。其中轴向振动与钻头的轴线方向一致,扭转振动方向与钻头的旋转方向一致,复合振动是轴向振动与扭转振动的复合叠加。根据振动钻削机理,轴向振动更容易实现,为此,采用轴向往复振动钻削实现针阀体导向轴孔加工工艺方案实现实物制造。由于振动钻削属于高频间歇性切削,钻头与工件长时处于接触/非接触高频状态,使切削液能够充分与被加工面进行接触,从而快速带走切削温度,降低实际加工中的切削力与摩擦系数。因此,振动钻削具有的切削热少且散热快的技术优势,同时由于振动钻削切削力较少,也在一定程度上避免了切削积瘤的产生,使针阀体导向轴孔加工表面粗糙度和工件变形得到有效控制。
3.2 超声振动钻削装置设计
针阀体导向轴孔超声振动钻削装置设计采用了偏心凸轮四杆机构形式,主要由偏心凸轮、曲柄滑块和外置高频超声振源所等构成,以下是振动钻削装置偏心振动机构的基本原理,如图3所示。图中,Az为偏心凸轮轨迹转动方向;φ为轴心偏移角度,φ=0°时处于静止状态;φ=φ0为运动状体任意角度。
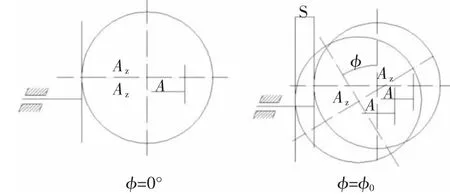
图3 振动钻削装置偏心振动机构
超声振动钻削装置偏心振动机构发生器设计简图如图4所示。将内凸轮与转轴进行过盈配合进行紧固连接,具有振幅调节作用,内/外凸轮采用间隙进行配合,利用螺母进行内/外凸轮相对运动调节,实现行星随动,即螺母松开后,外凸轮与内凸轮可各自转动。转轴在工作过程中通过外置超声振动源驱动装置实现高频轴向往复微移动,实现钻削加工。
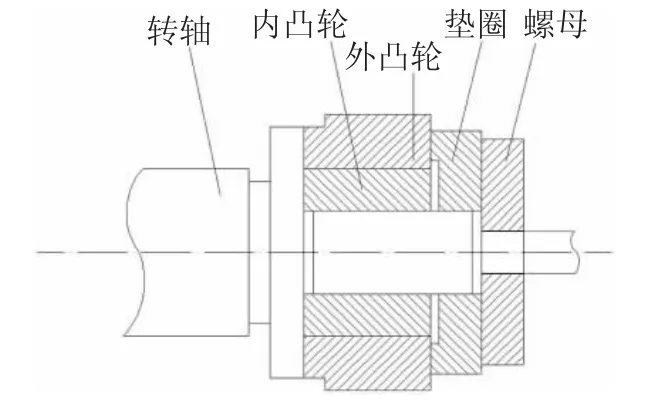
图4 振动钻削装置偏心振动机构发生器简图
4 针阀体导向轴孔超声振动钻削加工试验
通过开展针阀体导向轴孔超声振动钻削基础试验,对加工后的孔系进行检测,获取基础切削力/热、表面粗糙度及形貌、残余应力分布、显微硬度及微裂纹刀具磨损状态等试验数据,分析切削高温、应力应变等条件下材料屈服流动行为,揭示了针阀体导向轴孔超声振动钻削加工过程中,刀具或工件在有效振幅下与切削参数调整具有一定的变化规律,可根据材料性能与孔系精度要求进行优化调整,从而使针阀体导向轴孔加工质量提升。
图5a为孔系超声振动钻削形成的沿层深方向的残余应力分布,超声高频振动钻削对孔系形成了材料去除和微挤压作用,孔系表面加工后产生了接近于喷丸强化的残余压应力场,如果工艺参数设置不合理,孔系加工表面仍以撕裂去除为主体,拉应力场占主导地位。通过图5b可以看出,超声振动钻削加工针阀体导向轴孔时,工件表层显微硬度大幅升高,其主要原因是在切削力与摩擦力综合作用力下,加工表层材料产生塑性挤压硬化状态,导致针阀体导向轴孔表面产生了微挤压变形强化。
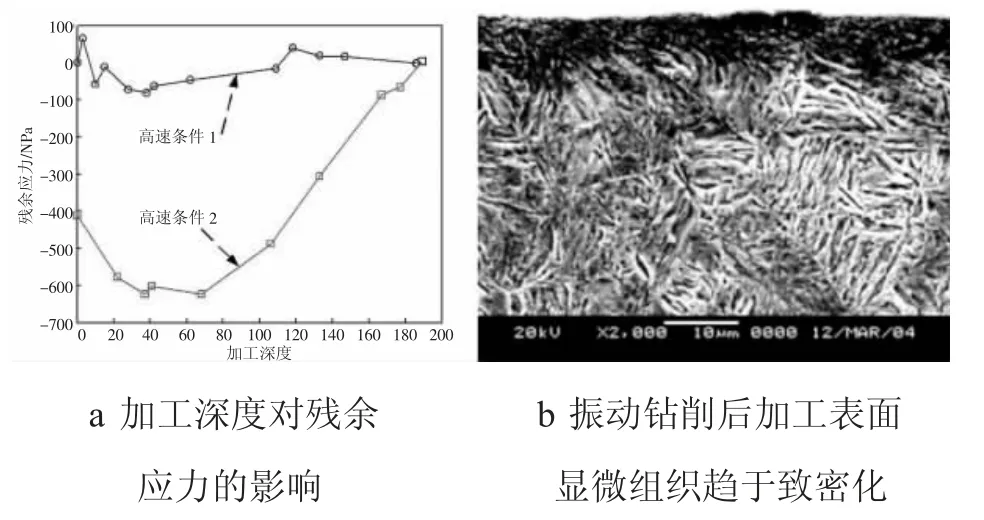
图5 针阀体导向孔加工表面残余应力分布及显微组织
根据超声振动加工系统建立的加工试验平台如图6所示。该加工中心具有定位准确,夹具稳定的优点,超声振动发生器将高频超声号转化为机械振动信号,并由阻抗分析仪对数据结果进行分析。加工前,首先进行谐振频率测试,以调节振动频率和振幅,使之趋于稳定状体,然后进行超声振动钻削,通过实测钻削力,对加工参数进行优化调整。

图6 加工中心振动钻削加工试验平台
表1是针阀体导向孔超声振动钻削性能测试结果,通过分析可知,随着机床主轴转速和刀具进给速度的增加,钻削力呈增加趋势,这是由于转速提高后增加了钻头的轴向力,若钻削深度跟不上,对钻削效率产生了影响。相比进给速度的影响,钻削深度对钻削力的影响不十分明显。使用高速钻削进行参数优化进行振动钻削加工试验,钻头轴向受力为0.8N,在一定程度上提高了钻头使用寿命。由试验数据可知,理论计算钻削力与实测钻削力基本保持一致的变化规律,表明测试结果较为准确。
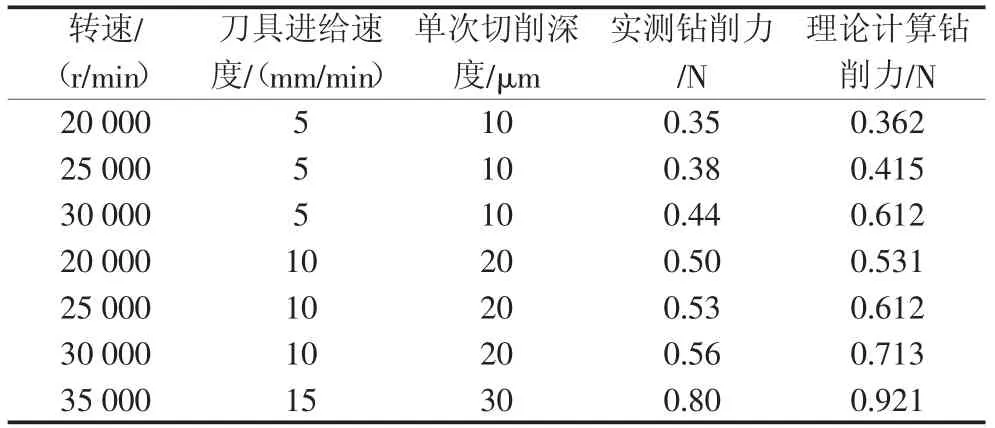
表1 超声振动钻削性能测试结果
综上分析,针阀体导向孔超声振动切削加工试验,采用较高转速和较小进给速度作为加工参数,选取转速35 000r/min、进给速度15mm/min和单次钻削深度30μm作为试验的最优工作参数。
通过超声振动钻削试验加工实现了针阀体导向面圆度0.000 5mm、密封锥面跳动0.002mm、耦合表面粗糙度Ra≤0.4μm的技术指标。
5 针阀体导向轴孔超声振动钻削加工研究结论
5.1 超声振动钻削可有效降低切削力/热
针阀体导向轴孔通过超声振动钻削加工,由于合金钻与被加工部位相对运动处于可控周期性变化,刀具作用于材料的摩擦系数较小,孔系在刀具往复接触/离开作用下,加工过程推挤压状态得到改善,切削力下降孔系被切削部位得到切削液充分冷却,切削热下降(切削力为原工艺的1/2~1/10,切屑的平均温度仅约为40℃),由于切削力/热的下降,使针阀体导向轴孔加工精度和表面质量得到改善。
5.2 超声振动钻削表面粗糙度小、加工精度高
超声振动钻削过程中由于刀刃与工件始终处于瞬态接触,实现了切屑快速剥落和排出,使针阀体导向孔加工切削力更小、切削温度低,从而获得了更优的加工表面粗糙度和几何精度。
5.3 超声振动钻削刀具使用寿命长
由于切削力小、切削温度低、冷却充分,切屑的折断和排出都比较容易,刀具不受长时间切削热影响,显著提高了刀具使用寿命,在合理设置切削参数和振动参数下,刀具寿命可提高10倍以上。
5.4 加工表面的耐磨性提高
超声振动钻削过程具有微挤压强化作用,使加工孔系表面形成微观网状花纹,针阀与针阀体耦合工作过程中含油性更好,起到充分润滑作用,即提高了滑动摩擦的耐磨性,也提高了工作灵活性。
猜你喜欢
农业机械学报(2020年12期)2020-02-02
制造技术与机床(2019年9期)2019-09-10
化肥设计(2019年3期)2019-07-02
汽车实用技术(2019年8期)2019-05-10
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
制造技术与机床(2018年10期)2018-10-13
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年6期)2017-09-03
科技创新导报(2016年6期)2016-05-14
组合机床与自动化加工技术(2014年12期)2014-03-01
