SKS自动MIG/MAG焊接系统应用
2020-10-21 22:11项飞何军
大众科学·中旬 2020年4期
关键词:程序
项飞 何军

摘 要:焊接工艺是汽车制造中较为关键的一项技术,机器人全自动弧焊已经是汽车生产领域不可缺少的焊接设备,本文主要叙述SKS焊接系统的硬件组成及使用和工艺调节,科学的焊接专家曲线,提高了不同板材与不同位置的焊接稳定性,当然好的焊接质量及持续的稳定离不开机器人焊接轨迹的调试,焊丝干伸长的确定,以及焊接参数的优化,最后总结了使用中其常见故障的分析与解决方法。
关键词:焊接姿态;干伸长;参数;程序
Abstract:Welding process is a key technology in automobile manufacturing, robot automatic arc welding has been an indispensable welding equipment in the field of automobile production, this paper mainly describes the hardware composition and use of SKS welding system and process adjustment, scientific welding expert curve, improve the welding stability of different plates and different positions, Of course, good welding quality and continuous stability can not be separated from the robot welding trajectory debugging, welding wire dry elongation determination, as well as welding parameters optimization, and finally summarized the use of its common fault analysis and solutions.
Key words:Welding attitude;Stick out;parameter;program
0 前言
目前汽车生产中,焊装车间通常使用气体保护焊(MIG/MAG)对汽车底板,中通道搭接处等进行焊接,SKSQ80 机器人焊接系统的核心部件为完全可调控的自动化Q80 控制器,当与全机械化机器人系统协同工作时,控制器能够指定参数,监测并记录焊接过程。该系统内含各种焊接工艺及专家参数曲线,给不同材料的焊接带来最优的选择。控制器使得系统各部件能够完美交互。本文主要介绍microMIG焊接工艺的调节使用。
1 SKS自动MIG/MAG焊硬件结构
1.1 SKS焊接系统组成部分
SKS焊接系统和其他MIG/MAG焊接系统组成类似,都包含有焊接电源,送丝机,焊枪,控制器网络通讯模块等组成
2 SKS焊接工艺介绍
2.1 焊接工艺种类
SKS焊接系统可根据不同需求焊接不同板材,如铁,不锈钢,铝,镍基材料,异种钢材等,不同的板材有对应不同的焊接工艺曲线。
⑴I-Puls(I脉冲):
控制电流伴随着电压的调整是金属电弧焊中最常用的脉冲,标准的电流控制脉冲焊接过程,更容易控制,电弧长度自动调节;
⑵MIG/MAG
短路过度焊接,其工艺参数有AutoCOMP (自动补偿)自功能,即如果焊接时焊枪和工件之间的距离发生变化,或因外界因素导致电阻发生变化,系统将在可调范围内对电压进行调节。这有助于维持工件的能量输入 ,保持焊接的稳定性
⑶KF-Puls(KF脉冲)
对比一般的单个参数控制的脉冲模式(I,U脉冲),KF脉冲即可控制电压又可控制电流。此外,KF脉冲具有特有短路熔滴过渡功能,该工艺可以提高熔覆率,接近短路过渡方式,电弧可以很短,并且具有热输入很小的低飞溅电弧和良好间隙填充的特征,但是熔深很稳定,在这个动态曲线的作用下,电弧长度可以自动计算并调整,因此整个焊接过程可以保持稳定的电弧长度。
⑷microMIG
Micro Mig是在KF脉冲基础上研发出来的, 基本原理是通过机械抽拉式完成熔滴的分离,其中可以添加或不添加脉冲过渡工艺。可使减小热输入量,焊接工艺可分为两个阶段。在热的阶段,以快速连续且可控的脉冲电流融化母材,以达到需求的融合性能; 由于电弧的施加能量显著降低,在第二个“冷”的短路階段,可以将母材焊接区域的热量导出到更偏远的区域。这导致了所施加的热量的整体减少,由此可以可更好的控制对工件的热输入量,在保证融深的情况下也能实现无飞溅焊接。
2.2 microMIG焊接工艺的使用
上述可知,microMIG焊接工艺可实现无飞溅焊接且热输入量易于控制,所以通常采用此焊接工艺进行调节。开启microMIG焊接工艺步骤如下
①在SKS控制系统里选择焊丝材料,及相应焊丝直径
②选择对应的焊接工艺“microMIG”,然后选择使用的保护气体比例,如氩气大于9%的CO2混合气
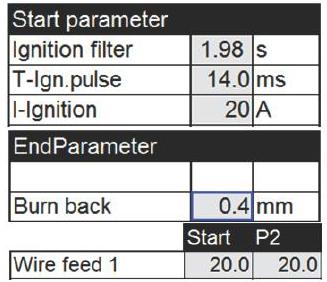
③设置对应焊接工艺的焊接参数
·Wire feed(送丝速度):根据不同板材,焊丝材料及直径设置不同送丝速度,可参考技术参数进行设置
板材 焊丝直径 送丝速度 板材 焊丝直径 送丝速度
低碳钢 1.0mm 8-12m/min 不锈钢 0.8mm 10-12m/min
1.2mm 6-10m/min 1.0mm 8-12m/min
铝 1.2mm 7-10m/min 1.2mm 6-10m/min
5-8m/min
·Pulse seres(脉冲数):可调节控制热量输入量及熔敷率参数;脉冲数越大热输入越大,增加熔敷率;
·Reverse(焊丝回抽时间):熔滴机械分离后,焊丝往回回抽多长,可对弧长进行调节控制;数值越大弧长越长,热输入越低
·Pulse voltage(脉冲电压):在脉冲时间内的最大电压,需要根据电缆长度(电阻)修正;数值越大,弧长越长,不可控制的熔滴分离
·Field charact.(特征域):电流受脉冲时间的限制,100%= 520A,结合脉冲时间,产生熔滴脱离的功率;数值越大,增加弧长,更多的热输入,可能产生咬边
·Base current(基础电流):在基础时间内的最小电流,可用此参数精准调节热输入;数值大将增加热输入,焊丝直径决定了最大的热输入量等级,在向前输送的焊丝与工件间产生有效电弧. 相关的大电流(基础电流)开始融化焊丝端部 - 熔滴生成
·Pulse time(脉冲时间):脉冲阶段的持续时间,通常结合脉冲电流产生熔滴的分离功率;数值越大将产生更多的熔滴,更多的热输入。在控制器上把脉冲时间设置成0,自动切换成CC模式,在焊接中可以随时切换两种焊接模式(更换焊接程序)。
·Base current time(基础电流时间):基础电流时间增加; 脉冲频率减小,降低弧长(短电弧)
2.3 焊接轨迹的优化调节
⑴ 焊丝干伸长
焊丝干伸长即切丝后焊丝端头至导电嘴端头间的距离,其直接影响弧长及电阻热,对焊接质量有很大影响,一般为焊丝直径的10-12倍,如使用1.0mm焊丝,则干伸长可调节为12mm
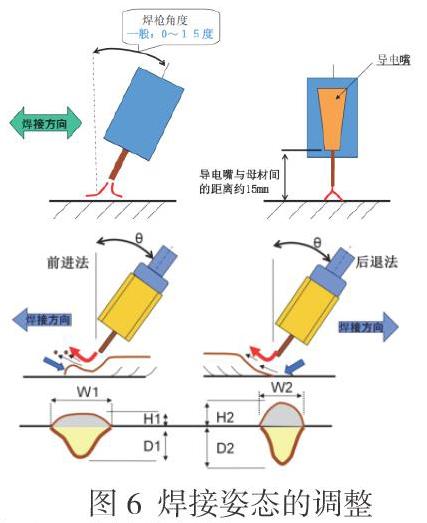
⑵焊枪焊接姿态
焊枪焊接板材的姿态,如焊接方向,角度,离工件距离等对工件的热输入都有很大影响,所以我们需要根据实际板材厚度,搭接方式等的不同,调节焊接轨迹时焊枪离工件的垂直角度为0-15°,焊丝末端离工件距离为1-3mm,焊接方向采用前进法时焊缝宽度大于后退法,焊缝高度小于后退法,焊道熔深小于后退法
2.4 焊接时常出现的故障报警
“焊后粘丝”(故障代码:38)
报警“粘丝”主要原因有两个
①参数设置不合理,起弧参数(20A)太小,回烧值太小,送丝速度过大,焊丝未来得及熔化就怼向工件造成短路报警;
②焊接回路接触不好,或子旁路焊接分流,如焊接地线断股,松动,焊接时喷嘴、枪颈等部件与工件接触等都将报错“粘丝”故障
3结论
⑴在使用SKS焊接系统时,首先要了解焊接材料,以及所使用的焊丝材料及直径,然后在控制系统里选择相应焊接工艺,推荐使用microMIG焊接工艺,可实现无飞溅焊接
⑵按照文中所描述的调节方法对焊机机器人轨迹进行优化,可有效保证焊接质量
⑶SKS焊接时出现“粘丝”报警,则需要对参数及焊接姿态进行优化并检查相应焊接回路
参考文献
[1]刘会杰, 焊接冶金与焊接性[M]. 北京:机械工业出版社,2007
Transactions of welding metallurgy and weldability [M] Beijing: Mechanical Industry Press, 2007
[2]王宗杰, 熔焊方法及设备[M]. 北京:机械工业出版社,2006
Wang Zongjie, welding method and equipment [M]. Beijing: Machinery Industry Press, 2006
[3]顾曾迪,陈根宝.有色金属焊接[M]. 北京:机械工业出版社,1995
Gu zengdi, Chen Genbao. Non ferrous metal welding [M]. Beijing: Machinery Industry Press, 1995
[4]蘇金远,基于故障树的弧焊工业机器人系统可靠性研究[D]. 南华大学,2013
Su Jinyuan, research on reliability of arc welding industrial robot system based on Fault Tree [D]. Nanhua University, 2013
[5]许莹,焊接工艺学[M]. 北京:机械工业出版社,2009,8,1,第一版
Xu Ying, welding technology [M]. Beijing: Mechanical Industry Press, 2009, 8, 1, first edition
猜你喜欢
法人(2022年5期)2022-05-23
电脑爱好者(2020年6期)2020-05-26
福建基础教育研究(2019年1期)2019-09-10
福建基础教育研究(2019年1期)2019-05-28
中国知识产权(2018年11期)2018-11-29
瞭望东方周刊(2017年42期)2017-12-05
CHIP新电脑(2017年2期)2017-04-07
环球时报(2017-03-30)2017-03-30
新潮电子(2017年2期)2017-03-07
知识就是力量(2015年5期)2015-09-10