
聚乙烯燃气管道全自动焊接技术浅析
2020-10-20 21:30徐大伟钱洪
写真地理 2020年12期
关键词:焊接
徐大伟 钱洪
摘要: 该文主要对聚乙烯燃气管材的特点,聚乙烯燃气管材热熔对接时全自动热熔焊机的使用、焊接后焊接资料的填写、焊接需要注意的事项、焊接质量控制、焊接后对焊缝的检测做一个深入的核心价值地分析。
关键词: 全自动热熔焊机;焊接;聚乙烯燃气管道
【中图分类号】TU996【文献标识码】A【文章编号】1674-3733(2020)12-0229-01
聚乙烯燃气管道(简称“PE管”)在我国的研究与发展起于80年代初期,随着近年来城镇燃气的快速发展,在埋地管道材料选择上聚乙烯燃气管道以其性能优越,质量可靠,施工便捷,运行安全,维护简便,费用经济等优势,已逐步取代了钢管在城镇燃气上的使用。
1聚乙烯材料的理化性质
聚乙烯有优异的化学稳定性,常温下耐盐酸、氢氟酸、磷酸、甲酸、胺类、氢氧化钠、氢氧化钾等各种化学物质,但硝酸和硫酸对聚乙烯有较强的破坏作用。在焊接压力的作用下,焊缝附近熔融塑料发生二维流动,使得材料在原有晶核的基础上诱导而产生更多的晶核,从而使这个焊缝区域内的结晶度增加,强度和硬度也随之增大。
2全自动热熔焊机结构简介
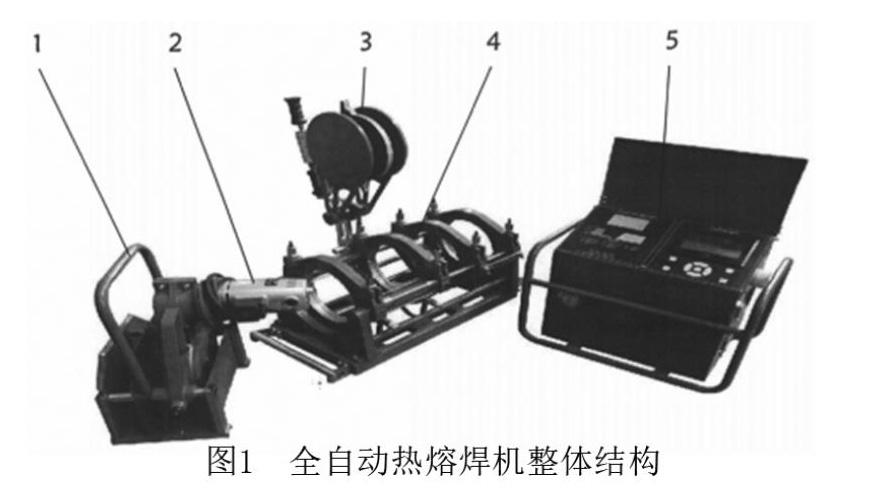
2.1全自动热熔焊机整体结构。
全自动热熔焊机由①提篮、②铣刀、③加热板、④铣刀、⑤控制箱五部分组成。
2.2控制箱结构。
控制箱由①打印机、②触摸屏、③控制按钮三部分组成。
2.3作按钮介绍。
操作按钮共有九个,分别为①铣削、②机架退、③加热板升、④确认、⑤焊接、⑥打印、⑦加热板降、⑧机架进、⑨复位。
3全自动热熔焊机焊接操作及焊后检查
3.1焊接前参数设置。
在全自动热熔焊机启动后,点击焊接参数进入焊接参数设置页面,根据需焊接聚乙烯燃气管材的规格型号、工程编号、焊口号、操作工号等进行设置。
3.2管道焊接
3.2.1焊接时注意事项。
聚乙烯管道热熔连接操作时的环境温度应控制在-5℃~45℃范围内,风力大于5级的条件下进行焊接操作时,应采取有效的保温、防风措施;在炎热的夏季进行连接时,应遮免阳光直射,雨天或沟槽有积水,必须有有效的防护措施避免接口接触雨水或沟槽内积水。
3.2.2管材装夹。
将管材裝卡,并把紧上卡套两侧的锁紧螺栓,要保证断面的垂直度和平面度,接口的错口必须控制在规范允许范围以内(不大于壁厚的10%)。
按下控制箱面板上的“机架进”键,使两段管材合并,观察两段管材是否同心以及错边量大小,若不同心则需重新进行调整卡套两侧的锁紧螺栓,至到同心为止。
调整完毕后,按下控制箱面板上的“机架退”键,将动卡套后移,准备铣销。
3.2.3铣削管材。
管材装卡完毕后,点击DVS设定好的焊接标准键,按下控制箱面板上的“铣削”键,机架会拖动装夹的管道前进并进行一个拖动压力的测试,测试完毕后机架会退回原来的位置,显示屏显示放入铣刀的提示,放入铣刀此时动卡套带动管材自动前进,这时铣刀旋转,开始铣削管材焊接面,当管材接面平滑后,按“确认”键停止铣刀的工作。
铣削完毕后,自动控制系统自动停止铣刀旋转,动卡套自动后退,取出铣刀,并按下控制箱面板上的“机架进”键,两段管材合并,观察两段管材是否同心,若不同心重新铣削。
切削平均厚度不宜大于0.2mm,切削后端面应防止污染。
在确定两段管材同心后方可进入焊接阶段。
3.2.4管道熔接。
管道热熔焊接过程分为5个阶段:加热阶段、吸热阶段、吸热板取出阶段、焊接阶段、冷却阶段。
在焊接过程中主要应注意焊接时管材的吸热时间、切换时间、增压时间、冷却时间、及卷边高度等都应符合《TSGD2002-2006燃气用聚乙烯管道焊接技术规则》中管材焊接参数的要求。
3.2.5焊接数据打印。
焊接完成时,显示屏会显示焊接完成字样,此时按下“打印”按键,将焊接数据进行打印保存,同时再次核对焊接小票上面的各项数据是否与所焊接的管材相符,如发现与焊接管材的规格型号不符应对该焊缝进行割除重新焊接。
焊接小票打印后,上面显示焊接成功字样,至此焊接全部完成。
3.2.6焊接质量检查。
连接完成后,应对接头进行100%的翻边对称性、接头对正性检验和不少于10%的翻边切除检验。翻边对称性检验、接头检验、翻边切除检验。对于检查不合格的焊口要求割除重新焊接。
4焊接后资料保存
每道焊口完成后应填写相应的焊接记录,每天应将当日的焊接小票在A4纸上面进行粘贴并复印进行保存,每道焊口的焊接记录应及时、准确。
5焊接质量控制
质量控制内容:开工前检查焊工焊工证是否符合要求,在考试合格后方可上岗。所有焊接设备满足焊接工艺要求,具有良好的工作状态及准确的量值显示,检查焊接设备上的所有计量仪表是否在检定有效期内。
焊前检查管材的规格和等级,焊接时自动焊机设置的管道规格等级应与需焊接的管道一致。
焊接面以及与焊接面接触的所有物品必须清洁和干燥,需要焊接的部位不能有损坏、杂质、污垢(如:油污、油脂、切屑等)。
严格按照焊接工艺规程进行焊接。焊口标记及记录必须清楚、正确,符合标准要求做好每道焊口的焊接、检查记录。
结束语:总的来说全自动热熔对接焊机,在使用时人为的操作因素会降到最低,能更大的保证聚乙烯燃气管道焊缝的质量,但也有不可避免的人为操作失误。
参考文献
[1]TSGD2002-2006燃气用聚乙烯管道焊接技术规则[S].
[2]CJJ63-2008聚乙烯燃气管道工程技术规程[S].
猜你喜欢
现代商贸工业(2016年14期)2016-12-27
科教导刊·电子版(2016年30期)2016-12-26
现代商贸工业(2016年21期)2016-12-26
新教育时代·教师版(2016年30期)2016-12-05
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
