
某型号产品专用装配工装设计
2020-10-20 01:02樊晓萍刘伟国路永宽
甘肃科技 2020年17期
樊晓萍,曹 驰,刘伟国,路永宽
(1.甘肃长风电子科技有限责任公司,甘肃 兰州730070;2.兰州理工大学材料科学与工程学院,甘肃 兰州 730050)
1 概述
企业研发某型号军用产品部件,由结构和电气两部分组成,该产品结构复杂,组装零件多,装配工序长,装配精度要求高。原多工位装配方法,基准一致性差,精度保证难,装配过程易出现反复,生产效率低,且对产品多余物检查不便。本文针对实际装配工艺特点和要求,研制专用工装实现一次装夹完成全部装配,确保装配质量,提高装配精度,提升装配效率。
2 产品装配工艺分析
产品部件装配有机械和电气两部分组成,各零部件全部要安装或焊接到底座零件上 (如图1所示),该零件高600mm,长 400mm,宽 450mm,重11kg,随着各零部件装配,产品部件逐渐增重,全部装配到位时重达52kg,产品组装精度要求高,装配过程中需各工序间周转,要进行多次搬运,并且各工序装配操作时需多次翻转零件,要求装配操作时既要小心防止磕碰,又要安装到位,确保各部件安装精度。由于产品部件组成复杂,每道工序操作时间较长,多道工序要站立操作,操作人员容易疲劳,影响装配精度和进度,且装配过程耗时较长,严重影响产品交付进度。在保证质量前提下,为加快装配进度,缩短制造周期,经研究决定设计制造配套专用工装解决上述问题。
3 设计结构和工作原理
对装配配套专用工装设计要求,工装既能满足装配时底座零件能水平360°自由转动,又能在竖直空间向重心方向旋转90°,且要求工装设计结构简单轻便,易于操作,便于移动,工作时工件在各角度状态下可锁紧,不发生松动,以保证装配过程安全可靠(如图2所示)。

图1 底座零件图
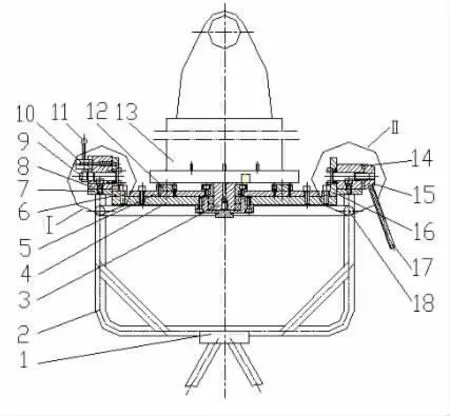
图2 装配图(工件垂直摆放)
1)针对转配工要求,采取为底座装配过程工艺要求量身定做设计方案。首先对零件进行受力分析,找出重心,计算设计时平衡力矩,保证装配工装满足产品部件装配过程的各阶段平稳牢靠(如图3所示)。

图3 装配图(工件水平摆放)
2)工装设计结构能满足水平360°自由转动,设计了转盘5(如图2所示),将底座零件螺装其上,使两者成为一体,以转盘5中心纵向Z轴为旋转中心,实现水平360°自由转动;转盘5上加工有定位销孔,到达工作位置时,销钉定位,螺钉与底盘4锁紧,进行安装装配工作。
3)工装设计同时满足水平360°转动和竖直空间方向向重心所在一端90°转动,是设计难点,能将两个方向的转动同时保证,不发生相互干涉,充分考虑可行性、协同性和安全稳定性,增加底盘4,将转盘5置于底盘4上,沿Y轴(纵向)方向将底盘两端固定,两端的固定采用法兰8结构,两法兰座对称安装,中心安装螺纹转轴9,又用连接板1(“L”型)将法兰8部分和底盘4相连接,并以两法兰中心为旋转轴进行转动,解决90°旋转;工作时(如图4所示),扳动手把11,使定位转销10转动,设计其与法兰的接触为45°斜切面,发生转动同时会沿自身轴向运动,带动弹簧和定位芯子左移,去除该限位后,两连接板6、16板带动转盘5及底盘4共同实现自由转动,到达工作位置时,同样扳动手把11,使定位转销10转动,带动弹簧和定位芯子右移,进行初定位。同时转动手柄17,锁紧螺母15锁紧定位转销10,可保证整体的锁紧,不发生圆周窜动。

图4 (图2中两处放大)
4 结构特点
4.1 实现转盘重载时灵活转动
为保证转盘5转动灵活,转盘底部加工多道环槽,用来减少与底盘的摩擦。试装时发现,零件重量叠加后水平转动时,需用力扳动,操作不灵便,不能实现转盘360°灵活转动,经结构改进,购置了名称为“重力万向球” 的滚珠(如图5所示),底盘与转盘间共放置6个,形成两板间的6点接触,降低了摩擦阻力,实现灵活转动。

图5 滚珠
4.2 解决双向协同转动的难题
底盘与工装架体的连接要求,既要连接牢固,又能保证工作时转动灵活,同时还要保证到达工作位置时定位准确牢靠,初始设计采用在两法兰座旋转中心加装轴承的方法,实际操作中发现:由于产品零件自身较重,轴承转动太过灵活,当90°转动时,重力作用下,易发生转动过猛,不能实现平稳转动;经分析研判,决定去掉轴承,增大转动时摩擦阻力,降低转速,实现缓慢运动,增加操作过程中可控性,解决了水平竖直双向协同转动的难题。
4.3 控制法兰与架体焊接变形量
两法兰部分与架体进行焊接时,易变形,会使中心错位,不同心,焊接时可在两法兰中心穿一轴,先定位,再进行焊接,解决了该问题。
4.4 避免竖直方向90°反向转动
为保证产品部件向重心方向空间90°转动,而不能发生相反方向转动,增加产品装配过程的平稳性,采用架体增加横梁,有效防止反向转动。
4.5 确保工装结构优化轻便
在保证强度的前提下,将转盘和底盘材料选为LY12-CZ硬铝型材,并大面积设计减轻孔,架体采用空心管料,壁厚2mm以上,弯管机成形,将工装重量降低到下限,既满足承重,又轻便灵活,如移动较远距离,可在支脚处加装滚轮。同时保证操作人员工作时站坐均可,工作位置方便,易于进行装配工作,便于多余物检查。
4.6 满足产品组件装配要求
本工装轻便便携,结构灵巧,满足装配多功能要求,设计过程统筹、全方位考虑功能及使用工况,兼顾多方面工艺要求,避免相互干涉,通过设计优化,产品服役三年未出现任何问题,获得用户一致好评。实体照片如图6所示。

图6 装配工装实物图
5 结论
通过本工装的设计制造及实际工况使用说明,在特殊复杂高精度产品零部件装配中,采用合适的专用工装作为装配过程的手段和方法,具有极大的优越性,在现在制造业产品快速反应机制的发展趋势下,专用工装模具将在国防军工、家用电器、民用设备等诸多方面零件制造中发挥不可替代的优越性,特别适合于结构复杂、精度要求高的关键零部件研发制造生产过程,可实现保证质量,提高精度,加快进度,提高产品市场竞争力。
猜你喜欢
计算机仿真(2021年9期)2021-11-17
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
学习月刊(2016年19期)2016-07-11
专用汽车(2016年4期)2016-03-01
烟台果树(2015年3期)2015-12-10
Coco薇(2015年10期)2015-10-19
汽车维修与保养(2015年6期)2015-04-17
汽车维护与修理(2015年5期)2015-02-28
