多线切割机伺服电机控制系统设计与试验
2020-10-14 09:13王坚镔
名城绘 2020年5期
王坚镔

摘要:目前,多线切割机广泛应用在电子信息行业,主要用来加工单晶硅、蓝宝石和SiC等材料。生产过程中,由缠绕在切割轴上的金刚线将工件切割成片,通过控制金刚线的直径和线间距可切割出不同厚度及不同数量的切片。这个工艺具有生产效率较高、材料损耗率低等优点,因此代替了之前的内圆切割机等成为SiC晶片切割的关键设备。但多线切割机系统比较复杂,包括走线系统、张力控制、速度同步控制和主轴系统等,且影响切片精度的因素较多,需要对每个系统进行精确建模分析。
关键词:多线切割机;伺服电机控制系统;设计与试验
引言
伺服控制系统是一个整体,其主要组成元素包含了驱动、控制系统和保护系统还有电力的电子原件等,是从步进向直流进步,与数字脉宽调制技术、微电子技术等共同发展进步。同时,伺服控制技术又从直流发展到了交流,与特种电机材料技术和现代控制技术等同步发展。硬件服务控制系统为加工技术提供了推动力,实现了软件伺服控制系统的转变,提高了伺服系统运行的性能。
1伺服控制系统含义
伺服电控系统是现代信息化发展的一种产物,是比较常见的一种负反馈系统,从属于自控系统之中,也可将其称之为动态随动系统,即控制对象随着给定信号变化而发生改变。受控体、制动器、控制器以及传感器等是伺服控制系统中最重要的几个组成部分,在众多构件中,制动器由功率放大器、马达构成;被控的物件则称之为受控体,而控制器、被控制对象、执行器和检测变速器等则也是其不可缺少的成分。但电液伺服系统也存在多种弊端,如体积庞大、运行中产生噪音大以及漏油现象时有发生等。从控制理论上来说,电气伺服系统不但包括开环伺服系统,还包括闭环伺服系统和半闭环伺服系统,一共三种类型。
(1)开环伺服系统结构简单、调试维护容易,内部没有运动反馈的控制回路,工作稳定、成本低,没有检测的反馈装置。当运动有错误时,电动机也会随着装置发出脉冲指令进行工作,并且还会修正错误,作出信息错误反馈。在开环伺服系统中,步进电动机是主要驱动部件,其步距角精度、机械的传动精度能够影响开环系统的精度。一般情况下,一些对精度和速度要求不高的设备中,开环伺服系统都会用到步进电动机。
(2)半闭环伺服系统安装调试比较方便,主要由无刷旋转变压器、测量速度的发电机构成。其中,无刷转变压器最主要的器件还是装载内部的脉冲编码器,不会受一些非线性因素的影响,系统能够实现机械传动的控制。在数控机床中,半闭环伺服系统的应用非常广泛,在机械转动装置精度不高的情况下,机械转动装置的精度可以作为整个半闭环伺服系统的定位精度,为了达到要求的高度,数控装置内部的误差补偿功能和间隙补偿功提升加工的精度。
(3)全闭环伺服系统是由各种装置组成,即:比较环节、伺服驱动放大器、机械传动装置、进给伺服电动机以及直线位移测量装置等。其中,全闭环伺服系統的驱动部件能够监测、反馈修正机床运动部件的移动量,即:直流伺服电动机或者交流伺服电动机。在测量机床部件时,能够构成一个较高精度的全闭环控制位置系统,可以直接利用安装在工作台的光棚或者感应同步器。在整个全闭环系统中,可以在移动的部件上,安装直线位移检测器。但机械传动装置之间的一些非线性因素,会影响整体的稳定性,如:摩擦阻尼、装置刚度以及反响间隙等。
2多线切割机伺服电机控制系统设计与试验
2.1多线切割机整体设计
多线切割机主要包括控制系统、走线系统、主轴传动系统、工作台、循环冷却系统和人机交互系统等,其中控制系统以PLC为核心,将各执行元件的状态信息收集,通过逻辑运算输出控制指令,走线系统主要包含放线部件、收线部件、张力摆杆和主轴部件,张力摆杆电机对始末两端电机转速和金刚线张力起调节作用。为了保证设备有较好的稳定性,以及高精度和高效率等性能,主要把以下几项指标作为目标条件,进行设计,见表1。
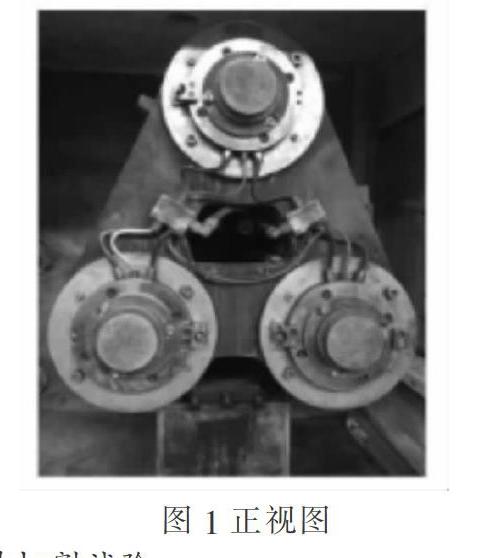
正面视图中为三个加工轮,如图1所示,加工轮电机为伺服电机,是系统的主动部分,其电机需要满足速度同步的要求。走线系统主要包括放线轮、导轮及摆杆,放线轮和收线轮为随动部分,摆杆部分通过角度的调节,使金刚线上的张力保持恒定,各导轮将金刚线绕线方向进行改变,从送线轮输出经过加工轮最终到达收线轮,整个过程保证送线的均匀性。
2.2 SiC晶片切割试验
通过对SiC晶片的切割试验,测试伺服电机控制系统及整机的性能。经过多次试切试验后,选取与设备相匹配,切割性能较好的工艺参数,按照相关工艺参数进行切割,在试验过程中观察并记录各项主要参数,其中金刚线张力值保持在35士2N范围内,张力摆杆摆动幅度在+3°以内,切割完成后,晶片的表面光洁度较高,一致性好。对晶片的表面质量,主要考察晶片的TTV、BOW和Warp等参数,参数越小,表明切割的质量越好,用平坦度测量仪对上述参数进行测量,TTV在20m以内,BOW在20m以内,Warp在30m以内。对比国内外文献数据,数据都在较好的范围内,经过后续的研磨工艺可将TTV、Bow和Warp值进一步改善,最终满足SiC器件或衬底的参数要求。
3结语
分析了切割走线系统中输入量、输出量之间的关系,进而建立了张力摆杆电机和伺服电机控制系统模型。为了改善控制系统的性能,设计了两输入三输出模糊FID控制器,并在试验样机上进行了SiC晶片切割试验,放线轮电机与收线轮电机的转速踉随性很好,误差较小,SiG晶片表面质量较好,表明采用此控制策略能得到很好的控制效果,切割机能达到很高的精度。
参考文献:
[1]孙斌.伺服电机的应用及技术控制研究[J].自动化应用,2017,(8):67-68.
[2]刘扬.浅析伺服电机在自动控制系统中的应用[J].科技视界,2014,(18):75.
(作者单位:烟台力凯数控科技有限公司)